Prolonger la durée de vie des matériaux pour moules de coulée sous pression haut de gamme : Dernières recherches
Le niveau de fabrication des moules est un indicateur important pour mesurer le niveau de fabrication des produits d'un pays, et le moule lui-même est d'un coût élevé, connu sous le nom d'"or noir". Avec le développement de l'industrie automobile, en particulier le développement rapide des véhicules à énergie nouvelle en Chine, la demande de moules n'a cessé d'augmenter, et les [...]
Le niveau de fabrication des moules est un indicateur important pour mesurer le niveau de fabrication des produits d'un pays, et le moule lui-même est d'un coût élevé, connu sous le nom d'"or noir".
Avec le développement de l'industrie automobile, en particulier le développement rapide des véhicules à énergie nouvelle en Chine, la demande de moules n'a cessé d'augmenter, et les exigences en matière de qualité et de durée de vie des moules sont de plus en plus élevées.
Il est donc nécessaire de choisir raisonnablement le matériau du moule, de mettre au point le processus de traitement thermique adéquat, de sélectionner la méthode de traitement de surface appropriée et de rechercher et développer de nouveaux matériaux pour les moules.
Dans cet article, nous prenons l'exemple de la production d'un moule de coulée sous pression de notre entreprise pour analyser et discuter des méthodes de traitement permettant d'allonger la durée de vie des moules.
Fabrication de moules de coulée sous pression
Exigences techniques
Les exigences techniques pour la fabrication des moules de coulée sous pression sont les suivantes :
⑴ Dureté de surface requise : ≤229HBW, différence de dureté unique : ≤40HBW.
⑵ Rapport de forgeage : ≥5.
⑶ Exigences en matière d'essais de performance : Énergie d'impact de l'entaille : pas moins de 25J, énergie d'impact de l'absence d'entaille : pas moins de 350J.
⑷ Essai non destructif UT défaut individuel équivalent : ≤1,0 mm. Les défauts denses ne sont pas autorisés.
⑸ Taille des grains : plus fine que le niveau 6.
⑹ Exigences d'inclusion : Voir le tableau 1.
Tableau 1 : Exigences d'inclusion pour les matériaux de moulage
Classe A
Classe B
Classe C
Classe D
Classe Ds (Niveau)
Grossière
Bien
Grossière
Bien
Grossière
Bien
Grossière
Bien
≤0.5
≤0.5
≤1.0
≤1.0
≤0.5
≤0.5
≤1.0
≤1.0
≤1.0
⑺ Les matières premières sont fabriquées à l'aide d'un four à arc électrique + raffinage + dégazage sous vide + électroslag refonte. La composition chimique est indiquée dans le tableau 2, avec [H] ≤2.0PPm, [O] ≤25PPm, et [N] = 70~170PPm.
Tableau 2 : Composition chimique des matériaux de moulage (fraction de masse, %)
Élément
C
Si
Mn
P
S
Cr
Mo
V
Min
0.36
0.25
0.25
–
–
4.95
2.2
0.50
Max
0.42
0.45
0.45
0.015
0.005
5.25
2.8
0.80
Processus de production :
⑴ Utiliser un lingot électroslag de 12,5t pour enlever la carotte et le flash de la plaque de lingot, puis le charger dans le four de chauffage au gaz. La température de chauffage est contrôlée à 1260℃. Après 24 heures d'isolation, le forgeage est lancé en utilisant le processus de deux refoulements et deux tirages avec un rapport de forgeage supérieur à 6, comme le montre la figure 1.
⑵ Après le forgeage, le contrôle du refroidissement à l'air est adopté et le produit est placé à temps dans la chambre de combustion. recuit four pour le traitement thermique post-forgeage à environ 400°C. La température de chauffage pour le traitement thermique est de 850°C pendant 20 heures d'isolation, puis de 730°C pendant 30 heures d'isolation. Le four de chauffage est refroidi à moins de 30°C/h, et le moule est retiré du four lorsque la température de celui-ci est inférieure à 450°C.
⑶ Après le traitement thermique, effectuer le traitement mécanique conformément aux exigences du dessin. Une fois le traitement terminé, effectuer des essais UT. Les produits qualifiés sont expédiés.
Les principaux facteurs affectant la durée de vie des moules de coulée sous pression sont les suivants :
⑶ La rationalité de la conception des moules de coulée sous pression et les conditions de travail.
Amélioration du processus pour le nouveau matériau de moule de coulée sous pression H68M
⑴ Selon le processus de production précédent, la durée de vie du matériau de moulage H68M n'était pas sensiblement améliorée par rapport à d'autres matériaux nationaux.
Notre personnel technique a suivi et analysé le processus de fusion, le contrôle du processus de forgeage et le contrôle du traitement thermique sur place pour obtenir des informations sur la pureté, la structure et la taille des grains, comme le montrent les figures 2, 3 et 4. Cela a permis d'acquérir de l'expérience pour améliorer le contrôle de la durée de vie du matériau à l'avenir.
Figure 2. Photo à fort grossissement de la pureté du matériau H68M
Figure 3. Microstructure du matériau H68M après forgeage et traitement thermique
Sur la base des nombreuses données expérimentales susmentionnées, notre équipe de recherche technique a analysé et mis en œuvre les améliorations suivantes pour la fusion, le forgeage et le traitement thermique après le forgeage.
Mesure d'amélioration 1
La microstructure idéale de l'alliage de base a été obtenue grâce à une conception raisonnable de la composition. La composition chimique améliorée est indiquée dans le tableau 3.
Tableau 3 Composition chimique ajustée (fraction de masse, %) de H68M après amélioration
Élément
C
Si
Mn
P
S
Cr
Mo
V
Min
0.36
0.20
0.30
–
–
4.95
2.350
0.55
Max
0.40
0.40
0.45
0.015
0.005
5.15
2.65
0.75
Mesure d'amélioration 2
Des déchets d'acier et d'alliage propres ont été utilisés comme matières premières et des mesures efficaces telles que l'affinage LF, le dégazage sous vide et le laitier électrique sous atmosphère protectrice ont été employées pour réduire la teneur en éléments impurs, en gaz nocifs et en inclusions dans l'acier.
Cela a permis d'obtenir des billettes de forgeage pures. Dans le processus de fusion, le risque de défaillance du matériau a été contrôlé et la pureté du matériau peut être contrôlée jusqu'au niveau indiqué dans le tableau 4. L'image à fort grossissement des inclusions est présentée à la figure 5.
Tableau 4 Données de détection à fort grossissement ajustées après amélioration
Grade
Classe A
Classe B
Classe C
Classe D
Classe Ds (Niveau)
H68M
Grossière
Bien
Grossière
Bien
Grossière
Bien
Grossière
Bien
≤0.5
≤0.5
≤1.0
≤1.0
≤0.5
≤0.5
≤1.0
≤1.0
≤1.0
Figure 5 : Image à fort grossissement de la pureté améliorée après les mesures d'amélioration.
Mesure d'amélioration 3
Pendant le chauffage, une diffusion à haute température de 1280℃ a été utilisée. Le processus de forgeage a utilisé le contrôle du processus d'étirage et de dimensionnement en trois étapes et le processus d'ébauche de matrice croisée avec la quantité de déformation finale contrôlée pour être supérieure à 30%.
La combinaison du forgeage par compression multidirectionnelle et du processus EFS (raffinage ultrafin) a été utilisée pour obtenir des grains raffinés et une microstructure recuite uniforme.
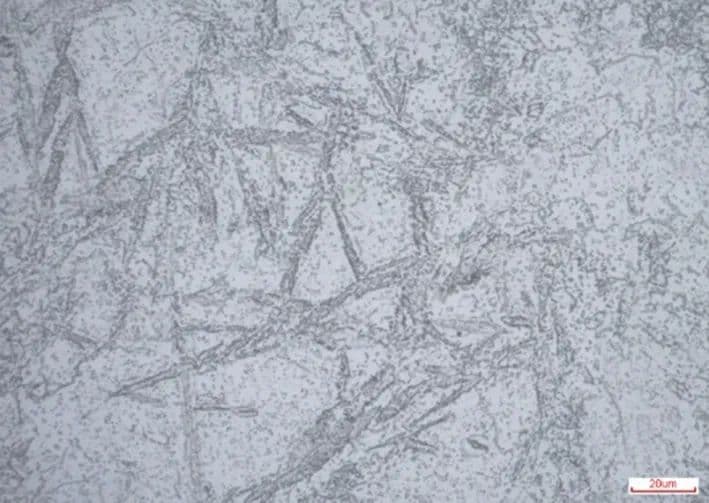
Cela a permis d'obtenir une bonne microstructure de traitement à chaud même après l'usinage et le conditionnement, ce qui a constitué une bonne base pour l'utilisation dans les moules. L'image de la microstructure ajustée est présentée à la figure 6, et l'image de la taille des grains est présentée à la figure 7.
Figure 6 : Image de la microstructure après les mesures d'amélioration
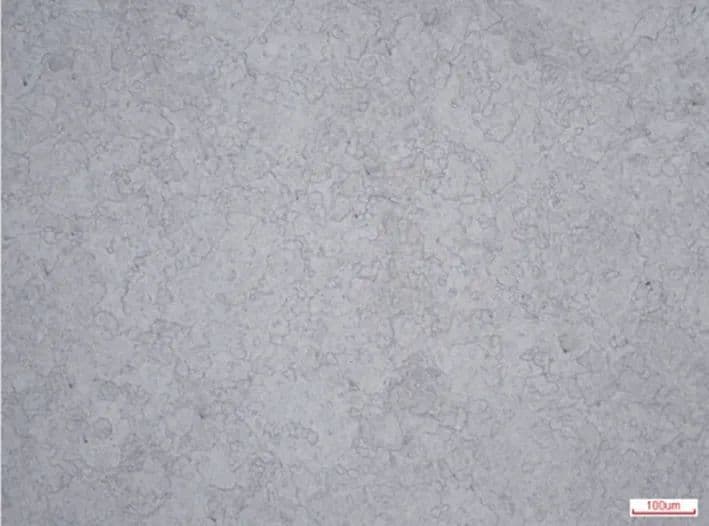
Figure 7 : Image de la taille des grains après les mesures d'amélioration.
Grâce à la mise en œuvre des mesures susmentionnées, notre matériau H68M produit est conforme aux normes de l'Association nord-américaine de normalisation (ANOR). Moulage sous pression Association.
Le matériau du moule de coulée sous pression doit être testé pour la valeur d'impact de l'encoche en V afin d'inspecter la ténacité du matériau.
Parallèlement, la ductilité du matériau doit être testée en vérifiant son énergie d'impact sans entailles. Le H68M est conforme aux exigences de l'essai Dievar et obtient la valeur d'impact dans des conditions d'utilisation durcies à 44-46HRC, comme le montre le tableau 5.
Tableau 5 Valeur d'impact du matériau H68M durci à 44-46HRC dans des conditions de fonctionnement
Grade
En forme de V (J)
Pas d'écart (J)
valeur moyenne
valeur minimale
valeur moyenne
valeur minimale
1.2367
≥19
≥14.9
≥300
≥269
H68M
≥25
≥18
≥350
≥300
Grâce à une conception optimisée de la composition de l'alliage du matériau et à un contrôle strict des processus de dosage, de fusion, de laitier électrique, de forgeage et de traitement thermique après forgeage pendant la production, le matériau H68M présente d'excellentes performances en termes de trempabilité élevée, de dureté rouge élevée, de ténacité élevée et de ductilité élevée.
Conclusion
(1) En ajustant la composition chimique du matériau H68M, celui-ci est devenu une nuance d'acier pour moules de travail à chaud avec une trempabilité élevée, une dureté rouge élevée, une ténacité élevée et une ductilité élevée.
(2) Le matériau H68M a été soumis à un laitier électrique, à une homogénéisation à haute température, à un traitement d'affinage du grain et à trois fois un processus d'emboutissage et de calibrage rigoureux pour dépasser les attentes des clients. La durée de vie des 10 000 moules requis par les commandes contractuelles des clients peut désormais être portée à plus de 20 000, ce qui réduit considérablement le coût d'utilisation des moules et crée de la valeur pour les clients.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure