1. Courbe de refroidissement du traitement thermique
Le processus de traitement thermique se compose généralement de trois étapes : le chauffage, le maintien et le refroidissement.
Le chauffage permet de transformer la perlite en austéniteL'étape de maintien est utilisée pour assurer une austénitisation complète.
La méthode de refroidissement dépend du processus, en contrôlant principalement la vitesse de refroidissement, ce qui entraîne la formation de perlite, de bainite, de martensite ou d'un mélange de structures, en fonction de la vitesse de refroidissement.
Généralement, la martensite est produite pendant la trempe, et la martensite trempée (à basse température), la troostite (à température moyenne) et la sorbite (à haute température) sont produites en fonction des différentes températures de trempage après la trempe.
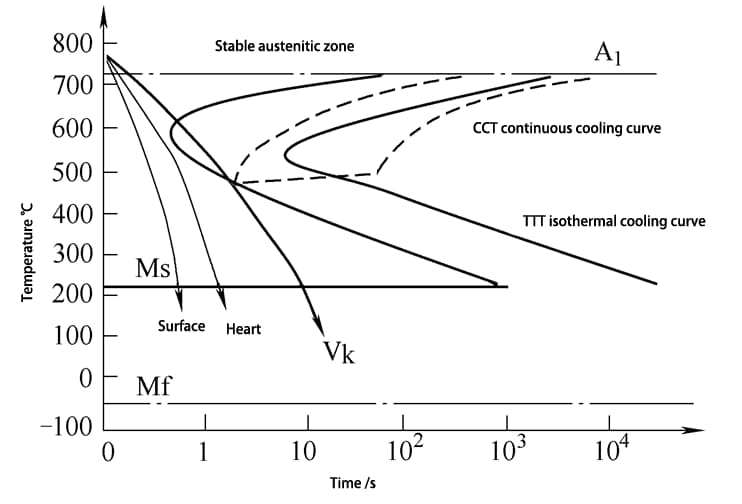
La courbe de transformation isotherme de l'acier eutectoïde est représentée à la figure 1. Elle reflète essentiellement le temps d'inoculation, le temps d'achèvement de la transformation et les produits de transformation nécessaires à la transformation de l'acier eutectoïde à différentes températures.
Fig. 1 Courbe de transformation isotherme de l'acier eutectoïde
Dans la production réelle de traitement thermique, il existe de nombreux cas où le refroidissement continu est utilisé à la place d'un processus de trempe isotherme par étapes.
La trempe exige que la vitesse de refroidissement de la structure de la martensite doit être supérieure à la vitesse de refroidissement critique. La vitesse de refroidissement de la surface de la pièce est généralement plus rapide que la vitesse de refroidissement du cœur.
L'un des principes de sélection d'une huile de trempe est qu'elle doit fournir une vitesse de refroidissement supérieure à celle de l'huile de base. vitesse de refroidissement critique afin de produire de la martensite pendant la trempe. En outre, il est important de minimiser la déformation et d'éviter les fissures.
La vitesse de refroidissement doit être modérée et non excessive, comme le montre la figure 2.
Fig. 2 Courbe TTT et courbe CCT de l'acier au carbone eutectoïde
2. Méthode de trempe idéale
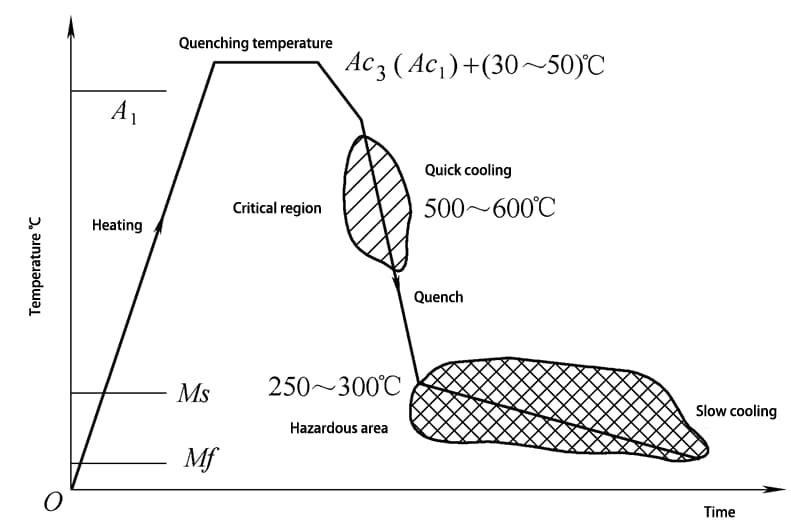
Selon la loi de transformation de l'acier par refroidissement, on s'attend à ce que la vitesse de refroidissement soit élevée dans la zone de température critique et à ce que l'acier traverse le nez de l'appareil. Courbe C le plus rapidement possible afin d'éviter la transformation en structure perlite ou bainite.
Dans la zone dangereuse, où commence la transformation de la martensite, la vitesse de refroidissement doit être ralentie pour réduire la déformation et même les fissures causées par la contrainte structurelle générée par la transformation structurelle.
C'est le cas de la double trempe liquide, qui consiste à tremper d'abord dans l'eau, puis à refroidir dans l'huile.
Pour la trempe en liquide unique, le fluide de refroidissement doit présenter les caractéristiques de refroidissement suivantes : refroidissement rapide dans la zone de température critique et refroidissement lent dans la zone de température dangereuse.
Le deuxième principe de sélection d'une huile de trempe est d'assurer un refroidissement rapide à haute température et un refroidissement lent à basse température, tout en tenant compte des exigences de dureté et de déformation, comme le montre la figure 3.
Fig. 3 Schéma de la méthode de trempe idéale
3. Courbe de refroidissement de l'huile de trempe
L'huile de trempe pour traitement thermique doit posséder les propriétés de refroidissement décrites ci-dessus.
La vitesse de refroidissement des pièces doit être rapide dans la zone de température critique et lente dans la zone de température dangereuse.
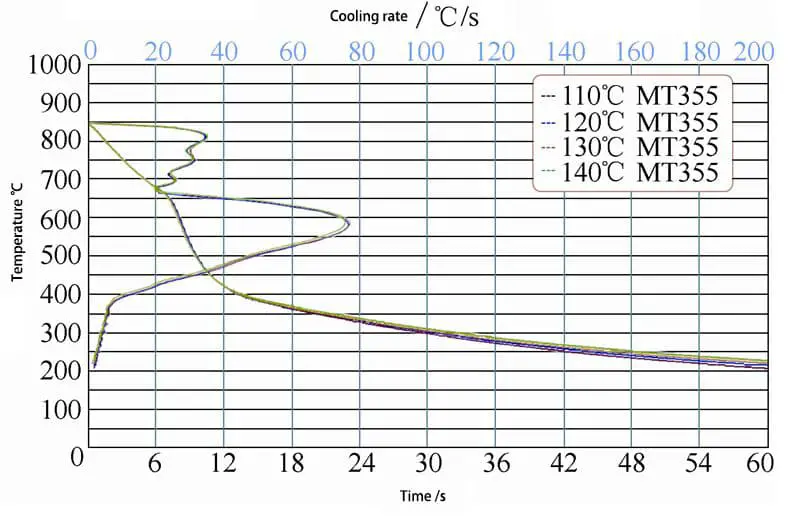
La figure 4 présente la courbe caractéristique de refroidissement de l'huile de trempe Houghton MT355 à différentes températures de l'huile, illustrant la relation entre le temps de refroidissement de l'échantillon, la vitesse de refroidissement et la température, ainsi que la capacité de refroidissement de l'huile de trempe à différentes températures.
Fig. 4
4. Exigences de dureté et effets de la déformation
La vitesse de refroidissement critique varie selon les matériaux et les exigences de dureté des pièces varient également en fonction de l'utilisation prévue.
En outre, les exigences en matière de précision et de contrôle de la déformation des pièces varient également. Il est donc nécessaire de sélectionner une huile de trempe avec une vitesse de refroidissement appropriée en fonction des exigences réelles en matière de dureté, du processus de contrôle de la déformation et des exigences techniques.
Une fois l'huile de trempe sélectionnée, diverses mesures de contrôle telles que la température de trempe, la température de l'huile, la vitesse et le temps de refroidissement du mélange, le temps d'alimentation en huile, etc. doivent être ajustées en contrôlant la qualité des matières premières (pièces et huile), en combinant le processus de trempe après la trempe, la température de trempe et les paramètres de temps de trempe, afin de répondre aux exigences de dureté et de structure métallographique des pièces.
La déformation due au traitement thermique doit être maintenue dans une fourchette raisonnable grâce à l'ajustement et au contrôle des paramètres du processus de traitement thermique et à la coordination du traitement à froid et à chaud.
5. Méthode de sélection de l'huile de trempe pour le traitement thermique
Le principe de sélection de l'huile de trempe dans le processus de trempe du traitement thermique a été discuté : l'huile doit avoir une performance de refroidissement permettant d'atteindre la dureté requise, avec une vitesse de refroidissement rapide et sans fissures.
En outre, la déformation due au traitement thermique doit être maintenue dans une fourchette raisonnable, ce qui nécessite une vitesse de refroidissement plus lente. L'objectif est de trouver un équilibre optimal entre ces exigences contradictoires.
Cette nécessité de varier les vitesses de refroidissement dépend de la plage de température. C'est ce qui guide le développement des huiles de trempe pour le traitement thermique.
En raison des limitations des conditions de détection, une sélection approximative de l'échantillon est nécessaire. milieu de trempe peut être effectuée sur la base des connaissances générales et de l'expérience du processus de production du traitement thermique. Des vérifications supplémentaires peuvent être effectuées au moyen d'essais.
L'utilisation généralisée d'instruments de mesure des caractéristiques de refroidissement permet d'analyser et de comparer les performances de refroidissement de différentes huiles de trempe, ce qui contribue à optimiser le processus de sélection.
Des tests conditionnels ou des tests d'externalisation, ou l'obligation pour les compagnies pétrolières de fournir des rapports sur les caractéristiques de refroidissement de l'huile de trempe, peuvent fournir une base scientifique pour la sélection de la meilleure huile de trempe.
Grâce à cette méthode, il existe de nombreuses options pour les huiles de trempe qui répondent aux exigences d'utilisation.
En fonction des conditions de production réelles et de la politique de qualité de l'entreprise, l'huile de trempe la plus appropriée doit être sélectionnée par le biais d'une comparaison complète qui prend en compte non seulement les exigences en matière de performance de refroidissement, mais aussi d'autres indicateurs techniques.
Le processus de sélection doit tenir compte de la stabilité et de la résistance à l'oxydation de l'huile de trempe, de la répétabilité et de la reproductibilité des performances de refroidissement, de la luminosité, de la sécurité et du coût.
Les exigences techniques relatives à l'huile de trempe, telles que définies dans les documents QB/T0001-2007, JB/T7951 et SH/T0220, doivent être respectées en termes de viscosité cinématique, de point d'éclair, de point d'ignition, d'humidité, de point d'écoulement, de corrosion, de brillance, de pression de vapeur saturée (pour l'huile de trempe sous vide), de stabilité à l'oxydation thermique, de performance de refroidissement, de vitesse de refroidissement maximale et de temps de refroidissement au cours du traitement thermique.
6. Conclusion
Le principe et la méthode de sélection de l'huile de trempe ont été présentés ci-dessus.
La performance de refroidissement de l'huile de trempe est influencée par de nombreux facteurs, dont l'huile de base et les additifs, et couvre une large gamme.
La trempe est une étape cruciale du processus de traitement thermique et doit être choisie avec le plus grand soin.
Après avoir analysé et comparé les différentes options, une recommandation préliminaire peut être faite pour l'huile de trempe. Cette recommandation doit ensuite être vérifiée par des essais, ainsi que par la prise en compte de ses performances dans l'industrie, des réactions du marché et des exigences techniques, de la sécurité, de la qualité, du coût et d'autres facteurs. Enfin, le choix de l'huile de trempe peut être déterminé.