L'impact de la précision de fabrication des presses plieuses sur la précision du pliage
1. Introduction La plieuse de tôles est un équipement de traitement des tôles couramment utilisé, qui utilise une simple matrice de pliage universelle pour plier des pièces complexes. Équipée du matériel de traitement nécessaire, elle peut également effectuer des opérations telles que le rainurage, l'emboutissage, le poinçonnage et l'ondulation de tension. Cette machine est connue pour la simplicité de sa matrice, sa polyvalence, [...]
La machine à plier les tôles est un équipement de traitement des tôles couramment utilisé qui fait appel à un système universel simple. matrice de pliage pour plier des pièces complexes. Doté des équipements de transformation nécessaires, il peut également effectuer des opérations telles que grooveLes effets de l'utilisation de l'énergie sont multiples, notamment l'étirement superficiel, le poinçonnement et l'ondulation de la tension.
Cette machine est connue pour sa simplicité d'utilisation, sa polyvalence, sa facilité de réglage et de remplacement, et sa capacité à réaliser diverses opérations sur les feuilles. le formage des métaux processus.
Dans le cadre de la technologie de fabrication moderne, le développement et la recherche en matière de technologie de fabrication de machines de précision sont très appréciés par les pays développés en raison de leur impact sur l'économie. Les progrès des technologies d'usinage de précision et d'ultraprécision ont amélioré la précision et le niveau technique de l'ensemble de l'industrie de la fabrication de machines, ce qui a permis d'améliorer la qualité, les performances et la compétitivité des produits mécaniques.
La demande croissante de précision dans les industries connexes a fait de l'amélioration de la précision du pliage une question urgente dans la recherche et le développement des machines de pliage. La précision d'un presse plieuse est le principal facteur déterminant la qualité du pliage.
Les erreurs de traitement de la tôle peuvent avoir un impact négatif sur l'assemblage ultérieur, augmenter la nécessité de réparer les matrices d'essai et de corriger la forme, prolonger les cycles de développement des produits et limiter les progrès et l'application du formage par pliage incrémental, en particulier pour les grandes pièces fabriquées à partir de tôles d'acier à haute résistance et à fort retour élastique.
Il est donc essentiel d'analyser le mécanisme des erreurs de traitement dans les pliage de tôles Les chercheurs ont étudié la précision des machines de pliage, identifié les principaux facteurs affectant la précision du traitement et proposé des méthodes et des mesures efficaces pour améliorer la précision des machines de pliage. Cela améliorera la compétitivité et la valeur ajoutée de la machine à plier les tôles sur le marché.
Dans cet article, la machine à plier les tôles PBH110-3100 CNC est utilisée comme sujet de recherche. La théorie de la mécanique élastique est utilisée pour établir le modèle d'analyse de l'erreur de pliage et pour analyser l'impact de la précision de fabrication de la machine-outil sur la qualité du pliage. tôle métallique la précision du cintrage.
1. Définition et norme nationale de la précision de pliage des plaques
Selon la norme nationale GB/T 14349-93, l'inspection de la précision de fonctionnement de la cintreuse se compose de deux éléments principaux : angle de flexion et la rectitude, comme indiqué dans le tableau 1.
Exigences relatives aux pièces d'essai lors du contrôle de la précision de travail :
1) Longueur de l'échantillon :
Lorsque la longueur de la table de travail est inférieure à 2000 mm, il s'agit de la longueur de la table de travail ;
Lorsque la longueur de la table de travail est > 2000mm ~ 3200mm, elle est de 2000mm ;
Lorsque la longueur de la table de travail est supérieure à 3200 mm, elle est de 3000 mm.
2) La largeur de l'échantillon ne doit pas être inférieure à 100 mm.
3) Epaisseur de l'échantillon :
Force nominale ≤ 1000 kN, elle est de 2mm ;
Force nominale > 1000 ~ 2500 kN, elle est de 3mm ;
Force nominale > 2500 ~ 6300 kN, elle est de 4mm.
4) Le matériau de l'éprouvette est A3 tôle d'acieret sa résistance à la traction σb ≤ 450 MPa.
Tableau 1 Diagramme d'inspection de la précision de la flexion pliage de tôles machine
Éléments d'inspection
Schéma
Tolérance
Outils d'inspection
Méthodes d'inspection
Angle de flexion de l'échantillon
Classification de la précision
Sur toute la longueur
Mesureur d'angle universel
La règle angulaire universelle doit être placée sur la surface extérieure de l'éprouvette de flexion et mesurée plusieurs fois (au moins trois fois par M). L'erreur est calculée par la différence entre l'angle maximal et minimal de la règle d'angle et l'angle de pliage spécifié de 90°.
Jauge de niveau d'inspection Règle de niveau d'inspection
Placez la surface d'inspection d'une jauge de 1000 contre le bord de l'échantillon de flexion et mesurez l'écart entre les deux à l'aide d'une jauge d'épaisseur. L'erreur est calculée par la valeur de lecture maximale sur une longueur de 1 m.
I
0.30
II
0.75
III
1.00
2. Analyse de l'influence de la planéité (longitudinale) de la table de travail sur la précision du pliage
2.1 Précision de l'angle de pliage de la pièce
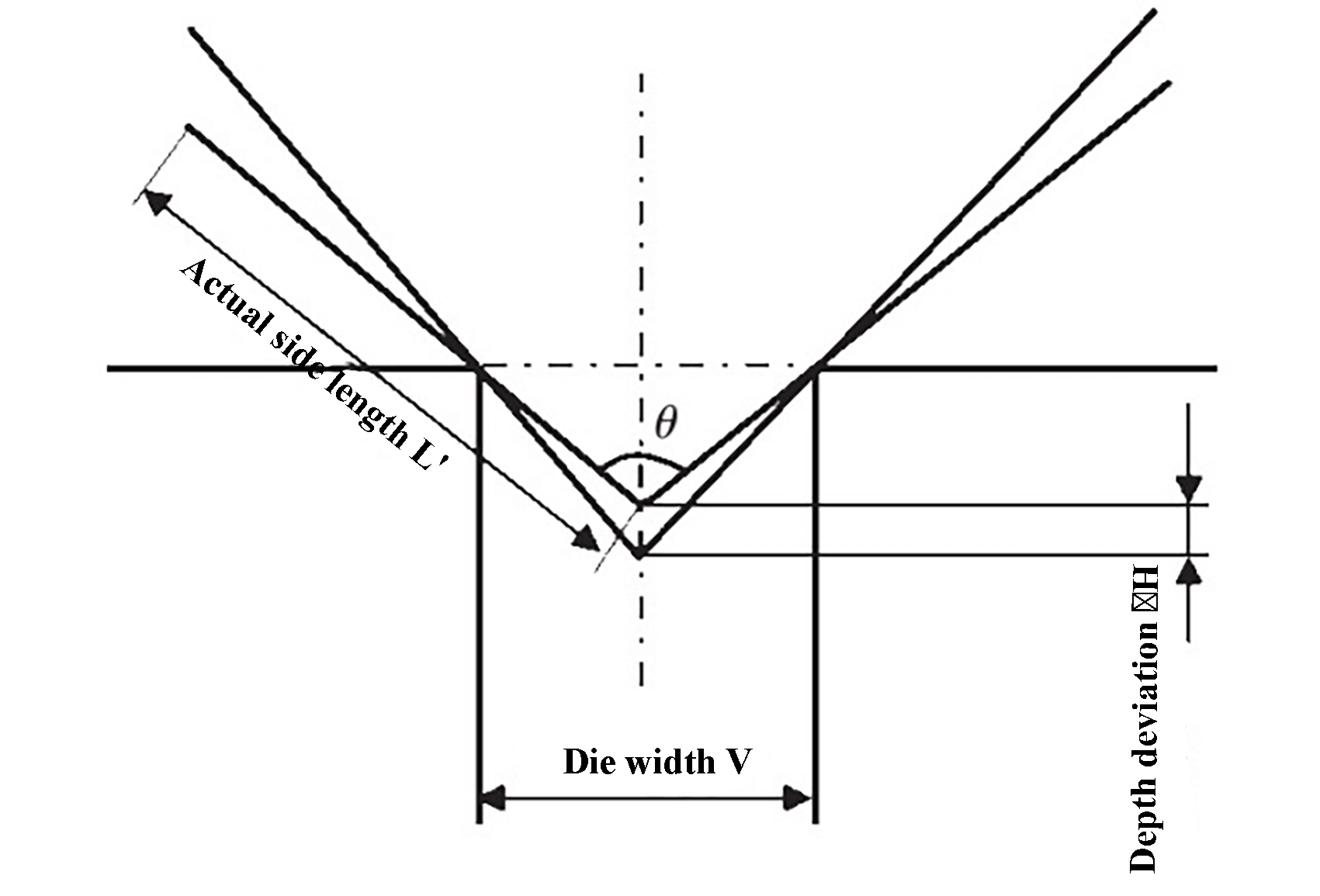
Lorsqu'il y a une erreur de planéité sur la longueur de la table de travail, cela a un impact sur la profondeur à laquelle l'outil de découpe supérieur entre dans l'outil de découpe. filière inférieure provoquant une déviation ΔH égale à l'erreur de planéité longitudinale (a) de la table de travail.
La figure 1 montre l'impact de la planéité (longitudinale) de la table de travail sur l'erreur d'angle de flexion.
Fig. 1. Effet de l'erreur de planéité de la table de travail sur l'erreur d'angle de flexion.
L'écart de profondeur △H de l'outil supérieur entrant dans l'encoche inférieure est :
L'angle de flexion de la pièce est :
La déviation angulaire de la pièce à plier est alors :
2.2 Précision de la rectitude du cintrage des pièces
Lorsque la table de travail présente une erreur de planéité, l'influence de l'erreur de planéité sur l'erreur de rectitude de la pièce à plier est illustrée à la figure 2.
Fig. 2. Effet de l'erreur de planéité de la table de travail sur l'erreur de rectitude en flexion.
L'erreur de rectitude de la pièce à plier est égale à l'erreur de planéité longitudinale.
C'est-à-dire :
2.3 Précision de l'arête de pliage de la pièce
L'erreur de plan de la table de travail n'a pas d'influence sur la précision de la ligne latérale.
3. L'influence de la planéité (transversale) de la table de travail sur la précision du pliage
L'influence de la planéité horizontale de la table de travail sur la précision du pliage est similaire à celle de la planéité verticale.
3.1 Précision de l'angle de pliage de la pièce
L'erreur d'angle de flexion de la pièce à usiner est :
3.2 Précision de la rectitude du cintrage de la pièce
L'erreur de rectitude de flexion de la pièce est :
3.3 Précision de l'arête de pliage de la pièce
La planéité horizontale de la table de travail n'a pas d'influence sur la précision de la longueur de la ligne latérale de pliage.
4. L'influence de la course du coulisseau sur la perpendicularité de la face de travail et la précision du pliage
4.1 Précision de l'angle de pliage de la pièce
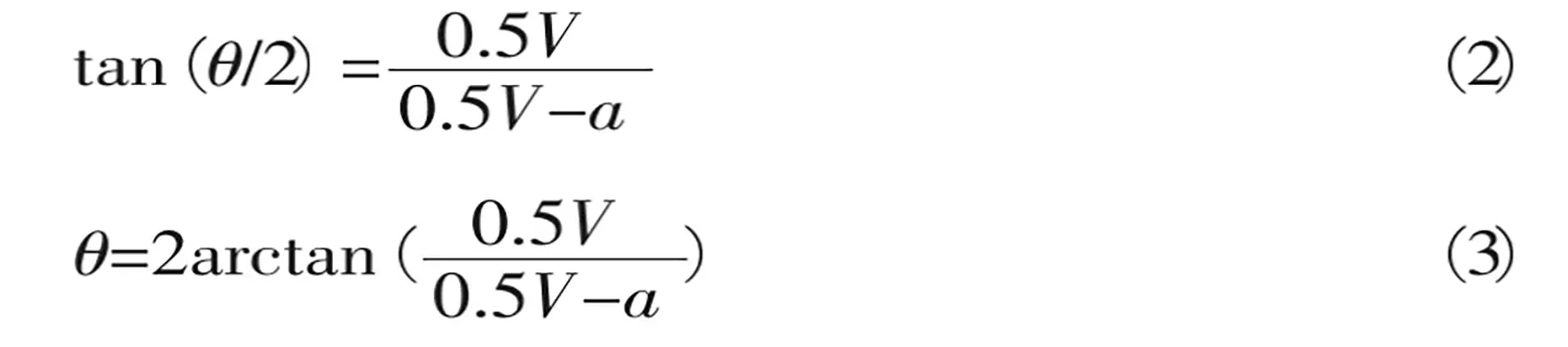
L'influence de la course du curseur sur perpendicularité de la face de travail et de la précision de pliage est illustrée à la figure 3.
Fig. 3 Influence de la course du coulisseau sur la perpendicularité de la face de travail et la précision du pliage.
Lorsque l'écart de perpendicularité de la course du coulisseau par rapport à la table de travail est t, la profondeur H 'du coulisseau dans la matrice est :
L'angle de pliage de la pièce à plier est :
L'erreur d'angle de pliage de la pièce à plier est :
4.2 Précision de la rectitude du cintrage de la pièce
Lorsque l'écart de perpendicularité de la course du coulisseau par rapport à la table de travail est t, l'erreur de rectitude de la pièce à plier est :
4.3 Précision de l'arête de pliage de la pièce
Lorsque l'écart de perpendicularité de la course du coulisseau par rapport à la table de travail est t, la distance S1 par rapport à la ligne centrale de pliage de la matrice supérieure est :
On constate que :
La longueur réelle de l'arête de flexion L 'est :
L'erreur de longueur de la ligne latérale de pliage est :
5. Conclusion
Le tableau 2 montre l'impact de divers facteurs sur la précision de fabrication du PBH110-3100. Pliage de tôles CNC sur la précision de pliage de la pièce.
Tableau 2 Analyse de l'influence des différents facteurs sur la précision du pliage
Perpendicularité de la course du coulisseau par rapport à la face de travail
0.25
0.2
-0.003
0.000
0.182
Le tableau d'analyse montre que l'écart de l'angle de pliage est environ trois fois supérieur à celui de la planéité de la table de travail. La norme nationale n'impose que de faibles exigences en matière de planéité de la surface supérieure de montage de l'outil, ce qui entraîne des erreurs importantes au niveau de l'angle de pliage. Fabricants de cintreuses peut améliorer la planéité de la table de travail pour répondre aux besoins de la production.
Cependant, la course du curseur a peu d'impact sur la perpendicularité de la face de travail et son effet sur l'angle de pliage. La planéité de la table de travail affecte directement l'écart de rectitude lors du pliage, l'erreur de rectitude étant moins influencée par la course du curseur sur la perpendicularité de la face de travail.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure