Guide du débutant pour le soudage TIG au fil chaud : Caractéristiques et classifications
Imaginez que vous puissiez transformer votre processus de soudage grâce à une technique qui accroît l'efficacité sans compromettre la qualité. Le soudage TIG à fil chaud permet justement d'atteindre cet objectif en préchauffant le fil de soudage, ce qui améliore à la fois la vitesse et le contrôle. Cet article explore les caractéristiques et les différentes méthodes de soudage TIG à fil chaud, en soulignant ses avantages par rapport au soudage TIG et MIG traditionnel. Les lecteurs apprendront comment cette méthode optimise les soudures, ce qui la rend idéale pour les structures d'épaisseur moyenne. Plongez dans cet article pour découvrir comment le soudage TIG à fil chaud peut révolutionner votre approche de l'obtention d'une qualité de soudure supérieure.
Le soudage TIG à fil chaud est un procédé de soudage avancé, de haute qualité et économe en énergie qui a évolué à partir du soudage TIG (gaz inerte de tungstène) traditionnel en 1956. Cette technique innovante améliore considérablement la productivité du soudage tout en maintenant une qualité de soudure supérieure.
Le principe fondamental du soudage TIG au fil chaud consiste à préchauffer le fil d'apport à une température spécifique avant de l'introduire dans le bain de soudure. Ce préchauffage est généralement obtenu en faisant passer un courant électrique à travers le fil, en utilisant sa résistance électrique pour générer de la chaleur. En élevant la température du fil avant son entrée dans le bain de fusion, le processus permet d'accélérer les taux de fusion et de dépôt, ce qui se traduit en fin de compte par des vitesses de soudage accrues et une meilleure efficacité.
La température de préchauffage est soigneusement contrôlée et peut varier de 300°C à 800°C (572°F à 1472°F), en fonction du matériau à souder et des résultats souhaités. Ce contrôle précis de la température permet d'optimiser l'apport de chaleur, de réduire les contraintes thermiques sur la pièce et de mieux contrôler la dynamique du bain de soudure.
En combinant les soudures de haute qualité caractéristiques du soudage TIG traditionnel avec les taux de dépôt accrus de la technologie du fil chaud, ce procédé offre plusieurs avantages clés :
Productivité accrue : Les vitesses de soudage peuvent être jusqu'à 3-4 fois plus rapides que le soudage TIG conventionnel.
Amélioration de l'efficacité énergétique : L'apport de chaleur de l'arc est moindre, ce qui réduit la consommation d'énergie globale.
Amélioration de la qualité de la soudure : Le fil préchauffé permet un meilleur contrôle du bain de soudure, ce qui se traduit par des cordons de soudure plus lisses et une réduction du risque de défauts.
Capacités étendues en matière de matériaux : Le TIG à fil chaud est particulièrement efficace pour le soudage des matériaux sensibles à la chaleur et des sections épaisses.
Caractéristiques et classifications du soudage TIG à fil chaud
Le soudage TIG à fil chaud améliore la qualité du cordon de soudure grâce à de multiples mécanismes synergiques. Ceux-ci comprennent la purification de la surface du fil de soudure par la chaleur résiduelle, l'agitation du bain de fusion par les courants de chaleur résiduelle et la modulation de la forme de l'arc par le champ magnétique généré par le courant de préchauffage. Ce procédé permet de contrôler indépendamment l'énergie de préchauffage du fil et l'énergie de l'arc de soudage, en découplant le taux de dépôt de l'apport de chaleur.
L'un des principaux avantages de cette technique est qu'elle permet d'augmenter la vitesse de fusion du fil sans augmenter proportionnellement l'apport de chaleur. Il en résulte une augmentation significative de l'efficacité du soudage, les taux de dépôt et les vitesses de soudage pouvant plus que doubler par rapport au soudage TIG conventionnel, tout en maintenant les mêmes niveaux de courant.
Le soudage TIG à fil chaud combine les caractéristiques de soudage de haute qualité du TIG traditionnel avec une productivité améliorée, ce qui le rend particulièrement adapté au soudage de structures moyennes à épaisses. Alors que ses taux de dépôt sont comparables à ceux du soudage MIG, le soudage TIG à fil chaud offre un contrôle supérieur sur la formation de la soudure grâce à la vitesse d'alimentation indépendante du fil. Cette indépendance par rapport au courant de soudage permet une meilleure fusion des parois latérales dans les configurations de rainures ouvertes, surpassant le MIG à cet égard.
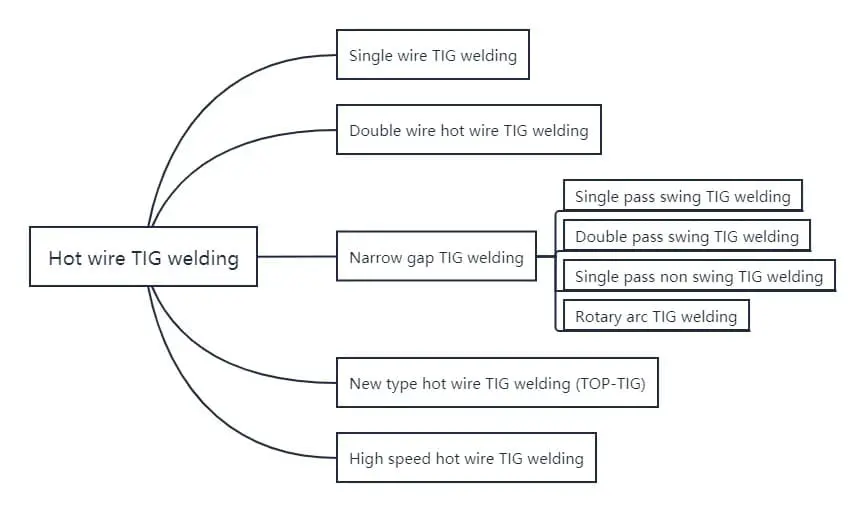
L'évolution du soudage TIG à fil chaud a conduit au développement de diverses techniques spécialisées, qui se distinguent principalement par leurs méthodes de chauffage du fil. Ces innovations visent à améliorer l'efficacité du dépôt et à étendre l'applicabilité du procédé à divers scénarios de soudage. La figure 1 illustre les principales classifications de ces variantes de soudage TIG à fil chaud.
Figure 1 : Principales classifications du fil chaud TIG méthodes de soudage.
Soudage TIG à fil chaud par induction à haute fréquence d'un alliage d'aluminium
Les méthodes de soudage TIG à fil chaud existant dans le pays et à l'étranger utilisent un certain courant sur le fil de soudage pour le chauffer par la résistance générée par le fil de soudage lui-même. Cette méthode présente toutefois certaines lacunes :
Premièrement, la température du fil de soudure est difficile à contrôler, ce qui affecte l'efficacité du soudage et la qualité de la soudure. qualité des soudures.
Deuxièmement, il existe un circuit de courant de fil chaud entre la pièce et le fil de soudage adjacent au circuit principal de soudage. L'arc de soudage est affecté par la force magnétique de Lorentz de ce circuit, ce qui provoque un souffle magnétique qui a un effet négatif sur la forme de la soudure et le positionnement précis de l'arc. Dans les cas les plus graves, il peut même empêcher le soudage.
Troisièmement, pour les faiblessoudage par résistance Dans le cas des fils métalliques tels que l'aluminium et les alliages d'aluminium, l'efficacité du chauffage par résistance est faible, ce qui rend difficile l'obtention de la température appropriée.
Par conséquent, le soudage TIG traditionnel au fil chaud n'est pas adapté au soudage d'alliages tels que l'Al et le Cu.
Par rapport au soudage TIG à fil chaud traditionnel, le soudage TIG à fil chaud par chauffage par induction à haute fréquence présente les caractéristiques suivantes :
Efficacité élevée du chauffage du fil et vitesse de chauffage rapide.
Convient pour le chauffage de divers matériaux métalliques du fil de soudure, en particulier du fil de soudure à faible résistance.
Il n'y a pas d'interférence du champ magnétique du courant de dérivation, ce qui élimine le phénomène de souffle magnétique.
La température du fil de soudure peut être contrôlée avec précision en contrôlant le courant de sortie à haute fréquence. En modifiant la fréquence d'oscillation de sortie et en utilisant l'effet de peau de l'induction à haute fréquence, la profondeur du chauffage par induction peut être contrôlée.
En utilisant l'arc TIG comme source de chaleur, le fil de soudage sur le point d'entrer dans le bain de fusion est directement chauffé, comme le montre la figure 2.
Fig. 2. Schéma du fil thermique à arc électrique
Les principaux facteurs influençant la température du fil de soudage sont le courant d'arc chaud I, la vitesse d'alimentation du fil V, la dissipation thermique superficielle du fil de soudage Qf et le transfert de chaleur par rayonnement de l'arc de soudage sur le fil de soudage Qt.
Parmi eux, les deux premiers sont les principaux facteurs d'influence. L'influence de Qt existe toujours dans le cas où il n'y a pas de soudage au fil chaud, il peut donc être omis dans la comparaison, et Qf peut être attribué à l'effet de chauffage effectif de l'arc η.
Influence du courant d'arc à fil chaud et de la vitesse de dévidage du fil
La figure 3 montre le principe de la mesure, en utilisant le stockage d'énergie soudage par points pour souder le thermocouple au fil de soudure et le fixer sur l'établi. Sous l'action du moteur, le pistolet de soudage se déplace à une certaine vitesse pour simuler l'alimentation du fil.
Fig. 3 Schéma du système de mesure de la température.
Le signal électrique généré par le thermocouple est connecté à un dispositif de mesure de la température à canaux multiples, et les données obtenues sont ensuite transmises à un ordinateur pour être stockées et analysées.
Comme le montre la figure 4, la température augmente brusquement à un certain moment, puis diminue lentement. La température au point le plus chaud du champ de température où la source de chaleur se déplace [4] peut être considérée comme la température lorsque l'arc passe à travers le thermocouple.
La température du fil de soudage lorsqu'il pénètre dans le bain de fusion est obtenue en combinant la vitesse d'alimentation du fil, la distance entre le point de chauffage de l'arc et le bain de fusion, et en utilisant l'interpolation.
Fig. 5 Relation entre la température, le courant du fil et la vitesse d'avance.
Comme le montre la figure 5, lorsque la vitesse d'alimentation du fil est constante, l'augmentation de la température augmente linéairement avec le courant, et sa pente est déterminée par l'efficacité de chauffage η ; lorsque le courant d'arc du fil chaud est constant, l'augmentation de la température diminue selon une règle hyperbolique avec la vitesse d'alimentation du fil, et la forme de l'hyperbole est déterminée par l'efficacité de chauffage η.
L'efficacité de chauffage η des différentes vitesses d'alimentation en fil peut être calculée à partir de la pente de la courbe.
Conclusion
(1) L'augmentation de la température du fil de soudage par la méthode du fil chaud à l'arc est linéairement liée au courant d'arc du fil chaud et inversement proportionnelle à la vitesse d'alimentation du fil.
(2) Le soudage TIG par fil chaud à l'arc peut améliorer considérablement l'efficacité du soudage TIG.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Faites passer votre entreprise à la vitesse supérieure