Défocalisation du laser : impact sur la qualité du faisceau et le soudage
Quel est l'impact de la focalisation d'un laser sur la qualité et l'efficacité du soudage ? Cette question intrigante porte sur la relation critique entre la focalisation du laser et les performances de soudage. En explorant différents réglages de focalisation, l'article révèle comment la distribution du faisceau, la taille du joint de soudure, la profondeur de pénétration et la résistance à la traction sont toutes influencées par les réglages de défocalisation. Les lecteurs comprendront mieux comment optimiser les processus de soudage au laser pour améliorer la précision et la résistance de leurs projets.
La technologie laser est l'une des quatre percées technologiques majeures du XXe siècle, avec les ordinateurs, les semi-conducteurs et les technologies de l'énergie atomique. Son adoption généralisée s'étend à divers domaines, notamment les communications optiques, les traitements médicaux, les essais et le traitement des matériaux.
Ces dernières années, les progrès de la technologie laser pour le traitement des matériaux ont été particulièrement remarquables. Des applications telles que le marquage, la découpe, le perçage et le soudage au laser ont connu des améliorations significatives. Soudage au laserLe soudage à l'arc, en particulier, a gagné en importance en raison des avantages qu'il présente par rapport aux méthodes de soudage traditionnelles telles que le soudage à l'arc sous argon et le soudage par résistance.
Les principaux avantages du soudage au laser sont les suivants
Zone affectée thermiquement (ZAT) minimale
Capacité à produire des soudures à haut rapport d'aspect
Résistance supérieure à la soudure
Résistance des joints comparable ou supérieure à celle du matériau de base
Facilité de transmission du faisceau à travers des fibres optiques à haute énergie, facilitant l'automatisation des processus
Le soudage au laser utilise généralement diverses sources laser, notamment des lasers CO2, des lasers à disque, des lasers Nd:YAG, des lasers à fibre et des lasers à semi-conducteurs. Les lasers à fibre, dont le développement est relativement récent, offrent plusieurs avantages :
Rendement élevé de la conversion photoélectrique (jusqu'à 30%)
Conception compacte
Faibles exigences en matière d'entretien
Durée de vie prolongée
Aptitude au soudage de l'acier inoxydable et des alliages d'aluminium
Les lasers à fibre à impulsion quasi-continue, développés par IPG Photonics, représentent une source laser de pointe. Ces lasers présentent les caractéristiques suivantes
Puissance de sortie élevée
Largeur d'impulsion allant jusqu'à la milliseconde
Excellente aptitude au soudage des métaux et à d'autres applications de traitement des matériaux
Bien que les lasers à fibre à impulsion quasi-continue soient largement utilisés pour le soudage électronique de précision, les recherches sur leurs processus de soudage détaillés restent limitées.
Cette étude se concentre sur un facteur critique du processus de soudage : le point focal. En étudiant les variations de la qualité du faisceau laser dans différentes conditions de focalisation, nous cherchons à élucider leur impact sur l'efficacité du soudage. Cette recherche vise à optimiser les paramètres de soudage au laser et à améliorer l'efficacité globale du processus, ce qui pourrait conduire à une amélioration de la qualité du soudage et à un élargissement des applications dans la fabrication de pointe.
2. Équipement de soudage et préparation des essais
(1) Équipement de soudage
Cet article utilise un laser à fibre à impulsion quasi-continue de 150W comme source lumineuse de soudage. Les spécifications techniques du laser figurent dans le tableau 1.
Tableau 1 Paramètres techniques du laser
Puissance moyenne /W
150
Puissance de crête /W
500
Largeur d'impulsion /ms
0.2-20
Fréquence/ Hz
0-2500
Méthode de refroidissement
Refroidissement par air
Qualité du faisceau BPP/mm*mrad
1-2
Les traitement au laser La tête de traitement laser est déplacée par rapport à la pièce grâce à la plate-forme mobile X/Y/Z pour effectuer le soudage de la piste. La tête de traitement laser et le signal de sortie du laser sont reliés par une carte de contrôle des mouvements, ce qui signifie qu'après avoir été positionné à un endroit spécifique, le laser émet de la lumière pour le soudage.
(2) Matériaux de soudage et préparation
Cette étude utilise l'acier inoxydable 304 comme principal matériau d'essai, en utilisant une configuration de soudage à recouvrement. La tôle supérieure a une épaisseur de 0,2 mm, tandis que la tôle inférieure mesure 0,5 mm d'épaisseur. Les deux tôles sont coupées aux dimensions de 100 mm x 50 mm.
Avant le soudage, un processus méticuleux de préparation de la surface est mis en œuvre. Les surfaces des matériaux sont soigneusement nettoyées à l'aide d'une méthode de nettoyage au solvant en deux étapes : d'abord avec de l'acétone, puis avec de l'alcool isopropylique. Cette procédure garantit l'élimination des contaminants tels que les résidus d'huile, les oxydes et autres impuretés potentielles susceptibles de compromettre l'intégrité de la soudure.
Pour optimiser les conditions de soudage, un dispositif sur mesure est utilisé. Ce dispositif applique une pression uniforme pour comprimer les feuilles supérieures et inférieures, réduisant ainsi au minimum l'espace interfacial. Cette étape est cruciale pour plusieurs raisons :
Il améliore le transfert de chaleur entre les tôles pendant le soudage.
Il favorise une pénétration régulière de la soudure.
Il réduit le risque de défauts de soudure tels que l'absence de fusion ou la porosité.
Les principaux facteurs qui ont un impact sur le résultat du soudage au laser sont la puissance de crête du laser, la largeur de l'impulsion et l'intensité de la lumière. défocalisation (la distance entre le foyer du laser et la surface de la pièce), la défocalisation étant un facteur particulièrement crucial.
La défocalisation est définie comme positive lorsque le foyer est au-dessus de la surface de la pièce, et négative lorsqu'il est en dessous de la surface.
La méthode la plus fiable pour déterminer la position du focalisation laser est la méthode triangulaire d'étalonnage au laser de l'acier inoxydable. Cette méthode consiste à utiliser un laser à faible énergie (50W) pour faire un point sur l'acier inoxydable, l'étincelle la plus forte indiquant l'emplacement du foyer du laser. Un bloc triangulaire en acier inoxydable est ensuite placé près du foyer laser et un faisceau laser est utilisé pour tracer une ligne sur le bloc, espacée d'environ 2 mm à 0,5 mm. La largeur de la ligne la plus étroite est mesurée à l'aide d'un microscope, et cette mesure représente le foyer du laser.
3. L'effet de la défocalisation sur la qualité du faisceau
La qualité du faisceau laser est testée à l'aide d'un analyseur de faisceau, d'une sonde laser et d'un atténuateur laser. La sonde laser est d'abord placée sur le foyer laser à tester, puis la tête de traitement laser est soulevée de 1 mm à la fois, la défocalisation étant réglée sur 0 mm, 1 mm, 2 mm, 3 mm et 4 mm.
Les résultats de l'essai, montrant la distribution des faisceaux, sont présentés dans la figure 1.
Figure 1 Modifications de la qualité du faisceau en fonction de la défocalisation
Lorsque la défocalisation est réglée à 0 mm, l'énergie laser est principalement concentrée au centre du spot. Au fur et à mesure que la défocalisation augmente, la distribution de l'énergie laser dans le spot devient de plus en plus uniforme. À une défocalisation de 3 mm, la distribution de l'énergie laser dans le spot est la plus équilibrée. Cependant, lorsque la défocalisation est augmentée à 4 mm, la distribution de l'énergie laser devient inégale.
4. L'effet de la défocalisation sur l'effet de soudage
(1) L'importance de la défocalisation affecte les joints de soudure.
La pièce est placée au foyer du laser et la puissance de crête et la largeur d'impulsion du laser sont réglées. Une tache est ensuite réalisée sur l'échantillon d'acier inoxydable en augmentant progressivement la puissance et la largeur d'impulsion jusqu'à ce que des traces claires soient visibles à l'arrière du matériau sous-jacent. Dans le cas présent, la puissance de crête du laser était de 500 W et la largeur d'impulsion de 3 ms.
La puissance de crête, la largeur d'impulsion et d'autres paramètres étant inchangés, la quantité de défocalisation a été ajustée de 1 mm à la fois et l'apparence du joint de soudure a été enregistrée. Ces résultats sont présentés à la figure 2.
Figure 2 L'apparence des joints de soudure change en fonction de l'importance de la défocalisation.
Les résultats ont montré que lorsque la défocalisation était réglée entre 0 mm et 1 mm, le joint de soudure était le plus petit et présentait les caractéristiques suivantes éclaboussures de soudure. Cela est probablement dû au fait qu'à cette plage de défocalisation, l'énergie laser était principalement concentrée au centre du spot, ce qui entraînait une forte densité de puissance du laser au centre du joint de soudure, ce qui provoque des éclaboussures.
Au fur et à mesure que la défocalisation augmentait, les joints de soudure devenaient plus uniformes et sans éclaboussures, probablement en raison de la distribution plus uniforme du faisceau laser. Cependant, lorsque la défocalisation était supérieure à 4 mm, les joints de soudure sont devenus plus uniformes et exempts de projections, probablement en raison de la distribution plus uniforme du faisceau laser. rondeur du joint de soudure est devenu incohérent et la taille du joint de soudure a été réduite dans une certaine mesure, probablement en raison de la distribution inégale de l'énergie laser sur le point.
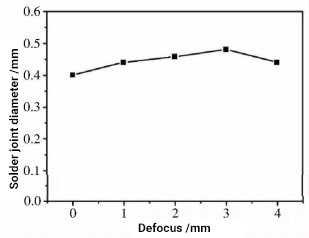
Les résultats ont également montré qu'à mesure que la défocalisation augmentait de 0 mm à 3 mm, la taille du joint de soudure augmentait progressivement, le diamètre du joint de soudure passant de 0,4 mm à 0,5 mm. Cela s'explique par le fait qu'à mesure que la défocalisation augmente, le point laser sur la surface du matériau s'agrandit, ce qui permet d'obtenir des joints de soudure plus grands.
Toutefois, lorsque la défocalisation a été portée à 4 mm, la taille des joints de soudure a plutôt diminué. Cela peut être dû à la modification de la distribution du faisceau laser, avec une faible énergie au bord du spot où le laser est en contact avec le matériau, ce qui donne un spot plus grand sur la surface mais un joint de soudure plus petit.
La relation entre le diamètre du joint de soudure et l'importance de la défocalisation est illustrée à la figure 3.
Figure 3 Relation entre le diamètre du joint de soudure et la défocalisation
(2) L'effet de la quantité de défocalisation sur la pénétration du joint de soudure
Une trancheuse a été utilisée pour couper le bord du joint de soudure au laser. Après avoir subi un meulage grossier, un meulage fin et un polissage, le centre du joint de soudure a été observé pendant le polissage. Enfin, après avoir subi un traitement contre la corrosion avec une solution d'acide nitrique et d'alcool, la modification de la pénétration du joint de soudure dans différentes conditions de défocalisation a été testée.
Les résultats ont montré que lorsque la défocalisation était réglée entre 0 mm et 1 mm, le joint de soudure avait la pénétration la plus profonde et atteignait le matériau sous-jacent. Lorsque la défocalisation était réglée entre 2 mm et 3 mm, le joint de soudure avait la pénétration la plus profonde et atteignait le matériau sous-jacent. pénétration de la soudure est devenu moins profond et n'a pénétré que la moitié de l'épaisseur du matériau sous-jacent. Toutefois, lorsque la défocalisation a été réglée à 4 mm, la pénétration de la soudure a été considérablement réduite et n'a pénétré que le tiers de l'épaisseur du matériau sous-jacent, comme le montre la figure 4.
Figure 4 Variation de la pénétration du joint de soudure en fonction de la défocalisation
(3) L'effet de la quantité de défocalisation sur la résistance du soudage
Une machine de traction a été utilisée pour tester la résistance d'un joint de soudure simple en fixant le matériau inférieur et en tirant le matériau supérieur vers le haut. Pour garantir la précision des données de l'essai de traction, trois échantillons ont été testés pour chaque ensemble de paramètres, et la valeur moyenne a été retenue.
La défocalisation a été fixée à 0 mm, 1 mm, 2 mm, 3 mm et 4 mm, ce qui correspond à des joints de soudure d'une résistance de 7N, 8N, 11N, 15N et 6N, respectivement.
D'une manière générale, la résistance à la traction des joints de soudure augmente avec la défocalisation. Cela s'explique par le fait qu'à mesure que la défocalisation augmente, la taille des joints de soudure augmente également, en particulier la largeur du contact entre les matériaux supérieur et inférieur, ce qui entraîne une augmentation de la résistance à la traction. Toutefois, lorsque la défocalisation a été portée à 4 mm, la résistance à la traction a diminué, probablement en raison de la détérioration de la qualité du faisceau et de la taille plus importante du spot, ce qui a entraîné une diminution de la densité de puissance du laser et donc de la profondeur de pénétration et de la résistance du joint de soudure.
D'après les données expérimentales, la résistance à la traction d'un seul joint de soudure a atteint sa valeur maximale de 15 N lorsque la défocalisation a été fixée à 3 mm.
5. Conclusion
Cet article a étudié la distribution du faisceau laser dans différentes conditions de défocalisation et a constaté qu'à mesure que la défocalisation augmentait, la distribution de l'énergie laser sur le spot devenait plus uniforme, mais que lorsque la défocalisation dépassait 4 mm, la distribution de l'énergie devenait irrégulière.
En testant le processus de soudage par recouvrement de l'acier inoxydable, l'étude a conclu qu'à autres facteurs constants, l'ajustement de la quantité de défocalisation affectait l'apparence, la taille, la pénétration et la résistance à la traction du joint de soudure, ainsi que les exigences globales en matière d'apparence et de résistance.
Les conclusions sont les suivantes :
Au fur et à mesure que la défocalisation augmentait, la qualité des joints de soudure s'améliorait et la résistance à la traction des joints de soudure augmentait progressivement.
Lorsque la défocalisation était fixée à 3 mm, les joints de soudure étaient cohérents et présentaient la résistance à la traction la plus élevée.
Cependant, lorsque la défocalisation est encore augmentée, la résistance et la qualité des joints de soudure diminuent à nouveau.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Le choix de la bonne méthode de soudage laser peut avoir un impact considérable sur l'efficacité de votre production et la qualité de vos produits. Vous êtes-vous déjà demandé si le soudage laser en continu ou par impulsion était mieux adapté à vos besoins ?...
Imaginez une méthode de soudage si précise et si puissante qu'elle peut assembler des matériaux avec une distorsion minimale et une résistance inégalée. C'est la promesse du soudage laser à pénétration profonde. Dans ce...
Imaginez que vous travailliez avec une machine à souder au laser, où un faux mouvement peut entraîner des blessures graves ou endommager l'équipement. Cet article aborde les mesures de sécurité essentielles à l'utilisation de ces puissants appareils,...
Imaginez que vous puissiez transformer vos opérations de soudage grâce à la puissance des lasers. Le monde du soudage au laser offre une variété d'options, y compris les lasers à fibre, à diode, à disque et à CO2, chacun...
Dans le monde du soudage, le choix de la bonne méthode peut avoir un impact significatif sur l'efficacité et la qualité. Le soudage au laser et le soudage TIG (arc sous argon) présentent chacun des avantages et des inconvénients uniques. Le soudage au laser...
Comment le gaz de protection peut-il améliorer de manière significative vos projets de soudage laser ? Dans le soudage laser, le gaz de protection joue un rôle essentiel dans l'amélioration de la qualité de la soudure en empêchant les réactions avec les composants de l'air et...
Faites passer votre entreprise à la vitesse supérieure