Une plongée en profondeur dans le traitement thermique de l'acier inoxydable austénitique
Qu'est-ce qui rend l'acier inoxydable austénitique si résistant et si polyvalent ? Le secret réside dans le processus de traitement thermique. Cet article explique les étapes complexes et les principes scientifiques qui permettent d'améliorer ses propriétés. En lisant cet article, vous découvrirez comment les différentes températures et les différents traitements affectent la structure de l'acier, améliorant ainsi sa résistance à la corrosion et sa solidité. Plongez dans cet article pour comprendre comment une gestion précise de la chaleur peut optimiser les performances de ce matériau crucial dans diverses applications.
Avec les progrès de la technologie métallurgique, divers aciers inoxydables de haute qualité voient continuellement le jour. Malgré la capacité de l'industrie métallurgique à développer constamment des qualités d'acier supérieures, un traitement thermique approprié est nécessaire pour optimiser la fonctionnalité de l'acier inoxydable.
Au cours des processus de chauffage et de refroidissement des différentes qualités d'acier, la transformation de la structure de la matrice varie, de même que la génération et la transition des carbures, des nitrures et des composés intermétalliques, qui influencent tous différemment les performances de l'acier inoxydable.
Par conséquent, le processus de traitement thermique approprié doit être sélectionné en fonction des éléments suivants type d'acier et l'application prévue lors du traitement thermique de l'acier inoxydable.
Traitement thermique de l'acier inoxydable austénitique
1. Objectif du traitement thermique de l'acier inoxydable austénitique
L'acier inoxydable austénitique a une austénite structure matricielle. Au cours du processus de chauffage et de refroidissement, il n'y a pas de transformation de la phase martensitique, d'où l'absence de trempabilité.
Le traitement thermique austénitique a pour but d'améliorer la résistance à la corrosion, d'atténuer les effets néfastes de la phase secondaire, de réduire les tensions ou d'adoucir le matériau qui a déjà subi un durcissement par écrouissage.
2. Théories fondamentales
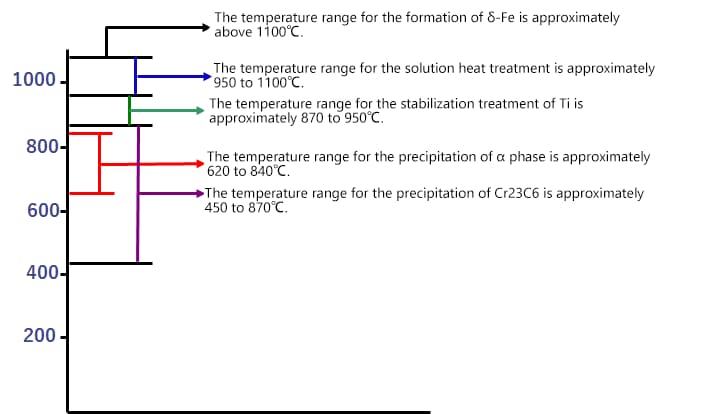
(1) Température de production des précipités
(2) Précipitation et dissolution des carbures d'alliages
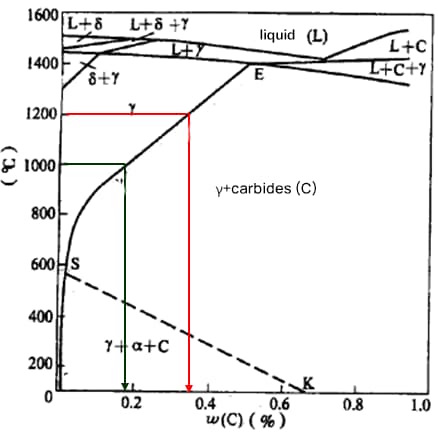
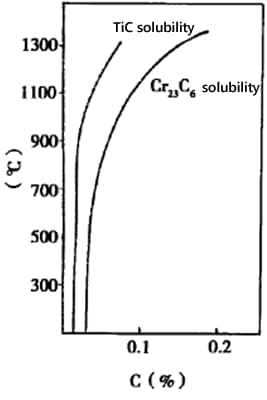
1) Solubilité du carbone
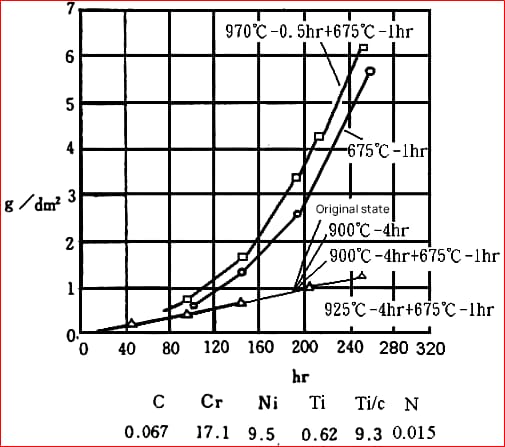
Pour l'acier 304 (18Cr-8Ni), la solubilité du carbone à 1200℃ est de 0,34%, à 1000℃ de 0,18%, et à 600℃ de 0,03%.
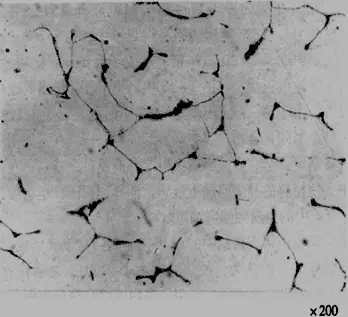
Les teneur en carbone dans l'acier 304 ne dépasse pas 0,08%. Au-dessus de 1000℃, le carbone se dissout dans l'eau. austénite. Étant donné le faible rayon des atomes de carbone, à mesure que la température diminue, le carbone précipite le long des joints de grains.
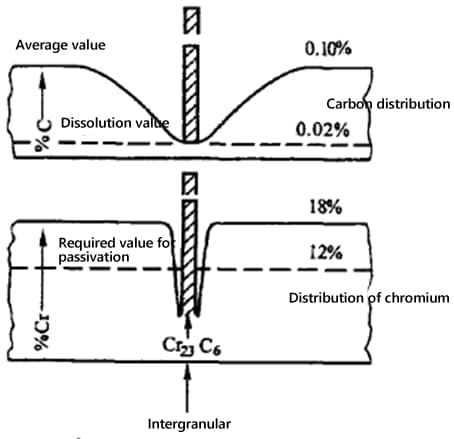
2) Appauvrissement en chrome intergranulaire
Solubilité du carbone : La solubilité diminue à mesure que la température baisse.
Rayon atomique du carbone : Un rayon atomique plus petit signifie une solubilité plus faible, ce qui entraîne une précipitation le long des limites des grains.
Stabilité : Les atomes de carbone précipités sont instables et forment des composés stables avec le chrome et le fer, tels que Cr23C6 ou (FeCr)23C6.
Taux de diffusion atomique : Le plus petit rayon des atomes de carbone entraîne un taux de diffusion plus élevé. Inversement, le rayon plus grand des atomes de chrome entraîne un taux de diffusion plus faible.
(3) Phase Sigma
1) Conditions de formation :
- Chauffage prolongé dans la plage de température de 620~840℃.
- L'ajout d'éléments formant de la ferrite, tels que Titane (Ti), néodyme (Nd), etc.
- L'utilisation de baguettes de soudage ayant une teneur élevée en éléments ferrites dans le mélange cordon de soudure.
- Dans l'austénite avec le manganèse (Mn), l'azote (N) remplaçant le nickel (Ni).
2) Effets indésirables :
- Réduction de la plasticité, en particulier de la résistance aux chocs.
- La phase sigma est un composé intermétallique riche, dont la formation peut facilement conduire à la formation de corrosion intergranulaireet piqûres dans les milieux chlorés (Cl-).
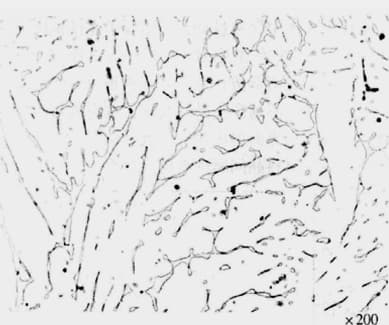
(4) Delta Ferrite
1) Conditions de formation :
Dans l'acier inoxydable austénitique au chrome-nickel coulé, la composition chimique de l'état coulé est inégale, ce qui conduit à des régions riches en éléments formant de la ferrite.
Dans la structure des soudures de certains aciers inoxydables austénitiques.
2) Effets bénéfiques :
La présence de ferrite delta 5-20% peut réduire la corrosion intergranulaire.
Dans des conditions de faible contrainte, il peut réduire la sensibilité à la corrosion sous contrainte.
Pendant le soudage, il réduit la probabilité de fissuration thermique.
3) Effets indésirables :
Lors du traitement sous pression, des fissures peuvent facilement se produire en raison des capacités de déformation différentes des deux structures.
3. Processus de traitement thermique
(1) Traitement des solutions
1) Température de traitement de la solution : 950-1150℃
2) Durée d'isolation : 20-30% plus longue que la durée générale. acier allié.
3) Refroidissement : Un refroidissement rapide est nécessaire dans la plage de température de formation du carbure (450-850℃).
Les principes suivants s'appliquent aux méthodes de refroidissement :
Pour les teneurs en chrome supérieures à 22% et les teneurs élevées en nickel ;
Pour une teneur en carbone supérieure à 0,08% ;
Pour l'acier inoxydable dont la teneur en carbone n'est pas supérieure à 0,08% mais dont la taille effective est supérieure à 3 mm, le refroidissement à l'eau est choisi ;
Pour l'acier inoxydable dont la teneur en carbone n'est pas supérieure à 0,08% et dont la taille effective est inférieure à 3 mm, le refroidissement par air est sélectionné ;
Pour les pièces minces dont la taille effective est inférieure à 0,5 mm, le refroidissement naturel peut être utilisé.
JIS
Température de maturation en Celsius.
Méthode de travail à froid
SUS 403
1010-1150
Refroidissement rapide
SUs 304H
Au-dessus de 950
Refroidissement rapide
SUS 304L
1010-1150
Refroidissement rapide
SUS 321
920-1150
Refroidissement rapide
SUS 321H
Le travail à froid exige une dureté supérieure à 1095.
Refroidissement rapide
Le travail à chaud nécessite une dureté supérieure à 1050.
Le traitement de stabilisation est une méthode de traitement thermique utilisée pour les aciers inoxydables austénitiques contenant du Nd ou du Ti.
1) Température de traitement de stabilisation : Supérieure à la température de dissolution des carbures de chrome (450-870℃) mais inférieure ou légèrement supérieure aux températures de dissolution du TiC et du NbC (750-1120 ℃). La recommandation générale est de 870-950 ℃.
2) Temps de trempage : 2-4 heures (en fonction de la forme de la pièce), éléments d'alliageetc.) Le temps de trempage pour ceux dont l'épaisseur ou le diamètre est de 25 mm est de 2 heures, et une heure supplémentaire est ajoutée pour les tailles plus importantes.
3) Refroidissement : Taux de refroidissement lents, tels que le refroidissement par air ou par four.
1) Le procédé de recuit de détente pour l'acier inoxydable austénitique doit être choisi en fonction des propriétés du matériau, de l'environnement de travail, de l'objectif de l'élimination des contraintes, ainsi que de la taille et de la forme de la pièce à usiner.
2) Les objectifs du recuit de détente sont les suivants :
Pour supprimer contrainte résiduelleréduisant la fissuration par corrosion sous contrainte ;
Pour assurer la stabilité dimensionnelle finale de la pièce.
3) Fissuration par corrosion sous contrainte
Qualité de l'acier
Traitement thermique
Contrainte résiduelle en kgf/mm2
Temps de rupture de 42% MgCl2 en ébullition (à 154 degrés Celsius).
Direction circonférentielle
Direction longitudinale
304
État de refroidissement (résistance à la traction 115,9 kg/mm2)
32.4
48.3
7.5
Fracture
État mi-dur (résistance à la traction de 93,2 g/mm2)
–
–
6
Fracture
540℃
24 heures
Refroidissement de l'air
–
–
7.5
Fracture
650
0.5
Refroidissement de l'air
–
–
22
Fracture
650
8
Refroidissement de l'air
–
–
14.5
Fracture
745
0.5
Refroidissement de l'air
1.3
5.9
245
Fracture mineure
745
0.5
Faux refroidissement
–
–
292
Une rupture
870
0.5
Refroidissement de l'air
–
–
>292
Pas de fracture
870
0.5
Faux refroidissement
–
–
>292
Pas de fracture
870
24
Refroidissement de l'air
–
–
>292
Pas de fracture
316
1/4H Condition de refroidissement (Résistance à la traction 80,4 kg/mm2)
36.7
14.7
7.5
Fracture
Traitement thermique et correction du refroidissement sur place (résistance à la traction de 64,3 kg/mm2)
11.9
–
7.5
Fracture
540℃
24h
–
31.5
–
7.5
Fracture
650
0.5
–
27.3
–
7.5
Fracture
650
8
–
–
–
14.5
Fracture
745
0.5
–
18.7
–
22
Fracture
745
0.5
–
16.3
–
22
Fracture
745
8
–
–
–
22
Fracture
790
0.5
–
7.3
–
24
Fracture
840
0.5
–
2.5
–
>240
Pas de fracture
870
0.5
Refroidissement de l'air
2.5
5.8
>292
Pas de fracture
870
0.5
Faux refroidissement
–
–
>292
Pas de fracture
870
24
Refroidissement de l'air
–
–
>292
Pas de fracture
Tuyaux soudés et de refroidissement de 0,9 mm d'épaisseur et de 15 mm de diamètre extérieur.
4) Méthode de recuit de détente
Types de matériaux Méthode Conditions d'utilisation et objectif du soulagement du stress.
Type I (Ultra-Low Carbon) 00Cr19Ni10 00Cr17Ni14Mo2
Classe II (y compris les éléments stables) 0Cr18Ni10Ti 0Cr18Ni11Nb
Type III (autre) 0Cri8Ni10 0Cr17Ni12Mo2
Pour les environnements à forte corrosion.
A-B
B-A
①
Pour les environnements de corrosion à contraintes moyennes.
A-B-C
B-A-C
C①
Pour les environnements à faible contrainte de corrosion.
A-B-C-D-E
B-A-C-D-E
C-E
Atténuer la concentration de contraintes localisées.
E
E
E
Applicable dans des environnements de corrosion intergranulaire.
A-C②
A-C-B②
C
Éliminer les contraintes résiduelles importantes après le traitement.
A-C
A.C
C
Soulager les contraintes subies au cours du processus d'usinage.
A-B-C
B-A-C
C③
Dans les situations impliquant des contraintes résiduelles importantes dues à l'usinage et des contraintes générées pendant l'utilisation, ainsi que pour les composants soudés de grande section et de grande ampleur.
A-C-B
A-C-B
C
Assurer la stabilité dimensionnelle des composants.
F
F
F
Note : Les méthodes présentées dans le tableau sont classées par ordre de priorité.
R : Chauffer à 1010-1120℃, maintenir, puis laisser refroidir lentement.
B : Chauffer à 850-900℃, maintenir, puis laisser refroidir lentement.
C : Chauffer à 1010-1120℃, maintenir, puis refroidir rapidement.
D : Chauffer à 480-650℃, maintenir, puis laisser refroidir lentement.
E : Chauffer à 430-480℃, maintenir, puis laisser refroidir lentement.
F : Chauffer à 200-480℃, maintenir, puis laisser refroidir lentement.
Temps de maintien : Pour chaque tranche de 25 mm, maintenir pendant 1 à 4 heures. Des temps de maintien plus longs sont nécessaires à des températures plus basses.
Notes :
Pour travailler dans des environnements de corrosion sous forte contrainte, il est préférable d'utiliser le traitement de l'acier de type I A ou le traitement de l'acier de type II B.
Cette mesure doit être appliquée lorsque la pièce est sensibilisée au cours du processus de fabrication.
Si la pièce subit un traitement C après l'usinage final, à ce stade, le traitement A ou B peut être utilisé.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Qu'est-ce qui distingue l'acier inoxydable 201 de l'acier inoxydable 202 ? Bien qu'ils appartiennent à la même série, il existe des différences subtiles qui peuvent avoir un impact significatif sur leurs applications. Cet article explore les principales variations...
Vous êtes-vous déjà interrogé sur le monde fascinant de la dureté des métaux ? Dans cet article de blog, nous allons nous plonger dans les concepts et méthodes intrigants qui permettent de mesurer et d'améliorer la dureté des...
Imaginez des matériaux capables de révolutionner des secteurs entiers en rendant les objets plus solides, plus légers et plus intelligents. Cet article explore 50 matériaux innovants qui sont sur le point de transformer la technologie et la fabrication. De la résistance inégalée du graphène...
Vous êtes-vous déjà demandé pourquoi l'acier subit parfois des défaillances inattendues ? Dans cet article de blog éclairant, nous allons plonger dans le monde fascinant des défauts de l'acier. En tant qu'ingénieur mécanique expérimenté, je...
Êtes-vous fatigué des coûts croissants de l'acier inoxydable pour vos projets ? Cet article explore une alternative économique à l'acier inoxydable 304 : le SUS443. Découvrez comment le SUS443 offre une résistance supérieure à la corrosion,...
Vous êtes-vous déjà interrogé sur les différents types d'acier inoxydable et leurs applications ? Dans cet article de blog, nous allons nous plonger dans le monde des nuances d'acier inoxydable, en explorant leurs...
Vous êtes-vous déjà interrogé sur les différences entre l'acier inoxydable S30408 et 304 ? Dans cet article de blog, nous allons nous pencher sur les principales distinctions entre ces deux matériaux couramment utilisés. Notre...
Vous êtes-vous déjà demandé pourquoi l'acier inoxydable ne rouille pas comme l'acier ordinaire ? Cet article de blog explore le monde fascinant de l'acier inoxydable, ses propriétés uniques et son rôle essentiel...
Vous êtes-vous déjà demandé pourquoi l'acier laminé à chaud est différent de l'acier laminé à froid ? Cet article de blog se penche sur les différences fascinantes entre ces deux matériaux essentiels. Vous découvrirez l'impact de la température sur...
Faites passer votre entreprise à la vitesse supérieure