Guide de réglage des lames de cisailles pendulaires hydrauliques
Comment le réglage des lames d'une cisaille pendulaire hydraulique peut-il améliorer de manière significative sa qualité de coupe ? Ce guide explore les subtilités de l'installation et du réglage des lames pour garantir des performances optimales. En comprenant des facteurs clés tels que la hauteur des lames et l'adaptation de l'hélice, vous apprendrez des techniques pratiques pour réaliser des coupes précises et de haute qualité et prolonger la durée de vie de votre équipement. Plongez dans cet article pour améliorer l'efficacité et la précision de votre cisaille.
Ces dernières années, avec la croissance rapide de l'industrie manufacturière, l'utilisation de machines de cisaillement en tant qu'équipement de traitement primaire de la tôle s'est généralisée.
L'une des options les plus populaires parmi les utilisateurs est la machine à cisailler hydraulique à balancier, en raison de sa structure simple, de son faible taux de défaillance et de son excellente qualité de coupe.
Pour maximiser la qualité de coupe de la machine à cisailler hydraulique à balancier, les utilisateurs sont encouragés à bien comprendre l'installation et le réglage des lames.
Bien que la méthode de réglage de la lame pour la machine de cisaillement à pendule hydraulique soit décrite dans divers ouvrages, l'obtention de résultats satisfaisants dans la pratique peut s'avérer difficile en raison de facteurs tels que la longueur de la lame, la dureté, ainsi que le matériau et l'épaisseur de la plaque à découper.
Cet article, basé sur une analyse de la position, de la taille et de l'installation des lames du pendule hydraulique, propose une analyse de la position, de la taille et de l'installation du pendule hydraulique. machine à cisaillerL'étude d'impact sur l'environnement de la Commission européenne propose que le réglage de la lame n'implique pas seulement l'ajustement de la hauteur de la lame, mais aussi l'adaptation de l'hélice de la lame.
2. Conditions d'installation de la lame dans le processus de coupe de la machine de cisaillement pendulaire hydraulique
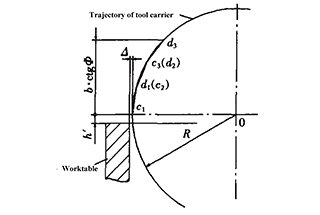
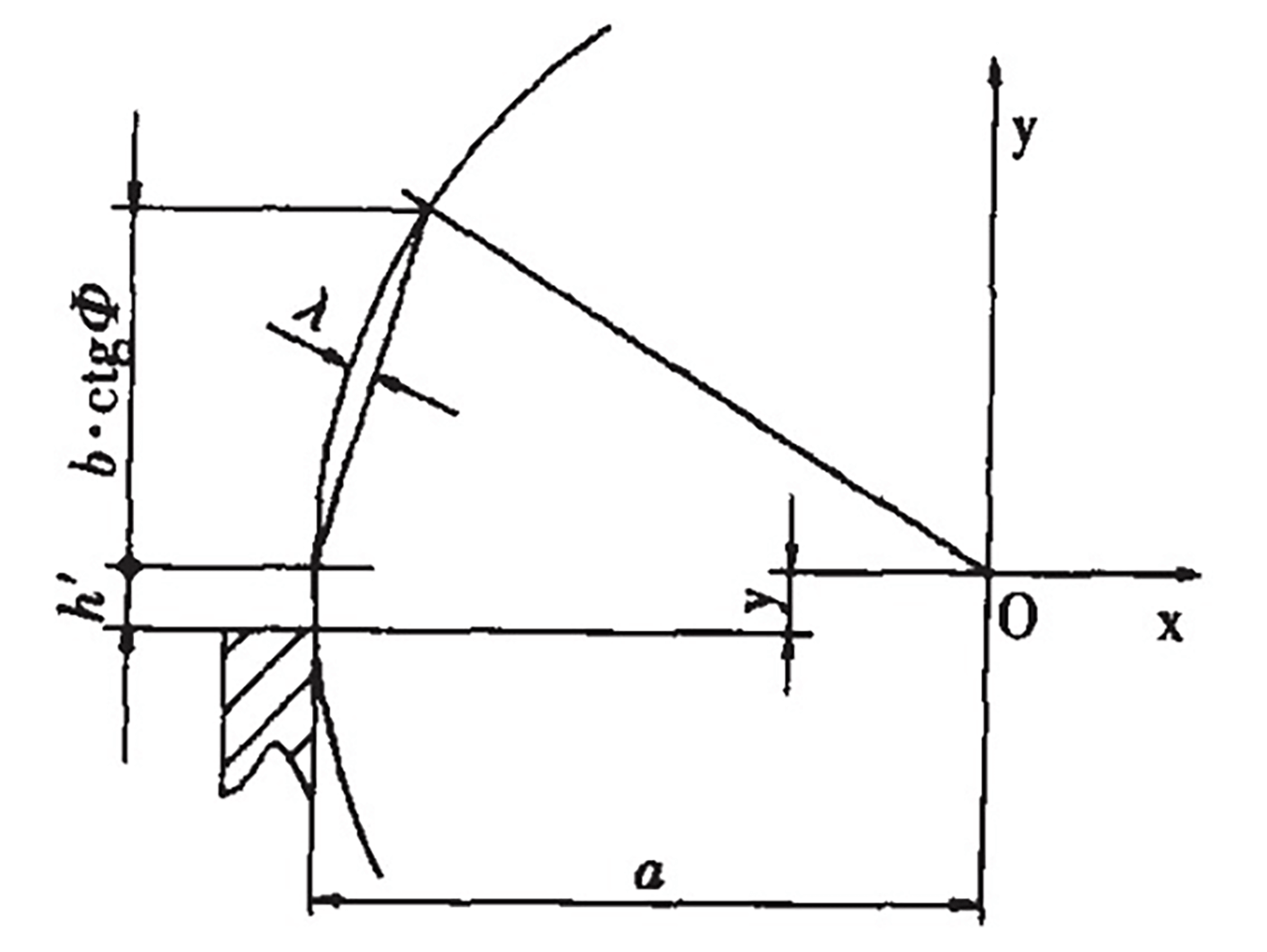
Comme l'illustre la figure 1, le porte-outil pivotant tourne autour de la pointe o et coupe le tôle sous l'influence du cylindre hydraulique.
Fig. 1 Le principe du cisaillement
Pour permettre une coupe continue de droite à gauche, la lame installée sur le porte-outil forme un angle X (c'est-à-dire un angle de coupe) avec la table de travail. Les principales exigences sont les suivantes :
Exigences pour les angles avant et arrière :
Pour garantir la qualité de la coupe, le plan vertical entre la lame et la table de travail doit toujours maintenir un angle γ. Cependant, comme il n'est pas possible de maintenir la lame sur la même surface cylindrique rotative du porte-outil, les angles avant et arrière de la lame peuvent changer pendant toute la durée du processus de coupe.
Au début de la coupe, l'angle avant est grand et l'angle arrière est petit en raison du faible rayon de rotation (OA') du porte-outil. En revanche, à la fin du cisaillement, l'angle avant est petit et l'angle arrière est grand en raison de l'augmentation du rayon de rotation de la tourelle (OB').
Prévenir les frictions :
Pour éviter un frottement important entre la face avant de la lame et la plaque à découper, la face avant de la lame doit toujours se trouver dans l'arc de sa trajectoire pendant toute la durée du processus de découpe (du point c au point d).
Exigences en matière d'habilitation :
Pour obtenir une meilleure qualité de la section cisaillée, il est essentiel de maintenir un jeu constant △ entre la lame et la plaque à découper, dans la mesure du possible (voir figure 2).
Fig. 2 Jeu de cisaillement
Le jeu de la lame doit rester constant sur toute sa longueur. Un mauvais réglage peut augmenter l'usure et endommager la lame, voire la faire entrer en collision avec la table ou faire basculer la tôle.
Pour répondre aux exigences susmentionnées, il est essentiel d'ajuster l'avant de la lame aussi près que possible de la surface en spirale de l'espace, afin de s'assurer que les angles avant et arrière restent constants pendant le processus de coupe.
3. Méthode d'ajustement générals de l'hydraulique lame de la machine à cisailler pendulaire
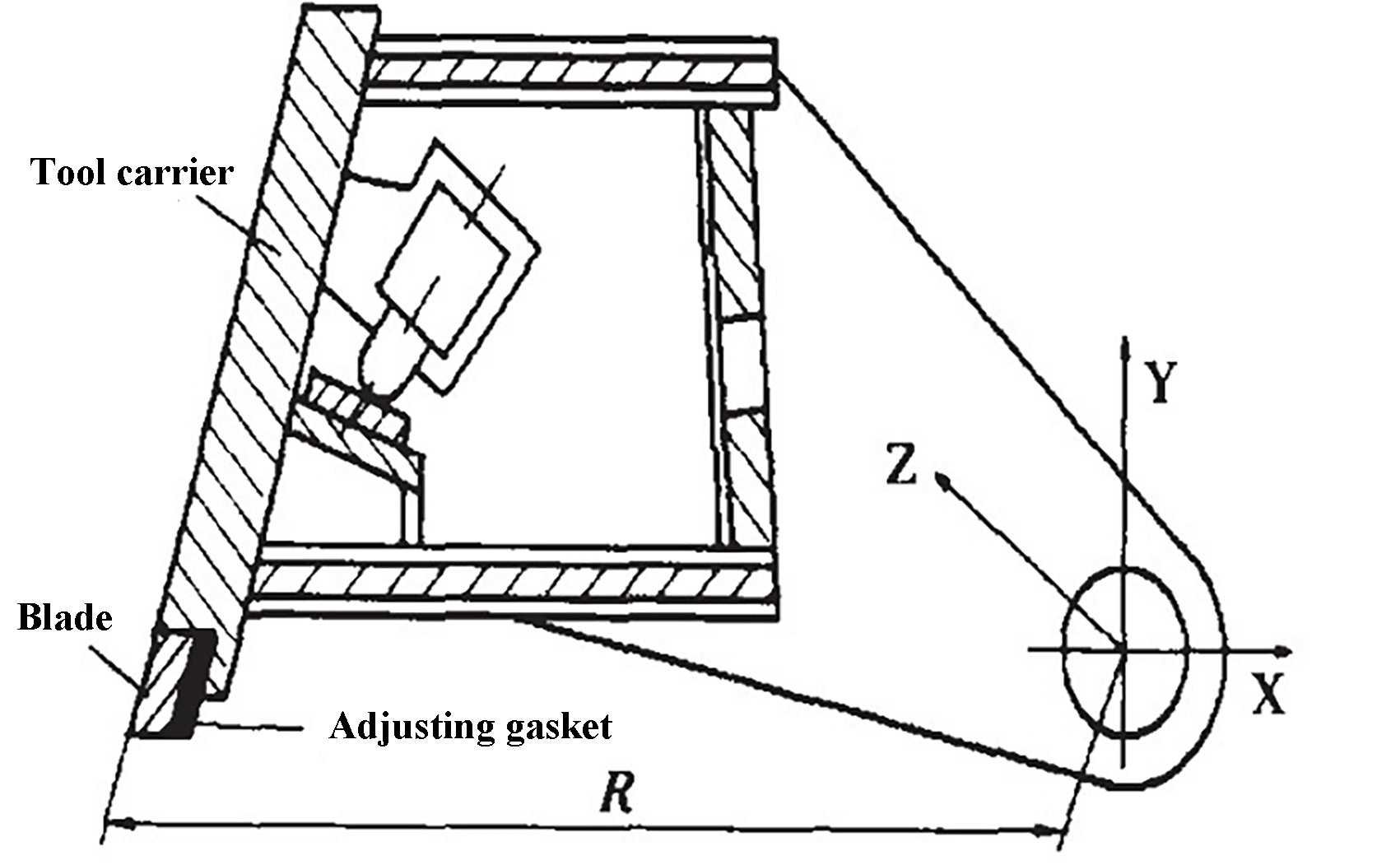
Comme il n'est pas pratique d'ajuster la face avant de la lame à une surface spirale, l'exigence d'une surface courbe est généralement satisfaite en ajustant l'épaisseur du joint d'ajustement entre la lame et le porte-outil, comme illustré à la figure 3.
Fig. 3 Le réglage de la lame
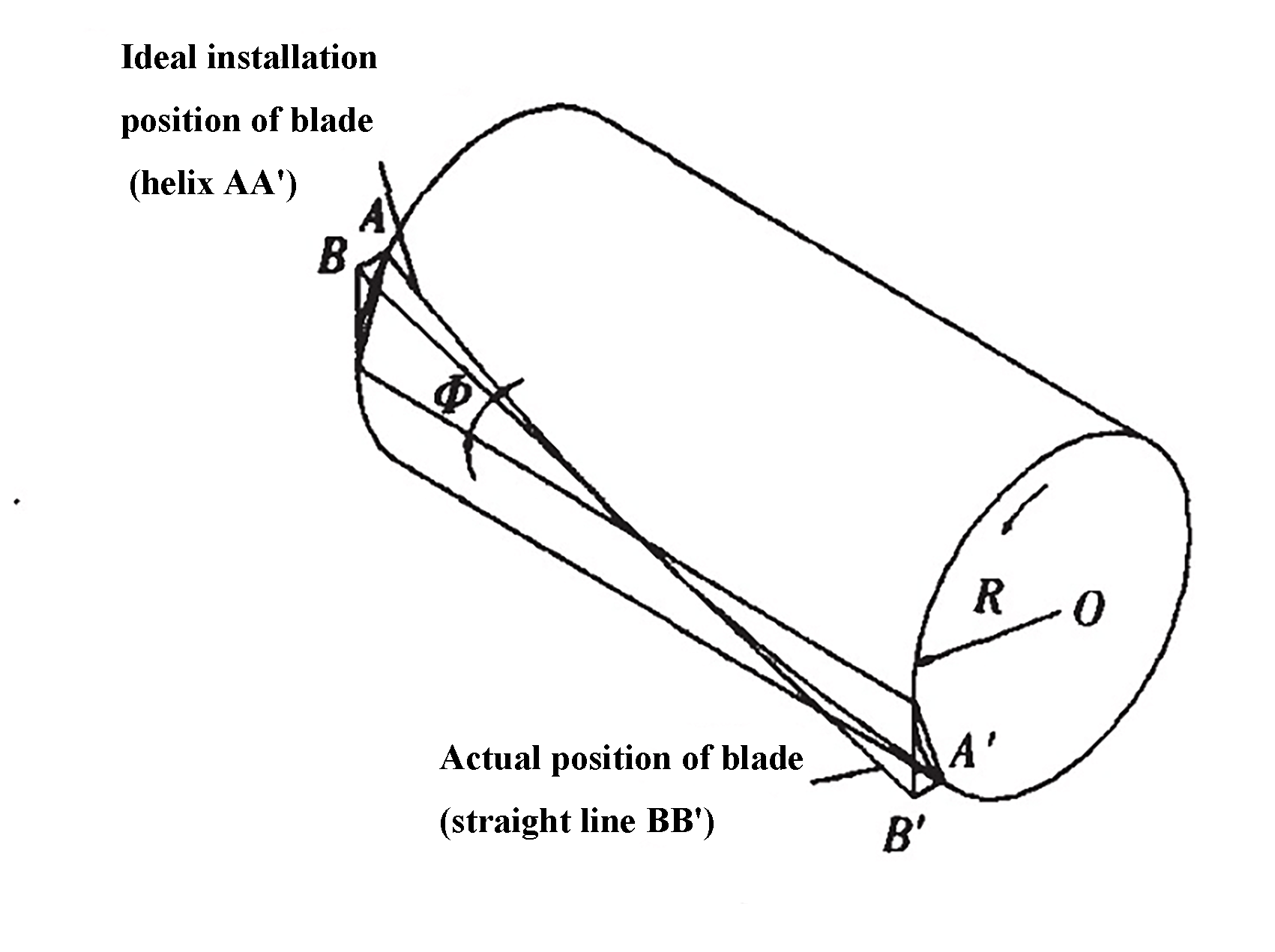
Malgré sa simplicité, la méthode de réglage de l'épaisseur du joint présente certaines limites. Afin de répondre aux exigences idéales d'installation des lames dans les courbes parallèles à l'espace, la lame doit répondre aux critères suivants :
x=R cosθ y=R sinθ (1) z=Rθ-ctg
Où ?
θ - angle de rotation du porte-outil autour de l'axe
Ф - angle de cisaillement
La lame doit être une hélice spatiale, sa surface avant étant une hélice cylindrique. Cependant, l'utilisation de la méthode simple d'ajustement du joint peut entraîner les deux problèmes suivants :
La question de l'écart :
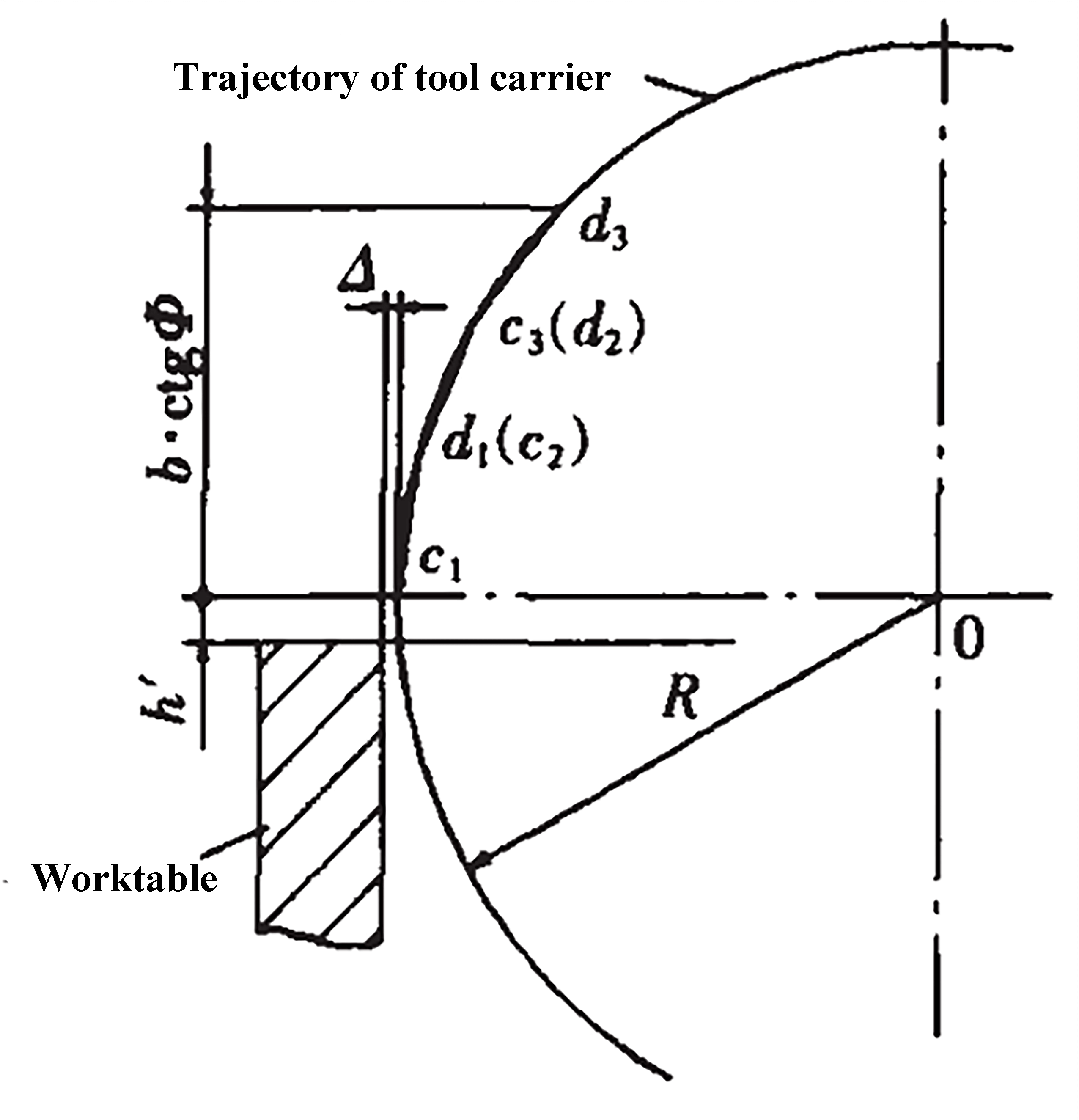
Une méthode simple pour régler l'épaisseur du joint consiste à l'aligner sur une ligne droite sur toute la longueur de la lame, ce qui donne une lame qui est une ligne droite, comme illustré à la figure 4.
Fig. 4 La lame de la lame est une ligne droite.
Il en résulte un écart réel entre la lame et la plaque à découper de △+. Étant donné que λ varie en fonction de l'angle d'oscillation θ du porte-outil, l'écart entre la lame et la plaque à découper devient variable. La plage de variation de λ est la suivante :
λ=R(1- cosβ) (2)
Où ?
β - angle d'oscillation du porte-outil entre le début et la fin du cisaillement
β = arcsin( btgФ /R)
Par exemple, si nous calculons en utilisant QC12Y-6×200 (avec R=469mm, Ф =1,5° et b=1600mm), la plage de variation est d'environ 1,8mm. Si une lame de 1100 mm est utilisée pour ajuster l'épaisseur du joint, la plage de variation est de 0,88 mm, ce qui dépasse l'écart recommandé de 0,5 mm lors de la coupe d'un joint de 6 mm. tôle d'acier.
Il est évident que si la méthode de réglage de l'épaisseur du joint est simple, elle ne permet pas de garantir un jeu constant entre la lame et la tôle tout au long du processus de cisaillement, ce qui a un impact négatif sur la qualité du cisaillement.
Problème d'angle avant :
La méthode de réglage de l'épaisseur du joint ne tient pas compte du fait que le front de la lame doit être une surface en spirale et le remplace par un plan perpendiculaire à l'établi, ce qui ne permet pas de garantir l'angle frontal souhaité (généralement entre 1,5° et 2° pour assurer la qualité du cisaillement et la résistance de la lame) pendant le cisaillement.
Pour une pale de largeur W, l'écart entre les bords supérieur et inférieur et la surface hélicoïdale idéale peut être calculé comme suit :
X'=R{1- cos[arcsin(y /R)} (3)
En substituant les paramètres pertinents de QC12Y-6×200 dans l'équation (3), on obtient une valeur de X' = 6,87 mm et l'angle frontal maximal est -arctan (x'/y') = 4,91°. Une valeur négative indique un angle frontal négatif.
Il est évident qu'une telle plage de variation de l'angle frontal ne peut garantir la qualité de cisaillement souhaitée.
4. Solutions
(1) Question d'habilitation
La raison du jeu de cisaillement excessif dans l'analyse et le calcul précédents est que seules deux lignes droites ont été utilisées pour approximer le segment de ligne en spirale de la lame pendant toute la durée du processus de cisaillement. L'utilisation d'une approximation du segment à plusieurs lignes permet de réduire l'écart maximal.
La lame du QC12Y-6×200 est de 1100 mm et l'espacement entre les trous de positionnement est de 200 mm. Si des joints sont utilisés à chaque trou de positionnement pour l'ajustement, la variation du jeu de cisaillement, λ, peut être calculée comme étant de 0,03 mm en utilisant la formule (2) et répondra aux exigences. L'épaisseur du joint d'ajustement peut être déterminée en calculant la hauteur de chaque segment de ligne droite s'approchant de l'arc incurvé.
Pour répondre aux exigences de l'angle frontal (γ = 1,5° à 2,0°), il est nécessaire d'augmenter la distance, y, entre l'axe de rotation de la tourelle et la table de travail. Y dépend du centre de rotation de la tourelle et de l'épaisseur de la plaque. Plus le rayon de rotation de la tourelle est court, plus la tôle est épaisse et plus la valeur Y est importante. Ces facteurs doivent être pris en considération lors de la conception de la cisaille.
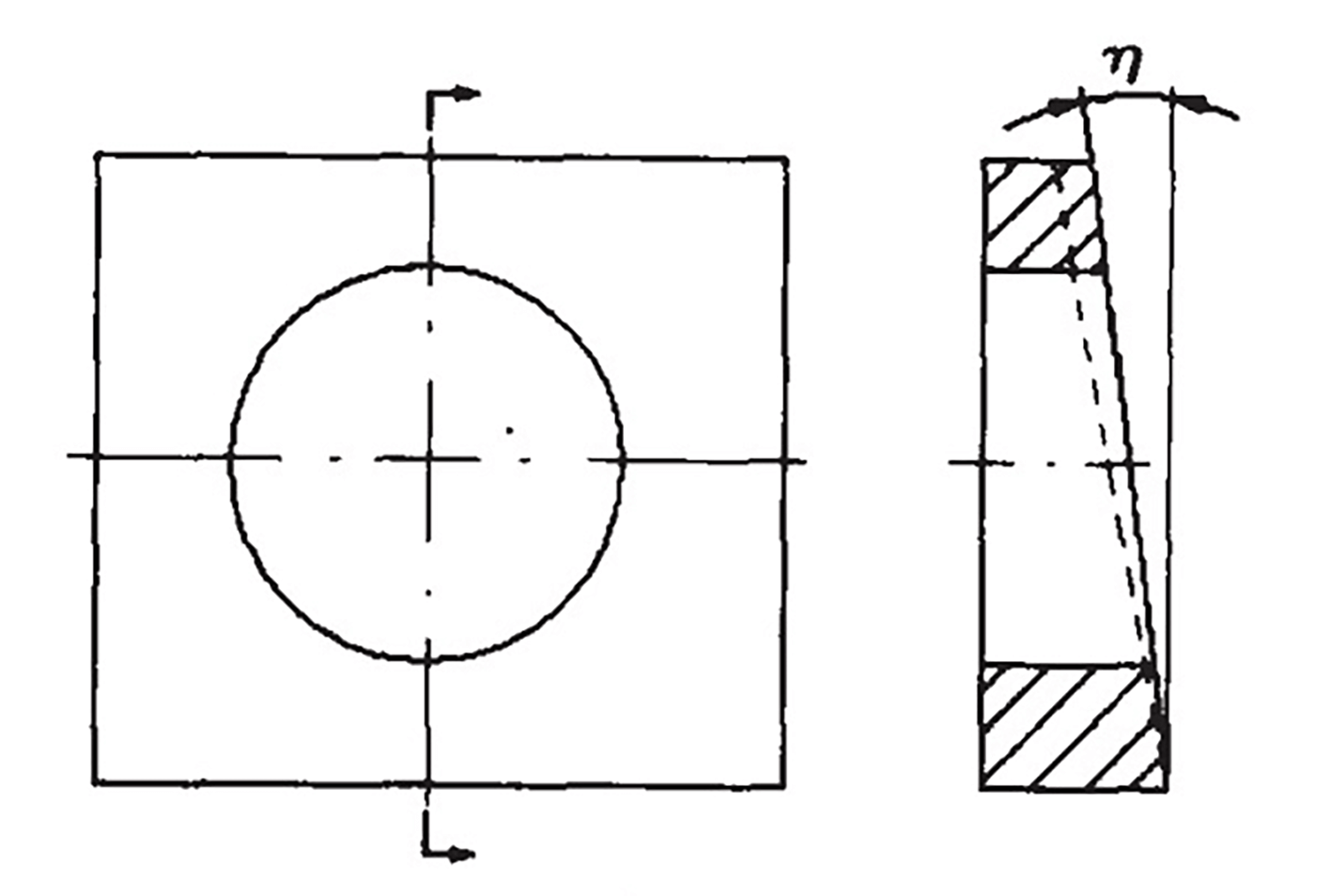
Dans la pratique, un dispositif de réglage de l'écartement est souvent utilisé pour augmenter l'écartement de la cisaille, mais cela sacrifie la qualité de la cisaille. La figure 5 montre le joint de biseau, et l'angle de biseau, n, est rectifié dans la direction perpendiculaire à la table de travail (un angle de 1,5° est sélectionné dans la conception, et le rayon de pivotement du porte-outil peut être légèrement augmenté s'il est petit) pour compenser l'erreur causée par l'utilisation d'un plan perpendiculaire à la table de travail pour approximer la surface de la spirale.
Fig. 5 Joint biseauté
Pour mieux répondre aux exigences de la surface hélicoïdale, lorsque le porte-outil est long, la surface qui entre en contact avec la lame peut également être rectifiée avec un plan incliné de 1° dans le sens de la longueur de la lame, comme indiqué par la ligne pointillée dans la figure 5. Plus la tourelle est longue, plus l'effet est prononcé.
5. Résultats de la pratique
Les méthodes décrites ci-dessus ont été appliquées au réglage du jeu des lames des cisailles QC12Y-6×3200 et Q12Y-12×2500, comme le montre le tableau 1. Les données démontrent qu'en utilisant le joint incliné et en coupant le joint à chaque trou de montage, le jeu de la lame peut être réduit sans sous-coupe pendant le processus de cisaillement, ce qui améliore la qualité du cisaillement.
Il est important de noter que les données expérimentales du tableau 1 incluent l'impact des erreurs de forme des pales sur l'écart minimal de cisaillement.
Tableau 1 Contraste du jeu de cisaillement minimum entre deux méthodes de réglage de la lame / mm
Modèle
Méthode générale d'ajustement
Utiliser le joint incliné et découper le joint sur chaque trou de montage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Vous êtes-vous déjà demandé comment de puissantes machines transforment le métal brut en pièces précises et utilisables ? Cet article dévoile les secrets de la cisaille hydraulique, une merveille d'ingénierie. Apprenez comment elle coupe...
Avez-vous déjà été confronté au défi de changer les lames d'une cisaille guillotine hydraulique ? Ce guide détaillé vous accompagne tout au long du processus, en garantissant la sécurité et la précision à chaque étape. Du démontage initial...
Qu'est-ce qui différencie les cisailles guillotines hydrauliques des cisailles à longerons oscillants, et pourquoi ces distinctions sont-elles importantes pour vos projets d'usinage des métaux ? Cet article explore les principales différences, notamment le mouvement de la lame, la...
Quelles sont les causes de défaillance du système hydraulique d'une cisaille guillotine ? Cet article explore les problèmes courants tels que la perte de pression, les dysfonctionnements des soupapes et la chute automatique du pied presseur. ....
Avez-vous déjà été confronté à la tâche ardue de remplacer une lame de cisaille ? Cet article décompose la tâche en huit étapes simples et claires, garantissant sécurité et précision tout au long du processus. Du démontage initial...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Vous êtes-vous déjà demandé comment la précision et l'efficacité se conjuguent dans la découpe industrielle ? Cet article explore le monde fascinant des cisailles guillotines, en détaillant leurs avantages et leurs défis. Apprenez comment les...
Faites passer votre entreprise à la vitesse supérieure