Choix des matériaux de soudage pour l'acier inoxydable : Conseils d'experts
L'effet des quatre types d'acier inoxydable et des éléments d'alliage Il existe quatre types d'acier inoxydable : l'acier inoxydable austénitique, l'acier inoxydable martensitique, l'acier inoxydable ferritique et l'acier inoxydable duplex (comme le montre le tableau 1). Tableau 1 Types d'acier inoxydable et teneur en Cr et Ni Types Cr/% Ni/% Grade Austénite 16-30 8-40 200,300 Martensite 11-18 0-5 403,410,416,420 Ferrite [...]
Ceci est basé sur la structure métallographique de l'acier inoxydable à température ambiante. Lorsque l'on chauffe l'acier doux à 1550°F, sa structure se transforme d'une phase ferrite en une phase austénite phase. Lors du refroidissement, la structure de l'acier à faible teneur en carbone redevient de la ferrite.
La structure austénitique à haute température n'est pas magnétique et présente une résistance plus faible mais une meilleure ténacité que la structure ferritique à température ambiante.
Si la teneur en chrome (Cr) de l'acier est supérieure à 16%, la structure de la ferrite à température ambiante est stabilisée, ce qui permet à l'acier de rester à l'état de ferrite dans toutes les plages de température. Cette structure de ferrite est stabilisée à la température ambiante. type d'acier est appelé acier inoxydable ferritique.
Si la teneur en Cr est supérieure à 17% et la teneur en nickel (Ni) supérieure à 7%, la phase austénitique est stabilisée, ce qui permet à l'acier de rester à l'état d'austénite à partir de basses températures jusqu'à proximité de son point de fusion. Ce type d'acier est appelé acier inoxydable austénitique et est généralement désigné sous le nom de type "Cr-Ni". Les aciers martensitiques et aciers inoxydables ferritiques sont de type "Cr".
Éléments en acier inoxydable et les métaux d'apport peuvent être classés comme formant de l'austénite ou de la ferrite. Les principaux éléments formant l'austénite sont le Ni, le carbone (C), le manganèse (Mn) et l'azote (N), tandis que les principaux éléments formant la ferrite sont le Cr, le silicium (Si), le molybdène (Mo) et le niobium (Nb). La teneur en éléments peut être ajustée pour contrôler la teneur en ferrite dans la soudure.
L'acier inoxydable austénitique est plus facile à souder et présente de meilleures caractéristiques. qualité du soudage par rapport à l'acier inoxydable contenant moins de 5% Ni. Les joints soudés de l'acier inoxydable austénitique ont une bonne résistance et une bonne ténacité et ne nécessitent généralement pas de préchauffage ou de traitement thermique après soudage.
Dans le domaine du soudage de l'acier inoxydable, l'acier inoxydable austénitique représente 80% de la quantité totale d'acier inoxydable utilisée, c'est pourquoi cet article se concentre sur le soudage de l'acier inoxydable austénitique.
Comment choisir les bons matériaux de soudage pour l'acier inoxydable ?
Lorsque vous soudez le même matériau de base, il est important de faire correspondre le matériau de base au matériau de soudage. Par exemple, lorsque vous soudez de l'acier inoxydable 310 ou 316, vous devez utiliser le matériau de soudage correspondant.
Dans le cas de matériaux dissemblables, il est recommandé de choisir un métal de base à forte teneur en éléments d'alliage. Par exemple, pour le soudage de l'acier inoxydable 304 et 316, il convient de choisir des consommables de soudage de type 316.
Toutefois, il existe des exceptions au principe d'adaptation du matériau de base. Dans ce cas, il est important de consulter un soudeur. sélection des matériaux tableau. Par exemple, bien que l'acier inoxydable de type 304 soit un matériau de base courant, il n'existe pas d'électrode 304.
Si vous souhaitez faire correspondre le matériau de soudage au matériau de base, comment choisir le matériau de soudage pour souder l'acier inoxydable 304 ?
Lors du soudage de l'acier inoxydable 304, il est recommandé d'utiliser du matériel de soudage de type 308, car les éléments supplémentaires de l'acier inoxydable 308 peuvent stabiliser efficacement la zone de soudure. Le type 308L est également une alternative acceptable. Le "L" de 308L signifie "low" (faible). teneur en carboneL'acier inoxydable 308 a une teneur en carbone inférieure ou égale à 0,03%. En comparaison, l'acier inoxydable 308 standard peut contenir jusqu'à 0,08% de carbone.
Type L matériaux de soudageLes matériaux de soudage de type L, tels que le 308L, appartiennent au même type que les matériaux de soudage de type non L, mais présentent l'avantage d'avoir une teneur en carbone plus faible, ce qui réduit le risque de corrosion intergranulaire (figure 1).
On pense que l'utilisation des consommables de soudage de type L va augmenter, car les fabricants s'efforcent d'améliorer la qualité de leurs produits.
Figure 1 L'utilisation de matériaux de soudage en forme de L peut réduire la tendance à la corrosion intergranulaire.
Les fabricants qui utilisent la méthode de soudage GMAW peuvent envisager d'utiliser des matériaux de soudage de type 3XXSi, car l'ajout de silicium (Si) peut améliorer la mouillabilité (figure 2).
Lorsque l'élément soudé présente un renflement important ou que le bain de soudure est mal connecté au niveau du bord de la soudure d'angle ou de la soudure à recouvrement, l'utilisation d'un matériau contenant du Si soudage sous protection gazeuse peut améliorer la mouillabilité et augmenter la vitesse de dépôt.
Dans le soudage GMAW, pour améliorer la mouillabilité du matériau de soudage, il est possible d'utiliser un fil de soudage contenant du Si, tel que 308L Si ou 316L Si (figure 2).
En ce qui concerne la précipitation du carbure, un matériau de soudage de type 347 contenant une petite quantité de niobium (Nb) peut être choisi comme solution.
Comment souder l'acier inoxydable et l'acier au carbone ?
Pour réduire les coûts, certaines pièces structurelles peuvent être recouvertes d'une couche résistante à la corrosion. soudage de l'acier au carbone.
Lors du soudage d'alliages de base sans éléments d'alliage et d'alliages de base avec éléments d'alliage, un alliage de soudure avec une teneur en alliage plus élevée est utilisé pour équilibrer le taux de dilution dans la soudure.
Lors du soudage de l'acier au carbone avec l'acier inoxydable 304 ou 316, ainsi qu'avec d'autres aciers inoxydables dissemblables (tableau 2), les consommables de soudage 309L sont couramment utilisés. Si une teneur plus élevée en chrome (Cr) est souhaitée, le type 312 est utilisé.
Tableau 2 Les aciers inoxydables à forte teneur en alliage 309L et 312 conviennent au soudage de l'acier inoxydable et de l'acier au carbone.
Ni
Si
C
Mn
Cr
FN WRC-92
N
Mo
309L
13.4
0.4
0.02
1.8
23.2
10
0.05
0.1
312
8.8
0.4
0.1
1.6
30.7
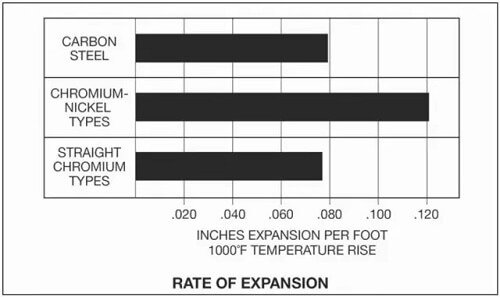
Il est important de noter que le taux de dilatation thermique de l'acier inoxydable austénitique est 50% plus élevé que celui de l'acier au carbone.
Pendant le soudage, la différence de taux de dilatation thermique peut se traduire par stress interne et provoquer des fissures.
Pour atténuer ce problème, il est nécessaire de sélectionner le matériau de soudage approprié ou de spécifier la méthode de soudage appropriée. processus de soudage (Figure 3).
La figure 3 met en évidence la nécessité d'une compensation plus importante lors du soudage de l'acier au carbone et de l'acier inoxydable en raison de la déformation due à la déformation par gauchissement causée par leurs taux de dilatation thermique différents.
Qu'est-ce qu'une opération de nettoyage avant soudage appropriée ?
Lors du soudage d'autres matériaux, il est essentiel de nettoyer d'abord la zone à l'aide d'un solvant sans chlorure afin d'éliminer l'huile, les marques et la poussière. L'une des principales considérations lors du soudage de l'acier inoxydable est d'éviter la contamination par l'acier au carbone, qui peut compromettre la résistance à la corrosion. Pour éviter la contamination croisée, certaines entreprises stockent l'acier inoxydable et l'acier au carbone séparément.
Lors du nettoyage de la zone autour de la rainure, utilisez un disque de ponçage et une brosse spécialement conçus pour l'acier inoxydable. Dans certains cas, un second nettoyage du joint peut s'avérer nécessaire. La compensation de l'électrode étant plus difficile à réaliser lors du soudage de l'acier inoxydable que de l'acier au carbone, il est essentiel de nettoyer correctement le joint.
Quelle est l'opération correcte de nettoyage après soudage ? Pourquoi les soudures en acier inoxydable rouillent-elles ?
Tout d'abord, il convient de noter que l'acier inoxydable ne rouille pas en raison de la couche d'oxyde protectrice formée par la réaction entre le chrome (Cr) et l'oxygène (O).
Cependant, l'acier inoxydable peut rouiller en raison de la précipitation du carbure et de l'échauffement pendant le processus de soudage, ce qui entraîne la formation d'oxydes de fer à la surface de l'élément soudé. En outre, une soudure apparemment parfaite peut entraîner des contre-dépouilles dans les zones rouillées aux limites de la soudure. zone affectée thermiquement dans les 24 heures.
Pour régénérer de nouveaux oxydes de chrome et éviter la rouille, il est nécessaire de polir, décaper, poncer ou frotter l'acier inoxydable après le soudage. Il est important de noter que le papier de verre et la brosse utilisés doivent être spécifiques à l'acier inoxydable.
Pourquoi le fil de soudure en acier inoxydable est-il magnétique ?
L'acier inoxydable austénitique est de nature non magnétique. Cependant, les températures élevées pendant le soudage peuvent entraîner la croissance de grains dans la structure, ce qui augmente la sensibilité aux fissures après le soudage.
Pour atténuer la vulnérabilité aux fissures à chaud, les fabricants de matériaux de soudage ajoutent des éléments formant de la ferrite au matériau de soudage (figure 4). La présence d'une phase de ferrite contribue à affiner les grains d'austénite, augmentant ainsi la résistance aux fissures.
Fig.4
La figure 4 illustre l'utilisation de la ferrite pour prévenir la fissuration à chaud dans les matériaux de soudage austénitiques. La plupart des matériaux de soudage austénitiques contiennent une petite quantité de ferrite, comme le montre l'image du consommable de soudage 309L, où la phase de ferrite (partie grise) est répartie dans la matrice d'austénite.
Le métal austénitique soudé n'est pas attiré par un aimant, mais une légère force de succion est ressentie lorsqu'un aimant est tenu à proximité. Toutefois, cela a conduit certains utilisateurs à croire à tort que le produit était mal étiqueté ou que le mauvais matériau de soudage avait été utilisé, en particulier en l'absence d'étiquette sur l'emballage.
La quantité de ferrite dans le consommable dépend de la température de service de l'application. Par exemple, une quantité excessive de ferrite peut réduire la ténacité à basse température. C'est la raison pour laquelle la teneur en ferrite du consommable dépend de la température de service de l'application. nombre de ferrites des matériaux de soudage de type 308 utilisés pour les pipelines de GNL est compris entre 3 et 6, tandis que l'indice de ferrite des matériaux de soudage de type 308 standard est de 8.
En conclusion, bien que les consommables puissent sembler similaires, de petites différences de composition peuvent avoir un impact significatif.
Comment souder plus facilement l'acier inoxydable duplex ?
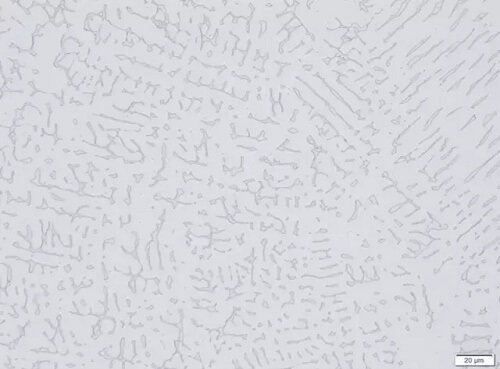
Généralement, la structure de l'acier inoxydable duplex est composée d'environ 50% de phase austénite et 50% de phase ferrite. La phase ferrite contribue à améliorer la solidité et la résistance à la corrosion sous contrainte, tandis que la phase austénite améliore la ténacité. La combinaison de ces deux phases permet à l'acier inoxydable duplex d'être encore plus performant (figure 5).
La gamme des aciers inoxydables duplex est assez large, le 2205 étant le type le plus courant. Le 2205 contient 22% de chrome, 5% de nickel, 3% de molybdène et 0,15% d'azote.
Figure 5 L'acier inoxydable duplex combine les avantages de la ferrite et de l'austénite.
L'image montre la structure de soudure biphasée de la phase austénitique (partie blanche) répartie dans la matrice de ferrite. Cependant, des quantités excessives de ferrite peuvent poser des problèmes lors du soudage d'aciers inoxydables duplex, car la chaleur de l'arc peut entraîner un réarrangement des atomes de la matrice de ferrite.
Pour résoudre ce problème, les consommables de soudage doivent fournir davantage d'éléments formant de l'austénite, ce qui correspond généralement à une teneur en nickel supérieure de 2-4% à celle du métal de base. Par exemple, le fil fourré utilisé pour le soudage de l'acier inoxydable 2205 contient 8,85% de nickel. Après le soudage, la teneur en ferrite de la soudure est généralement comprise entre 25 et 55% (et peut être encore plus élevée).
Il est important de noter que la vitesse de refroidissement après le soudage doit être suffisamment lente pour permettre la reformation de l'austénite, mais pas trop lente, car cela peut entraîner la précipitation d'une phase intermétallique. De même, un refroidissement trop rapide peut entraîner un excès de ferrite dans la zone affectée thermiquement.
Pour obtenir les meilleurs résultats, il convient de toujours respecter la procédure de soudage et les règles de soudage. sélection des matériaux manuel fourni par le fabricant.
Comment contrôler la précipitation des carbures dans l'acier inoxydable austénitique ?
À des températures comprises entre 800 et 1600 °F, si la teneur en carbone dépasse 0,02%, le carbone (C) se diffuse et migre vers les joints de grains de l'austénite et réagit avec le chrome (Cr) pour former des carbures de chrome.
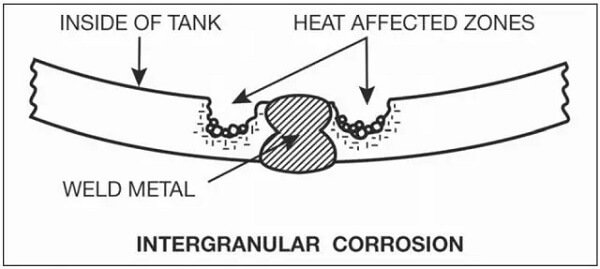
Si trop de chrome est fixé par le carbone, la résistance à la corrosion diminue, ce qui conduit à corrosion intergranulaire s'il est exposé à un environnement corrosif. Cette corrosion entraîne l'érosion des joints de grains (figure 6).
La figure 6 illustre la corrosion intergranulaire qui s'est produite dans le chaleur de soudage zone affectée d'un réservoir d'eau rempli d'un milieu corrosif. Pour réduire la probabilité de précipitation de carbure et améliorer la résistance à la corrosion, il est possible d'utiliser des matériaux de soudage à faible teneur en carbone ou spécialement alliés.
Pour contrôler la précipitation du carbure, un matériau de soudage à faible teneur en carbone est utilisé pour s'assurer que la teneur en carbone du métal soudé est aussi faible que possible, jusqu'à 0,04%. En outre, l'ajout d'éléments Nb et Ti peut également fixer le carbone, car ces éléments ont une plus grande affinité pour le carbone que le chrome. Les consommables de type 347 sont spécifiquement conçus à cet effet.
Comment se préparer à la sélection des matériaux de soudage ?
Pour sélectionner l'option appropriée soudage de l'acier inoxydable Il est important de recueillir des informations sur l'application finale de l'élément soudé. Cela inclut des détails sur l'environnement de service, tels que la température de service, la présence d'un milieu corrosif et le niveau souhaité de résistance à la corrosion, ainsi que la durée de vie prévue.
Informations sur les propriétés mécaniques requises dans les conditions de service, telles que la résistance, la ténacité, la plasticité et l'élasticité. propriétés de fatigueest également important.
La plupart des grands fabricants de matériaux de soudage fournissent des manuels d'instructions pour la sélection des matériaux. Il est fortement recommandé de se référer à ces manuels ou de consulter les experts techniques du fabricant pour obtenir de l'aide dans le choix du bon matériau de soudage. Cela permettra de s'assurer que le bon matériau est sélectionné en fonction de l'application et des exigences spécifiques.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure