Les effets surprenants du grenaillage de précontrainte sur les surfaces des matériaux
Comment un procédé apparemment simple comme le grenaillage de précontrainte peut-il améliorer de façon spectaculaire les surfaces des matériaux ? En propulsant de petits projectiles sur une surface, le grenaillage de précontrainte induit des contraintes résiduelles bénéfiques, améliorant la solidité, la résistance à la fatigue et la durabilité dans diverses industries telles que l'aérospatiale et l'automobile. Cet article explore les mécanismes, l'impact sur les matériaux et les méthodes d'essai du grenaillage de précontrainte, et donne un aperçu de ses effets transformateurs sur les propriétés des matériaux. Plongez dans cet article pour découvrir comment cette technique peut améliorer de manière significative les performances et la durée de vie des composants critiques.
Le grenaillage de précontrainte est un procédé de renforcement des surfaces qui est relativement simple comparé à d'autres méthodes de modification des surfaces, mais dont les effets sont importants. Il est utilisé dans diverses industries, notamment l'aérospatiale, les locomotives et les automobiles.
Le principe du grenaillage de précontrainte consiste à utiliser des projectiles pour frapper le matériau, créant ainsi de petites piqûres à la surface et provoquant une déformation plastique. Il en résulte une contrainte résiduelle à la surface du métal. Les grains de cristal comprimés sous la surface doivent retrouver leur forme initiale, ce qui crée une couche uniforme de contrainte résiduelle de compression qui renforce la surface du matériau.
À la suite d'un tir peignageLa couche superficielle du matériau subit des modifications structurelles. Les grains deviennent plus fins, la densité des dislocations et la distorsion du réseau augmentent, et une forte contrainte résiduelle de compression se forme. Cette contrainte résiduelle améliore considérablement la résistance à la fatigue et la durée de vie du matériau, ainsi que sa solidité, sa dureté, sa résistance à la corrosion sous contrainte et ses propriétés d'oxydation à haute température.
I. Matériaux pour les essais
Le test a utilisé des pièces en forme de tonneau fabriquées en alliage d'aluminium 2A14, un matériau connu pour sa grande solidité, sa bonne résistance à la chaleur, sa bonne usinabilité et sa bonne résistance à l'usure. soudage électrique et la performance des soudures. La composition spécifique de ce matériau est indiquée dans le tableau 1.
Tableau 1 Composition chimique de l'alliage d'aluminium 2A14
Élément
Si
Cu
Mg
Zn
Mn
Ti
Ni
Al
Ingrédient
0.6-1.2
3.9-4.8
0.4-0.8
≤0.3
0.4-1.0
≤0.15
≤0.1
autres
Les pièces en forme de tonneau en alliage d'aluminium 2A14 ont été divisées en quatre groupes (voir figure 1),
le 2e groupe de valeurs de rugosité de surface : Ra = 2,20-4,71 μm ;
le 3e groupe de valeurs de rugosité de surface : Ra = 6,5-7,1 μm ;
le 4e groupe de valeurs de rugosité de surface : Ra = 1,40-1,75 μm.
(a) Le 1er groupe
(b) Le 2ème groupe
(c) Le 3ème groupe
(d)Le 4ème groupe
Fig.1 Pièces avant grenaillage
Le test a été réalisé à l'aide d'une grenailleuse pneumatique SP1200 G4, dont le principe de fonctionnement est décrit à la figure 2. La grenaille de plastique renforcé de fibres de verre a été absorbée par la buse haute pression sous pression négative, puis la grenaille a été propulsée sur la surface de la pièce sous haute pression.
Les billes de grenaille utilisées pour le test étaient constituées de billes de verre répondant à la spécification AGB70 et à la norme AMS 2431/6. Leur aspect est illustré à la figure 3.
Fig.2 Traitement par grenaillage de précontrainte
Fig.3 Boulettes de verre
La résistance du grenaillage de précontrainte a été vérifiée à l'aide d'un outillage fabriqué par l'entreprise elle-même, comme le montre la figure 4. La base standard pour la vérification de l'éprouvette ALMEN a été solidement fixée à l'outillage fabriqué par l'entreprise à l'aide de vis, et l'éprouvette standard ALMEN a été fixée sur la base standard.
L'éprouvette standard ALMEN était conforme aux exigences des documents SAE J 442 et AMS 2431/2. Un minimum de quatre essais a été réalisé pour satisfaire aux exigences.
Fig.4 Dispositif de travail fait maison
II. Méthode d'essai
1. Sélection de la pression de grenaillage et du débit de grenaille
Au cours du processus de grenaillage de précontrainte, les projectiles sont propulsés sur la surface du matériau avec une certaine énergie cinétique, formant un flux régulier sous une pression d'air spécifique. La vitesse et la force d'impact des projectiles sont déterminées par la pression de l'air, tandis que le degré de déformation plastique du matériau est déterminé par la force du grenaillage.
La courbe de saturation est tracée et le point de saturation est déterminé par la vérification de l'éprouvette ALMEN, ce qui permet de déterminer la force de grenaillage correspondante. Lors de la détermination de la pression du flux d'air, il est conseillé d'utiliser une pression plus faible afin de réduire l'usure de la surface du matériau.
Le débit de projectiles, qui est le nombre de projectiles éjectés par unité de temps, est lié à la pression du flux d'air. Une faible pression d'écoulement de l'air doit correspondre à un débit plus faible. Dans le cas présent, une pression de 0,5×105Pa a été choisie, ce qui donne un débit de projectiles de 3kg/min.
En ajustant la vitesse de déplacement vers le haut et vers le bas du pistolet de pulvérisation, il est possible d'obtenir différentes forces de grenaillage de précontrainte. En réglant la vitesse de déplacement du pistolet de pulvérisation à 300 mm/min, 600 mm/min et 900 mm/min, on a obtenu des pièces ayant une résistance au grenaillage de 0,35 mm (A), 0,31 mm (A) et 0,27 mm (A), respectivement.
2. Détermination du temps de grenaillage et détection de la couverture
Le temps de grenaillage est déterminé par le temps de saturation de la pièce d'essai ALMEN. Toutefois, le temps nécessaire pour obtenir une couverture de 100% sur la surface de la pièce peut être utilisé comme référence sur la base du temps de saturation de la pièce d'essai.
L'équation d'Avrami, qui repose sur des statistiques aléatoires pour la couverture moyenne, suppose que la vitesse d'arrivée des particules est constante. L'équation est la suivante :
Dans la formule,
C est la couverture (%) ;
n est l'indice d'Avramy ;
r est le rayon de la bosse ;
R est la vitesse moyenne de formation de la bosse ;
t est le temps nécessaire à la formation de la bosse.
Selon l'équation d'Avrami, le taux de couverture approche 100% mais il est théoriquement impossible d'atteindre 100%. Le temps nécessaire pour atteindre la couverture finale de 10% est 1,5 fois supérieur au temps nécessaire pour atteindre la couverture initiale de 90%. Le temps de grenaillage nécessaire pour atteindre la dernière couverture de 1% représentera environ 20% du temps total, et le temps nécessaire pour atteindre la dernière couverture de 2% représentera près de 40% du temps total. Dans le cas d'une couverture de 99%, 85% des positions ont été touchées au moins deux fois et 50% ont été touchées cinq fois ou plus.
En règle générale, si le taux de couverture atteint 98%, il est considéré comme équivalent à une couverture de 100%. Cependant, l'obtention d'une couverture de 100% peut entraîner un grenaillage excessif. Le contrôle du taux de couverture à 98% permet de réduire considérablement la durée du grenaillage de précontrainte.
L'équation d'Avrami stipule que le rayon de la fosse est égal au rayon du projectile et que la vitesse moyenne de formation de la fosse est approximativement la vitesse du jet. Le temps nécessaire pour atteindre une couverture de 100% est de 20 minutes.
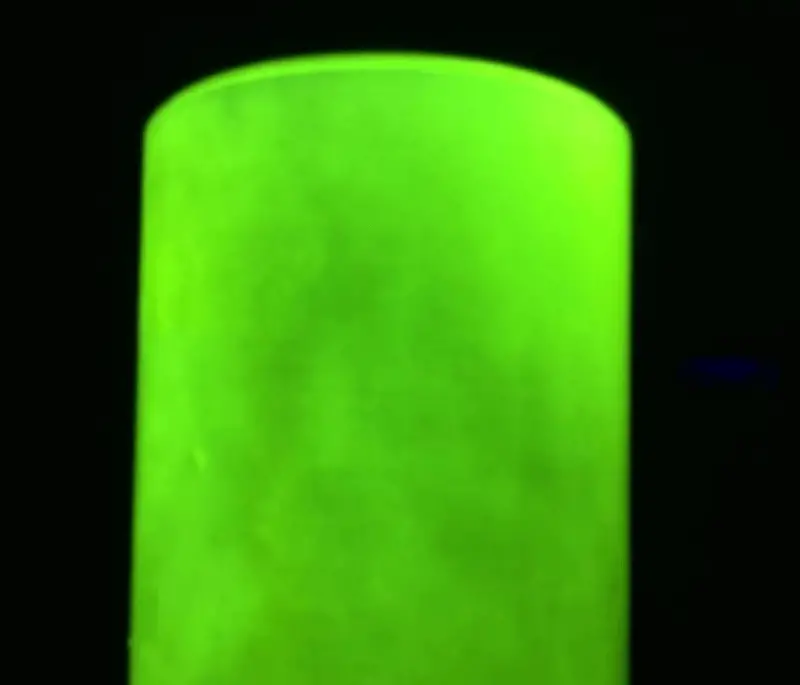
La couverture de la surface est mesurée à l'aide de la méthode de fluorescence. Avant le grenaillage, une couche d'agent fluorescent est appliquée sur la surface de la pièce, et celle-ci est éclairée sous une lumière noire pour assurer une couverture complète. Les pièces sont ensuite grenaillées. Après le grenaillage de précontrainte, les pièces sont à nouveau éclairées à la lumière noire et si la fluorescence est faible ou nulle, la couverture est considérée comme étant de 100%. Le processus spécifique est illustré à la figure 5.
(a) Effet du revêtement fluorescent sur la surface des pièces
(b) Pièces avant grenaillage
(c) Effet de la pièce après grenaillage
Figure 5 Processus de test de couverture par la méthode de fluorescence.
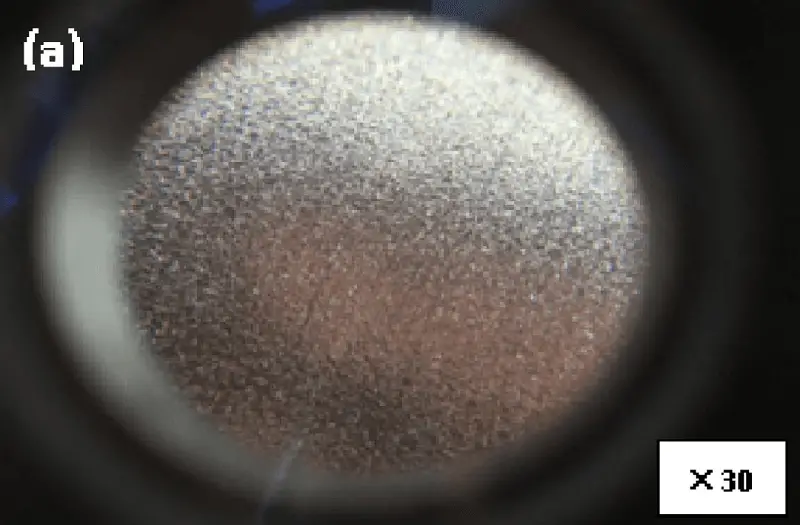
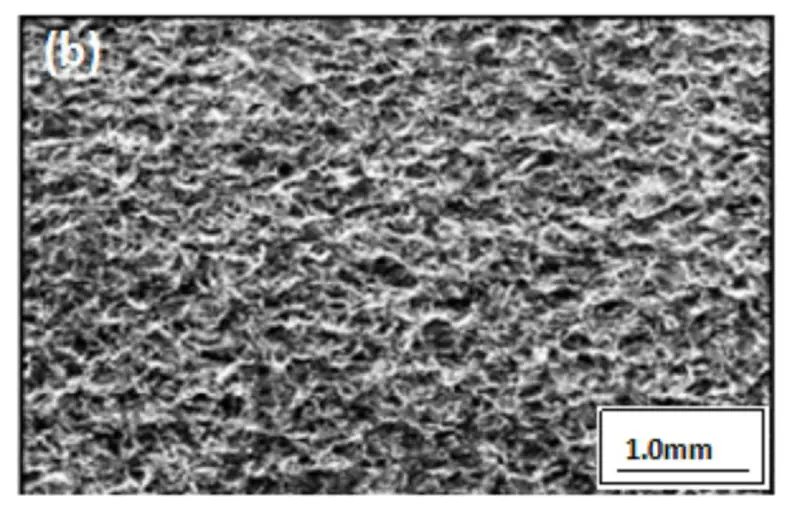
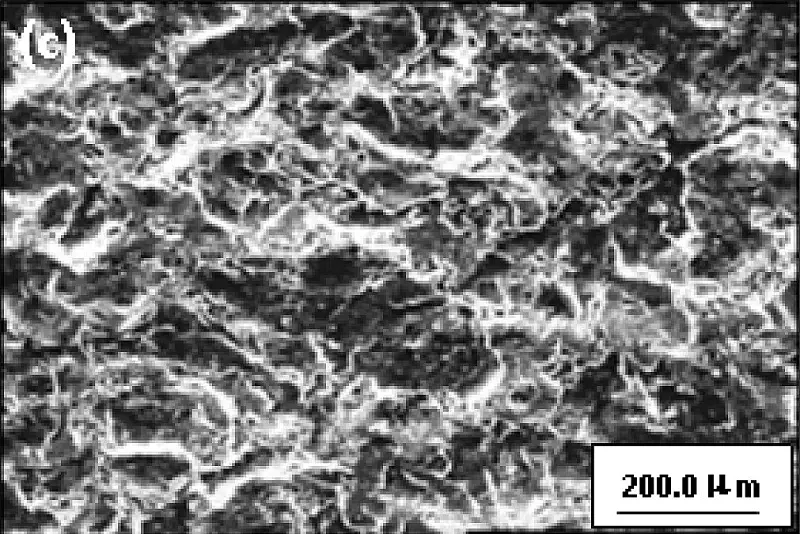
Après avoir sélectionné une pièce, la topographie de sa surface après le grenaillage a été inspectée comme le montre la figure 6. Les figures 6a et 6b montrent que les cratères des granulés sont uniformément répartis sur la surface de la pièce, ce qui indique qu'aucune surface n'a été oubliée, conformément aux résultats du test de couverture par fluorescence. Après agrandissement, comme le montre la figure 6c, aucune fissure n'est présente à la surface et une couche renforcée plus dense s'est formée.
(a)
(b)
(c)
Fig. 6 Morphologie de la surface après grenaillage d'un tonneau en aluminium
III. SAnalyse de la rugosité des surfaces
Un stylet en diamant avec un rayon de courbure de la pointe d'environ 2μm est utilisé pour mesurer la rugosité de la surface. Le mouvement de haut en bas du stylet est converti en un signal électrique par un capteur de longueur électrique. Après amplification, filtrage et calcul, la valeur de la rugosité de la surface est affichée sur un compteur et évaluée à l'aide de la valeur Ra.
La rugosité de la surface de l'alliage d'aluminium 2A14 a été testée à l'aide d'un rugosimètre, et la rugosité avant et après le grenaillage de précontrainte a été mesurée, comme le montre le tableau 2. Lorsque la valeur de la rugosité de surface de la pièce non grenaillée est faible, elle commence à augmenter après le grenaillage. Cela s'explique par le fait que la dureté de la surface de la pièce n'est pas très élevée, que la surface est relativement uniforme et que l'énergie d'impact générée par les projectiles est inégale, ce qui entraîne la formation de piqûres plus importantes sur la surface relativement plate, provoquant une augmentation de la valeur de la rugosité de la surface.
Cependant, lorsque la rugosité de la surface de la pièce grenaillée est élevée, la surface est déjà inhomogène et irrégulière. La vitesse uniforme des projectiles entraîne une déformation plastique de la surface, ce qui a pour effet d'aplanir la surface rugueuse et irrégulière.
Tableau 2 Effet du grenaillage de précontrainte sur la rugosité de la surface de l'alliage d'aluminium
Valeur de la rugosité de surface avant grenaillage Ra/μm
0.35
1.47
2.60
6.70
Valeur de la rugosité de surface après grenaillage Ra/μm[Résistance au grenaillage 0,35 mm (A)].
2.20
2.60
3.30
5.67
Valeur de la rugosité de surface avant grenaillage Ra/μm
0.55
1.78
2.20
6.60
Valeur de la rugosité de surface après grenaillage Ra/μm[Résistance au grenaillage 0,31mm (A)].
1.96
2.10
2.80
4.96
Valeur de la rugosité de surface avant grenaillage Ra/μm
0.35
1.75
2.30
7.00
Valeur de la rugosité de surface après grenaillage Ra/μm[Résistance au grenaillage 0,27mm (A)].
1.65
1.85
2.50
4.85
Le tableau 2 montre que, sous différentes forces de grenaillage, plus la force produite par la surface est grande, plus l'impact sur sa surface relativement peu résistante est important. Cependant, la tendance générale de l'impact sur la rugosité de la surface est cohérente.
L'impact réel du grenaillage de précontrainte sur la surface de la pièce dépend principalement de la transmission d'énergie des projectiles sur la surface, qui est essentiellement déterminée par la masse et la vitesse des projectiles.
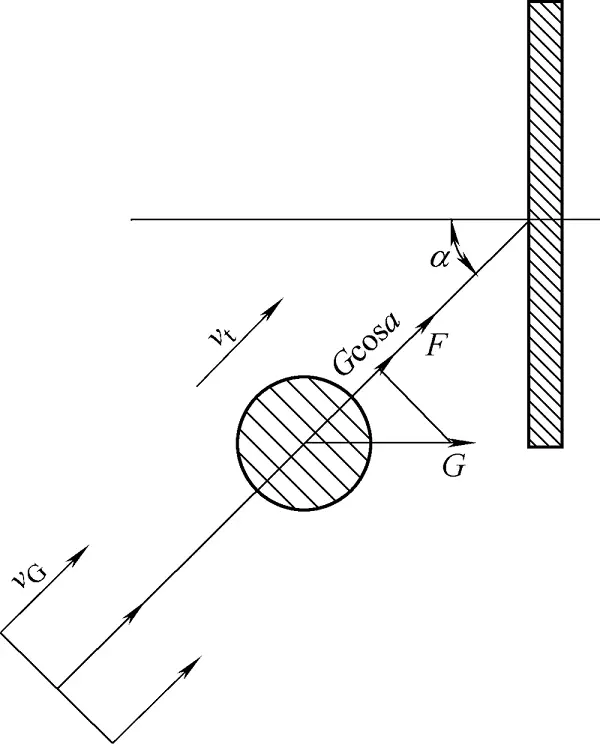
La figure 7 montre un diagramme schématique de la direction de la force et de l'accélération des particules du projectile.
Figure 7 Force et direction de l'accélération de la particule du projectile
Selon la deuxième loi de Newton, l'équation différentielle d'un projectile peut être décrite comme suit :
F est la force de traînée reçue par les particules du projectile, qui peut être exprimée comme suit
Dans la formule,
M est la masse du projectile (kg) ;
Cx est le coefficient de traînée ;
vG est la vitesse de l'air en sortie ;
pG est la densité de l'air à la sortie de la buse (kg/mm3) ;
vt est la vitesse du projectile dans le flux d'air de sortie de la buse (m/s) ;
dest le diamètre du projectile (mm).
L'équation différentielle de la particule projectile :
Dans la formule,
t est le temps (s) pendant lequel le projectile est pulvérisé sur la surface traitée à travers la buse ;
p est la densité du projectile.
Selon la formule thermodynamique :
Dans la formule,
p0 et ρ0 sont respectivement la densité sous pression atmosphérique standard et la pression atmosphérique standard ;
Pet ρG est la densité sous la pression de travail et la pression de travail, respectivement.
La masse du projectile peut être ignorée, et l'équation différentielle finale pour le mouvement du projectile est la suivante :
Où c est la constante intégrale, lorsque les conditions aux limites t=0 et la vitesse du projectile v=0, c=1/vGAinsi
La formule ci-dessus permet de déduire que l'impact des différents paramètres du processus de grenaillage sur la performance de la surface peut être attribué à :
L'énergie cinétique du projectile, qui est liée à la vitesse du projectile sortant de la buse, au temps nécessaire au projectile pour atteindre la surface de la pièce, ainsi qu'à la densité et à la fréquence des projectiles.
Pour mieux contrôler la rugosité de la surface de la pièce, il est nécessaire d'ajuster la vitesse du projectile et la taille des particules de grenaille.
La rugosité de la surface de la pièce après le grenaillage reflète non seulement la collection microscopique des caractéristiques de forme de la surface, mais aussi la hauteur maximale du profil de la fosse de surface et le contrôle des surfaces inégales.
L'effet du processus de grenaillage sur la rugosité de la surface n'est pas seulement déterminé par la force de la grenaille, mais aussi par la taille des particules de grenaille et la couverture de la surface, qui ont une relation correspondante.
IV. Conclusion
(1) Certaines surfaces ne peuvent pas être pulvérisées, ce qui suggère que la couverture de la surface est bonne et exempte de fissures, formant une couche de renforcement relativement dense.
(2) La force de grenaillage d'un même type de projectile peut modifier la rugosité de la surface de la pièce dans une certaine fourchette. Par exemple :
Lorsque la valeur de la rugosité de la surface est comprise entre Ra=0,30-0,65μm, la rugosité de la surface peut augmenter jusqu'à Ra=2,2μm.
Lorsque la valeur de la rugosité de la surface est comprise entre Ra=1,40-1,75μm, la rugosité de la surface après le grenaillage restera autour de Ra=1,6μm, ce qui est similaire à la rugosité de la surface d'origine.
Lorsque la valeur de la rugosité de la surface est comprise entre Ra=2,8-7,1μm, la rugosité de la surface peut diminuer jusqu'à Ra=2,3-6,1μm.
(3) L'effet des différents paramètres du processus de grenaillage de précontrainte sur la performance de la couche de surface est dérivé de l'équation différentielle des particules du projectile, et peut être attribué à :
L'énergie cinétique du projectile et la vitesse du flux d'air provenant de la buse.
Temps nécessaire au projectile pour atteindre la surface de la pièce.
La densité et la fréquence des projectiles.
Plus le procédé de grenaillage est puissant, plus il a d'impact sur la surface par rapport aux procédés plus faibles, mais la tendance générale de l'impact sur la rugosité de la surface reste inchangée.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi certains objets métalliques restent-ils brillants et exempts de rouille alors que d'autres perdent rapidement leur éclat ? Le secret réside dans le type de placage utilisé. Cet article explore les différences entre...
Comment un moule peut-il obtenir une finition miroir ? Le polissage n'est pas seulement une question d'esthétique ; il est essentiel pour la durabilité et l'efficacité de la production. Cet article explore six méthodes clés de polissage des moules,...
Avez-vous déjà réfléchi à l'importance du traitement de surface dans la fabrication ? Dans cet article de blog, nous allons explorer les différents types de processus de traitement de surface et leurs applications. Nos experts en mécanique...
Vous êtes-vous déjà demandé pourquoi de minuscules bavures métalliques peuvent causer de gros problèmes ? Cet article explore les causes et les dangers des arêtes vives et des bavures sur les pièces de tôle, en particulier dans les ascenseurs. De...
Imaginez que vous puissiez transformer des objets ordinaires en œuvres d'art éclatantes, grâce à des techniques d'impression de surface de pointe. De la précision du placage sous vide aux détails artistiques de la photogravure, cet article...
Imaginez que toutes les machines, des outils les plus simples aux moteurs les plus complexes, tombent soudainement en panne. La cause ? La corrosion, l'abrasion et d'autres dommages de surface. Ce blog se penche...
Vous êtes-vous déjà demandé comment les pièces métalliques acquièrent leur incroyable solidité et durabilité ? Le grenaillage de précontrainte est le héros méconnu de nombreux composants résistants sur lesquels nous comptons tous les jours....
Et si vous pouviez transformer des matériaux ordinaires en surfaces étonnantes et performantes ? Dans cet article, vous découvrirez 15 techniques de traitement de surface qui améliorent à la fois la fonctionnalité et l'esthétique des produits.....
Faites passer votre entreprise à la vitesse supérieure