Le pliage par ourlet (aplatissement) est une méthode de pliage fréquente qui consiste généralement à plier le bord d'une pièce en bords parallèles ou en bords arrondis, comme illustré à la figure 1.
Fig. 1. Schéma de l'ourlet et du pliage
L'objectif de l'ourlet et du pliage est d'enlever arêtes vivesL'utilisation d'un système d'aspiration à l'air comprimé permet de renforcer la résistance de la pièce et d'en améliorer l'aspect.
Le processus d'aplanissement de la courbure se déroule généralement en deux étapes :
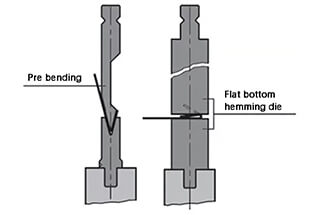
(1) Pré-plier la pièce à 30°, puis aplatir et plier la pièce comme indiqué dans la figure 2.
Fig. 2 Étapes de l'ourlet et du pliage
Pour choisir la bonne solution de pliage par planage, il faut d'abord tenir compte du matériau et de l'épaisseur de la pièce et de la fréquence du pliage par planage.
(2) Il est important de noter que la matrice d'ourlet peut également être utilisée pour le pliage normal lorsque l'ourlet n'est pas nécessaire.
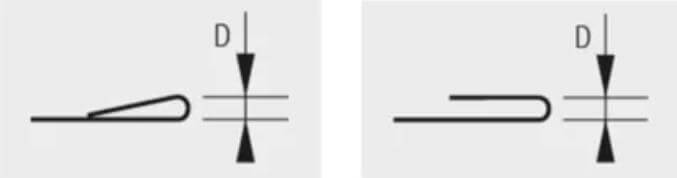
Il existe deux types d'ourlets :
- L'aplatissement partiel : l'aplatissement tôle est engraissée avec une faible force, le retour élastique génère donc une forme de goutte entre le côté aplati et le reste de la feuille (see image above left)。
- FLATTENING : la tôle est complètement engraissée (see image above right)。
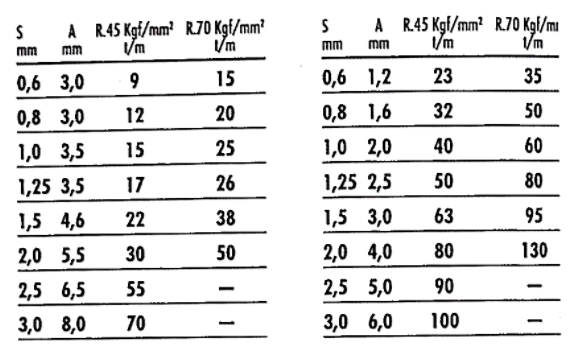
Les graphiques de droite indiquent la force nécessaire pour produire les deux types d'ourlets décrits ci-dessus.
- Colonne 1 : S = épaisseur de la tôle
- Colonne 2 : A = hauteur d'aplatissement
- Colonne 3 : Force nécessaire par mètre pour aplatir une tôle avec 450N/mm2 résistance à la traction (acier doux), 1 T = 9,8 KN
- Colonne 4 : aplatir la tôle avec 700N/mm2 résistance à la traction (acier inoxydable)
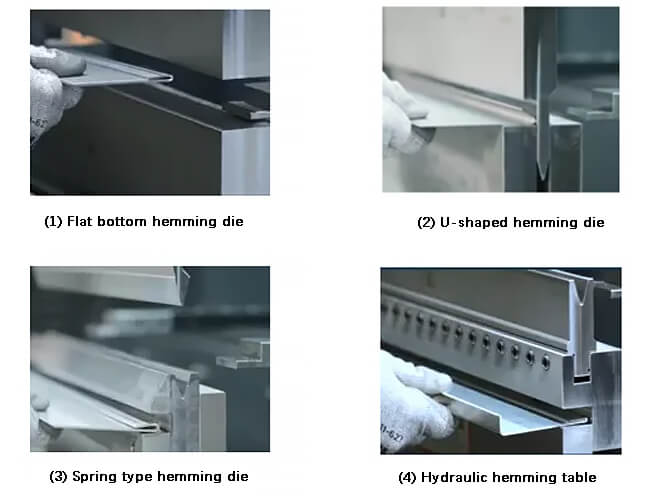
Il existe quatre types d'ourlets différents solutions de pliage pour s'adapter aux différentes conditions de pliage :
(1) Filière d'ourlet à fond plat ;
(2) Filière d'ourlet en forme de U ;
(3) Filière d'ourlet à ressort ;
(4) Table d'ourlet hydraulique.
En rapport : Calculateur de force de pliage en V et en U
Fig. 3 Quatre solutions d'ourlet et de pliage
1. Filière d'ourlet à fond plat
La matrice d'ourlet à fond plat permet de réaliser l'ourlet et le pliage grâce à l'utilisation de deux jeux de matrices, c'est-à-dire un jeu de matrices standard supérieures et inférieures et un jeu de matrices à fond plat supérieures et inférieures, comme illustré à la figure 4.
Fig. 4. Schéma de la filière d'ourlet à fond plat
Le processus commence par le pré-pliage de la pièce à 30° à l'aide d'une matrice standard.
Ensuite, la pièce est aplatie et pliée sur la matrice à fond plat.
Étant donné que la matrice d'ourlet à fond plat nécessite une opération en deux étapes, il est possible de l'utiliser dans le cadre d'un projet de construction. processus de pliageIl convient principalement aux conditions de travail où l'ourlet et le pliage sont peu fréquents et offre un bon rapport coût-efficacité.
Cependant, il y a une certaine force latérale pendant l'ourlet, et l'épaisseur maximale du carbone aplati est de 1,5 mm. tôle d'acier est limitée à 2 mm.
Pour remédier à l'épaisseur limitée de la courbure aplatie, un fond plat mobile à bille filière inférieure a été introduit de manière innovante. L'épaisseur maximale de la plaque d'acier au carbone ou d'acier inoxydable aplatie peut désormais atteindre 4 mm, comme le montre la figure 5.
Fig. 5. Schéma de la filière inférieure mobile à billes
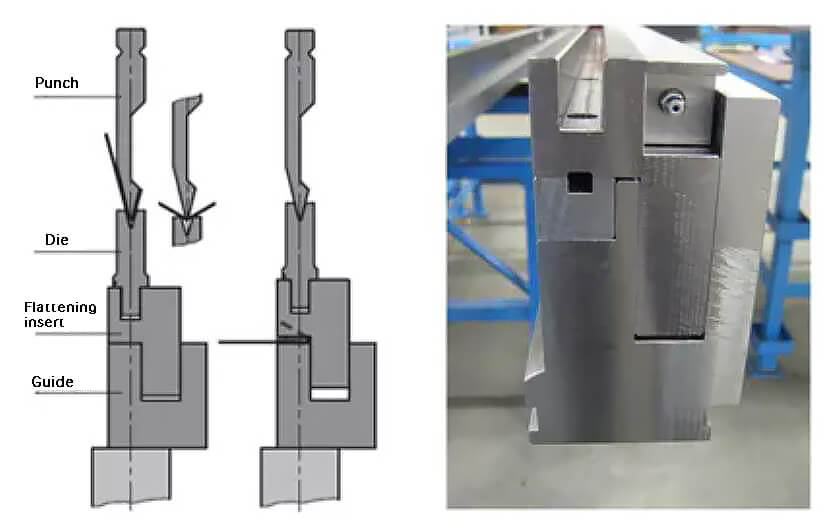
2. Filière d'ourlet en U
Un jeu de matrices d'ourlet en forme de U peut être utilisé pour le pré-pliage et l'aplatissement, comme le montre la figure 6.
Fig. 6. Schéma de la matrice d'ourlet en U
L'avantage de la matrice d'ourlet en U est sa polyvalence ; lorsqu'elle n'est pas nécessaire pour l'ourlet et le pliage, elle peut être utilisée pour des opérations standard. cintrage de l'airqui offre un taux d'utilisation élevé et un bon rapport coût-efficacité.
L'épaisseur maximale d'une plaque d'acier au carbone aplatie est de 1,5 mm, tandis que l'épaisseur maximale d'une plaque d'acier inoxydable aplatie est de 1 mm. La taille minimale de la bride qui peut être aplatie est d'environ 14 mm.
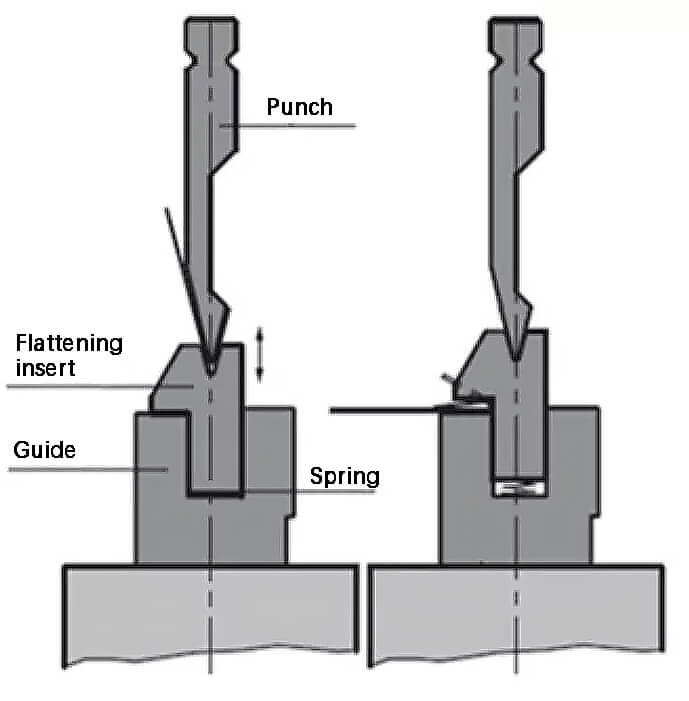
3. Filière d'ourlet à ressort
La matrice d'ourlet à ressort comprend une matrice supérieure standard à 28° et une matrice inférieure d'ourlet à 30°. L'insert d'ourlet de la matrice inférieure est soutenu par un printemps.
Pendant le processus d'ourlet, la pièce pré-pliée est placée entre l'insert d'ourlet et l'insert de guidage de la matrice inférieure d'ourlet. L'insert d'ourlet suit la descente de la matrice supérieure et appuie jusqu'à ce que la pièce pré-pliée soit aplatie.
L'épaisseur maximale que la matrice d'ourlet à ressort peut aplatir dans une plaque d'acier au carbone est de 2 mm.
Comme les autres solutions d'ourlet, la matrice d'ourlet à ressort peut également être utilisée pour les ourlets standard. cintrage de l'air lorsqu'il n'est pas utilisé pour le pliage de l'ourlet.
Fig. 7 Schéma de la matrice d'ourlet à ressort
4. Table d'ourlet hydraulique
La table d'ourlet hydraulique (voir figure 8) fonctionne de la même manière que la matrice d'ourlet à ressort, mais au lieu d'un ressort, un cylindre hydraulique est utilisé pour contrôler le soulèvement de l'insert d'ourlet.
Fig. 8. Schéma de l'atelier d'ourlet hydraulique
La pression d'huile est de 100 bars, ce qui permet de plier des pièces plus épaisses et plus lourdes. Pour améliorer encore la durée de vie de la table d'ourlet hydraulique, il est possible d'ajouter un insert d'ourlet durcissant.
La matrice inférieure standard peut être placée sur l'établi d'ourlage hydraulique et l'ouverture du V peut être choisie en fonction de vos besoins, jusqu'à un maximum de 40 mm. L'outil inférieur peut être serré manuellement ou automatiquement pour des changements d'outils plus efficaces.
La table d'ourlet hydraulique est capable d'aplatir des plaques d'acier au carbone d'une épaisseur allant jusqu'à 3 mm. La matrice d'ourlet à ressort ou la table d'ourlet hydraulique peuvent être fixées sur le dispositif de fixation ou la table de compensation mécanique.
La table d'ourlet hydraulique peut également être installée directement sur la poutre inférieure de la cintreuse, ce qui offre une plus grande hauteur d'ouverture et une plus grande flexibilité.
Conclusion
En conclusion, les quatre solutions d'ourlet et de pliage présentent chacune des avantages uniques. En fonction du scénario d'application de l'ourlet et du cintrage, vous pouvez choisir la solution appropriée.