Vous êtes-vous déjà demandé comment les ingénieurs déterminent avec précision la taille dépliée d'une tôle ? Ce processus est crucial dans la fabrication pour garantir des dimensions précises après le pliage. Cet article présente deux méthodes principales : les algorithmes de compensation et de déduction du pliage. En comprenant ces techniques, vous comprendrez mieux la science qui sous-tend la fabrication des tôles et vous améliorerez la précision de vos conceptions. Plongez dans cet article pour découvrir comment vous pouvez maîtriser l'art de calculer efficacement les dimensions des plis de tôle.
Pour le pliage et l'expansion de la tôle, un côté de la tôle est allongé tandis que l'autre est comprimé. Les facteurs qui influencent ce processus sont le type de matériau, son épaisseur, le traitement thermique et l'angle de pliage.
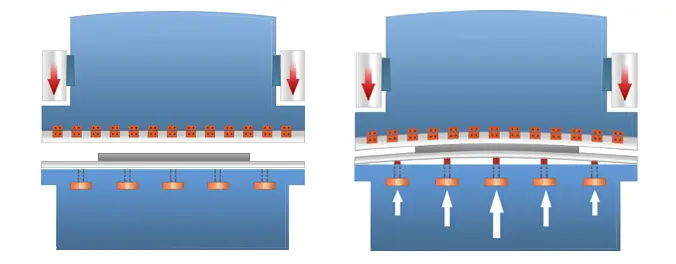
Pour garantir la taille souhaitée des pièces après le processus de pliage final à l'aide d'une presse plieuse, la conception des pièces de tôle utilise divers algorithmes pour calculer la longueur réelle de la tôle dans les conditions de pliage. L'une des méthodes les plus utilisées est la simple "règle du pincement", qui repose sur l'expérience personnelle en matière de calcul.
Toutefois, avec l'avènement et l'utilisation généralisée de la technologie informatique, de plus en plus de personnes se tournent vers les méthodes de conception assistée par ordinateur. En général, il existe deux algorithmes populaires pour la conception assistée par ordinateur. tôle Le premier est basé sur l'algorithme de compensation de la courbure et le second sur l'algorithme de déduction de la courbure. La première est basée sur l'algorithme de compensation de la flexion et la seconde sur l'algorithme de déduction de la flexion.
Méthode de compensation de la flexion
L'algorithme de compensation du pliage calcule la longueur d'expansion (LT) d'une pièce en additionnant la longueur de chaque section de la pièce après aplatissement et la longueur de la zone de pliage aplatie, qui est appelée valeur de "compensation du pliage" (BA). La formule pour la longueur de la pièce entière est la suivante : LT = D1 + D2 + BA.
La zone de pliage est supposée se déformer pendant le processus de pliage. Pour déterminer la géométrie des pièces dépliées, il convient de suivre les étapes suivantes :
Assembler la zone de pliage aplatie entre les deux sections plates pour obtenir les parties expansées.
Méthode de déduction de la courbure
Déduction de la courbure se réfère à l'importance du pliage inverse et est un algorithme simple utilisé pour décrire le processus de pliage de la tôle.
Selon cette méthode, la longueur d'aplatissement (LT) de la pièce est égale à la somme des longueurs des deux méplats théoriques s'étendant jusqu'au "point vif" (intersection imaginaire des deux méplats) moins la longueur de l'aplatissement (LT) de la pièce. déduction de la courbure (BD).
Développer le principe de calcul :
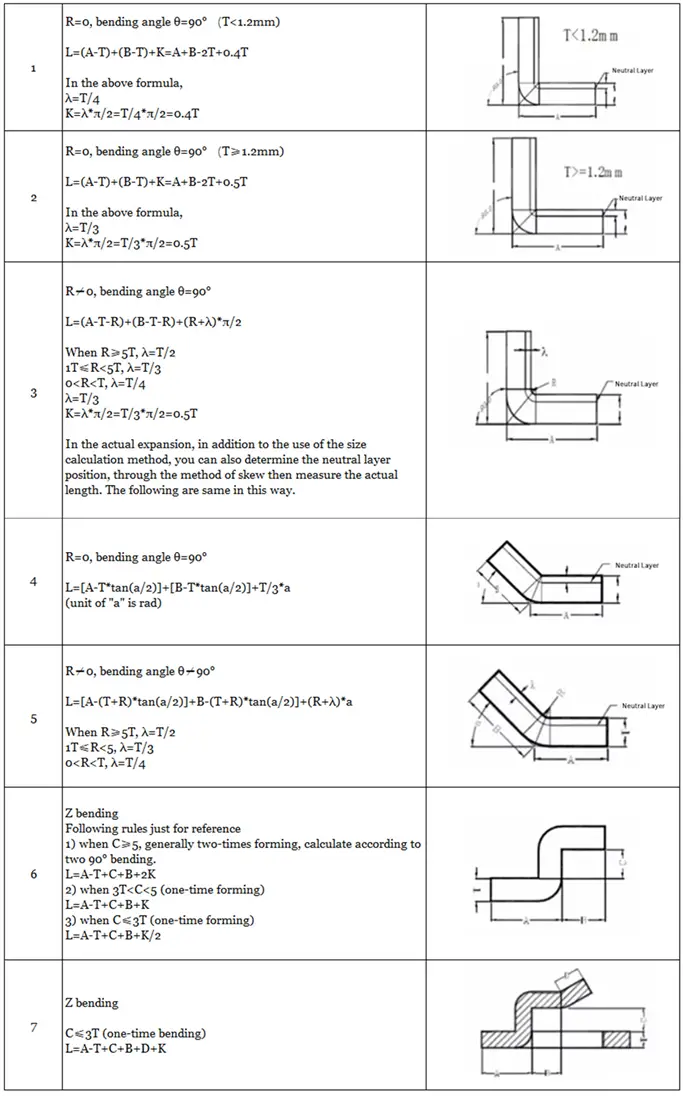
Au cours de la processus de pliageLa couche externe subit une contrainte de traction, tandis que les couches internes subissent une contrainte de compression. Il existe une couche qui n'est ni en traction ni en compression, appelée couche neutre, et qui subit une transition de la tension à la compression. La longueur de la couche neutre reste inchangée pendant le processus de pliage et est identique à sa longueur avant le pliage, ce qui en fait la base de calcul de la longueur d'expansion de la pièce à plier.
L'emplacement de la couche neutre dépend du degré de déformation.
Lorsque le rayon de courbure est grand et que l'angle de flexion est faible, le degré de déformation est minimal et la couche neutre est proche du centre de l'épaisseur de la tôle.
Inversement, lorsque le rayon de courbure diminue et que le angle de flexion augmente, le degré de déformation augmente et la position de la couche neutre se déplace progressivement vers l'intérieur du centre de flexion.
La distance entre la couche neutre et l'intérieur de la feuille est représentée par λ.
Formule de base pour le calcul de l'expansion :
Longueur d'expansion = couche intérieure + couche intérieure + montant de la compensation
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
N'avez-vous jamais pensé que le pliage de la tôle pouvait être aussi complexe ? Le pliage fermé, une technique essentielle dans le traitement des tôles, fait appel à des méthodes spécialisées pour réaliser des pliages précis et durables sans faire appel à un professionnel....
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Vous êtes-vous déjà demandé comment les concepteurs de tôles assurent la précision de leurs dessins ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la conception de tôles et explorer...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Faites passer votre entreprise à la vitesse supérieure