Défauts de flexion libre des tôles à haute résistance : Analyse et solutions
Avec les progrès réalisés en matière d'allègement des véhicules et de sécurité en cas de collision, l'utilisation de plaques d'acier à haute résistance dans l'industrie automobile augmente progressivement. Actuellement, les pièces de pliage de tôles à haute résistance sont principalement utilisées dans les composants structurels des châssis automobiles. Le pliage des tôles peut être effectué de deux manières : (1) Pliage par emboutissage Cette technique de pliage exige que la [...]
Avec les progrès réalisés en matière d'allègement des véhicules et de sécurité en cas de collision, l'utilisation de tôles d'acier à haute résistance dans l'industrie automobile augmente progressivement.
Actuellement, les pièces pliées en tôle à haute résistance sont principalement utilisées dans les composants structurels des châssis automobiles.
Cette technique de pliage exige que la matrice de pliage et le matériau de la feuille soient parfaitement collés l'un à l'autre et qu'ils correspondent à l'épaisseur de la feuille. tôle de manière précise.
En raison du coût élevé de la mise au point des moules, cette méthode convient aux pièces de tôlerie aux structures complexes.
Cette méthode permet d'éviter l'utilisation du matrice de pliage pour correspondre à chaque pièce de tôle individuellement.
En ajustant le processus de pliage et la course de la presse plieuse, un moule de pliage flexible peut être produit pour répondre aux exigences des différentes pièces à plier.
Elle est rentable pour les pièces de tôle à structure simple, car le coût de développement d'une pièce de tôle est plus élevé que celui d'une pièce de métal. presse plieuse Les moisissures sont peu nombreuses.
Cependant, lorsque les tôles à haute résistance sont pliées en utilisant la méthode de pliage libre sur une presse plieuse, l'efficacité de la production est réduite en raison de divers défauts causés par des facteurs tels que la performance du matériau, les conditions de l'équipement et la qualité de l'air. processus de pliage paramètres.
Cela peut entraîner des pertes économiques.
Dans cet article, nous analyserons les principaux types de défauts dans la flexion libre des plaques d'acier à haute résistance et proposerons des mesures d'amélioration et des contre-mesures correspondantes.
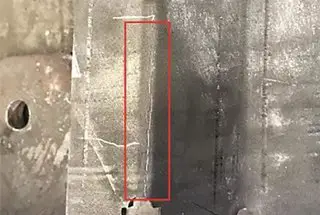
Fissure de flexion
Lorsque l'intérieur rayon de courbure (R) est réduite dans une certaine mesure, une déformation excessive peut entraîner une fissuration ou une microfissuration du matériau longitudinal latéral à l'extérieur du matériau de la feuille au niveau du rayon de courbure, comme l'illustre la figure 1.
Au cours de la phase initiale de production expérimentale de produits à haute résistance cintrage de l'acier Les défauts de fissuration en flexion sont fréquents, ce qui entraîne non seulement un gaspillage de la tôle, mais entrave également l'avancement normal du projet.
Les principaux facteurs contribuant à la fissuration des matériaux à haute résistance sont les suivants cintrage de l'acier peuvent être attribuées aux aspects suivants.
Le rayon de courbure minimal, qui empêche la fissuration de la fibre extérieure, est le rayon de courbure ultime.
Le rayon de courbure minimal dépend de plusieurs facteurs, notamment des propriétés mécaniques du matériau, du sens des fibres de la plaque, de la qualité de la surface de la plaque, de la qualité des bords et de l'épaisseur de la plaque.
Au fur et à mesure que la résistance du matériau augmente, sa plasticité diminue, ce qui se traduit par un rayon de courbure minimal plus important.
En outre, les tôles laminées à froid ont tendance à présenter une anisotropie, avec une plasticité plus importante le long de la direction de la fibre que perpendiculairement à celle-ci.
Par conséquent, lorsque le ligne de pliage est perpendiculaire à la direction des fibres de la feuille, le rayon de courbure minimal est plus petit.
Pour éviter les fissures de flexion ou les microfissures, il est essentiel de prévoir à l'avance avec précision le rayon de courbure minimal du matériau en feuille.
Par exemple, le rayon de courbure de l'acier de protection BP500 (avec un limite d'élasticité d'au moins 1250MPa) doit être au moins 4 fois supérieure à l'épaisseur du matériau et la ligne de pliage doit être perpendiculaire à la direction des fibres du matériau en feuille.
Pour éviter les fissures dues à un rayon de courbure insuffisant, il est essentiel de prendre en compte la relation entre le rayon de courbure et le rayon de courbure minimal, ainsi que la relation entre la ligne de courbure et la direction des fibres du matériau de la feuille pendant la phase de révision numérique-analogique.
Méthode de positionnement de la ligne de pliage
Lors du processus de pliage, il est important de positionner correctement la ligne de pliage afin de garantir la précision des pièces pliées.
Traditionnellement, les méthodes de positionnement manuel des lignes comprennent le positionnement par marquage manuel ou laser, le positionnement par encoche de processus et le positionnement par bloc de machine-outil.
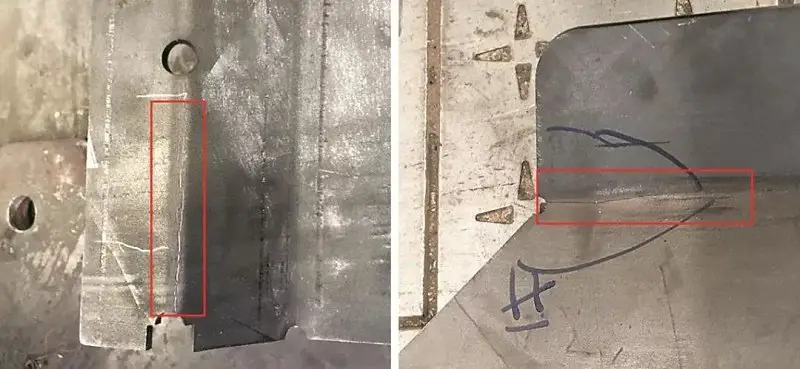
FIG. 2 Fissure au niveau de l'espace de traitement des pièces de pliage de tôles à haute résistance
Lors de l'essai de flexion des matériaux en feuilles BP500, lorsque la méthode de positionnement par encoche est utilisée, des fissures peuvent se produire au niveau de l'espace de positionnement, comme le montre la figure 2.
Les crantage Ce traitement transforme la forme originale des bords lisses du matériau en une forme tranchante, ce qui a pour effet de concentrer les contraintes dans les interstices. Lorsque la feuille est pliée, la valeur de la contrainte au niveau de l'interstice dépasse la limite de résistance et des fissures apparaissent.
Cela met en évidence les exigences élevées en matière de qualité de la surface et des bords des plaques BP500 au cours du processus de pliage. La surface doit être exempte de fissures, de rayures, de bavures et d'entailles sur les bords.
Par conséquent, la plaque BP500 ne peut pas être positionnée pour le pliage à l'aide de la méthode de positionnement par encoche.
Il est recommandé d'utiliser la méthode de positionnement du bloc de la machine-outil de la tôle non endommagée pour le pliage.
Le retour élastique de pliage désigne la situation dans laquelle l'angle de pliage et le rayon des pièces pliées sont différents des valeurs prévues après avoir été retirés de l'outillage de la presse plieuse.
La résilience des pièces pliées est principalement influencée par les facteurs suivants :
La taille de l'angle de retour élastique est proportionnelle à la limite d'élasticité et à l'indice de durcissement du matériau, et inversement proportionnelle au module d'élasticité.
La limite d'élasticité de l'acier de protection BP500 n'est pas inférieure à 1250 MPa. dos d'âne est plus importante que celle des tôles d'acier ordinaires.
Principales méthodes pour améliorer la précision des pièces pliées :
Modifier la structure locale des pièces de flexion
Choisir des matériaux dont la limite d'élasticité est faible et le module d'élasticité élevé
Remplacer le cintrage libre et la compensation du moule par un cintrage correct
L'amélioration du retour élastique en flexion de la plaque BP500 a été principalement obtenue par la méthode de compensation du moule, car la plaque de renforcement ne pouvait pas être ajoutée à la plaque BP500. position de flexion en raison des limitations de la forme des pièces à plier.
Le tableau 1 présente les résultats des expériences menées sur les plaques BP500 en flexion avec un rayon de flexion de 20 mm et des angles de centre de flexion de 90°, 120° et 135°, respectivement.
Tableau 1 Relation entre la flexion dos d'âne et l'angle du centre de pliage pour la plaque BP500
Angle du centre de cintrage
Angle de retour élastique
90°
14°
120°
18°
135°
21°
Comme le montre le tableau, on peut observer que lorsque l'angle du centre de flexion augmente, la résilience augmente également.
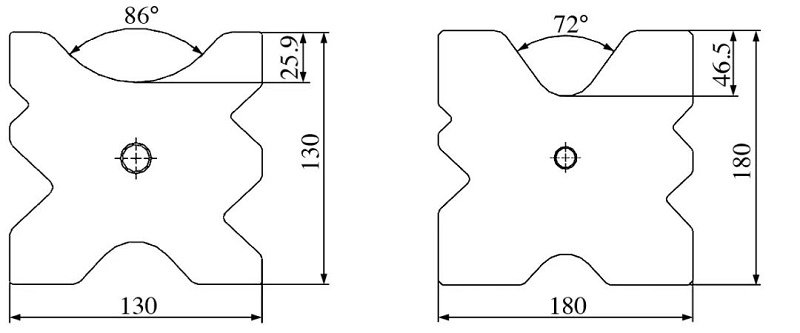
Lors de la conception de la matrice de pliage pour le matériau BP500, une compensation de 14° pour l'angle de retour élastique (pour un angle de pliage de 90°) a été apportée à l'outillage de la presse plieuse.
Le moule a été conçu avec un angle négatif pour optimiser la résistance à la flexion de la plaque BP500 et améliorer la précision des pièces à plier.
La figure 3 illustre la structure de la matrice de pliage inférieure avant et après la compensation du retour élastique.
FIG. 3 Schéma de la matrice de pliage inférieure
Déformation de la section courbée
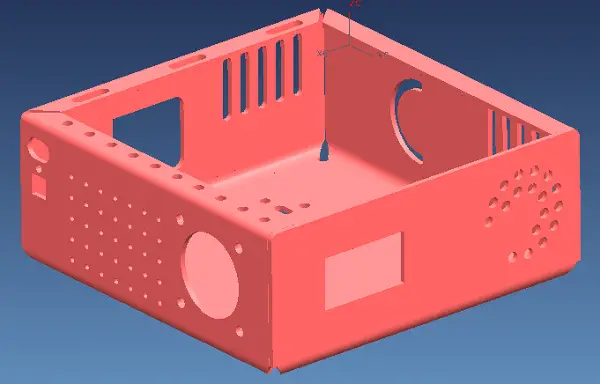
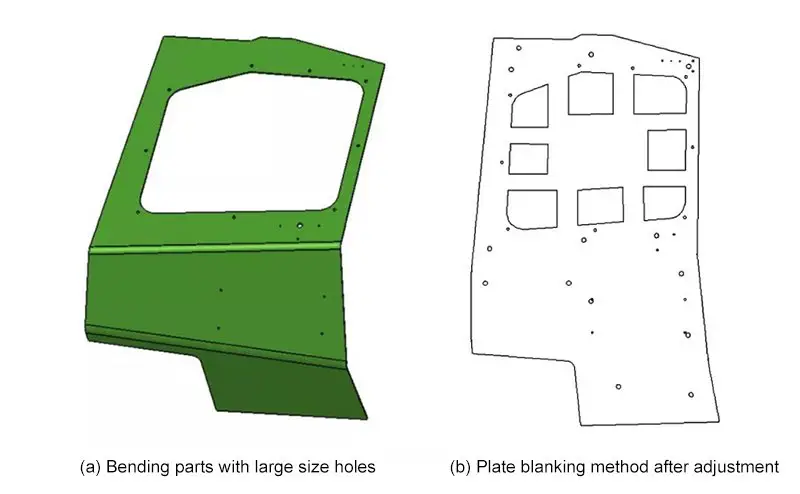
En raison des exigences de modélisation, certaines pièces de cintrage présentent de grands trous près de la ligne de cintrage, comme l'illustre la figure 4(a).
Une fois le processus de perforation terminé, les pièces pliées se déforment à proximité du trou, ce qui affecte l'installation d'autres pièces.
Pour résoudre ce problème, la méthode de perforation des grands trous a été modifiée. Une partie du trou a été découpée, tandis qu'une partie de la bande de connexion a été conservée, comme le montre la figure 4(b).
Une fois le processus de pliage terminé, la partie restante du trou a été traitée.
Cette méthode permet d'améliorer considérablement le problème du gauchissement, d'améliorer la planéité des pièces pliées et de garantir l'installation correcte des pièces.
FIG. 4 Méthode de découpage de grands trous pour les pièces pliées
IncohérentAngle de pliage
Lors du processus de pliage du matériau BP500, il a été constaté que les angles de pliage des extrémités gauche et droite des pièces avec de longues lignes de pliage n'étaient pas cohérents.
Les raisons de cette incohérence sont les suivantes :
Lorsque le coulisseau de la presse plieuse atteint la position finale de pliage, le parallélisme entre lui et la surface de la table dépasse la tolérance.
Le parallélisme entre la surface de montage de la matrice supérieure et la surface du fond de travail dépasse la tolérance.
Le degré de parallélisme entre la rainure en forme de V de la courbure filière inférieure et la surface inférieure de l'installation dépasse la tolérance.
L'épaisseur de la plaque pliée n'est pas la même aux extrémités gauche et droite.
Même lorsque la matrice de pliage inférieure a été tournée de 180°, la différence d'angle entre les côtés gauche et droit des pièces de pliage existait toujours, et la valeur avait été échangée.
Un examen plus approfondi a révélé que la taille de l'arc de cercle sur le fond de travail du poinçon de cintrage n'était pas cohérente, ce qui entraînait un mauvais parallélisme entre la surface inférieure de l'installation et la surface inférieure de travail du poinçon de cintrage.
Il en résulte des angles de pliage incohérents de gauche à droite.
Le retraitement de l'arc de cercle sur la surface inférieure de travail du poinçon de cintrage a permis d'améliorer la planéité à 0,05 mm/m et de résoudre le problème de l'incohérence des angles de cintrage entre les extrémités gauche et droite des pièces à cintrage.
Conclusion
En conclusion, lors du pliage d'une plaque à haute résistance, il est important de déterminer son rayon de pliage minimal et la tendance du retour élastique par l'expérimentation.
Sur la base de ces constatations, il est nécessaire de s'assurer de la précision de la presse plieuse, de la précision du moule et de l'uniformité de l'épaisseur de la plaque.
L'optimisation et l'ajustement de la technique de pliage de la presse plieuse, comme l'optimisation de la méthode de positionnement, peuvent contribuer à réduire efficacement les défauts dans le pliage des plaques à haute résistance et à améliorer le taux de réussite du produit.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure