Améliorer la précision de la machine à plier à usage intensif : Conseils d'experts
1. Contexte du projet La presse plieuse de 12 mètres fabrique principalement des composants automobiles tels que des poutres longitudinales, des poutres auxiliaires, des traverses épaissies de plaques de connexion, ainsi que des produits nouveaux, expérimentaux et de forme spéciale, et des connecteurs super longs et ultra épais. Il existe 8 options d'épaisseur, allant de 3 mm à 10 mm. La machine présente 263 spécifications et [...]
La presse plieuse de 12 mètres fabrique principalement des composants automobiles tels que des poutres longitudinales, des poutres auxiliaires, des traverses épaissies de plaques de connexion, ainsi que des produits nouveaux, expérimentaux et de forme spéciale, et des connecteurs super longs et ultra-épais.
Il existe 8 options d'épaisseur, allant de 3 mm à 10 mm.
La machine possède 263 spécifications et 554 variétés, avec une production mensuelle moyenne de 272 variétés.
La demande de véhicules lourds ne cessant d'augmenter, la production de petits et de multiples lots s'est accrue. Toutefois, le cycle de production des presse plieuse n'est pas en mesure de répondre à ces demandes, ce qui entraîne un cycle d'approvisionnement prolongé en raison d'ajustements fréquents.
2. Les principales lacunes
2.1 Mauvaise précision de l'ajustement
Le bloc de positionnement fixe est utilisé dans le mécanisme de réglage et de positionnement du système.
Si le bloc de positionnement est endommagé, déformé ou usé au fil du temps, les quatre points de positionnement de la machine individuelle seront désalignés.
Afin de permettre des ajustements répétés et des essais de moulage, il est nécessaire d'ajouter un joint et une plaque d'insertion.
2.2 Faible fiabilité
La force d'impact générée par les grandes composantes de flexion sur le bloc de positionnement est substantielle, ce qui entraîne une perte de poids. boulons de fixation le bloc de positionnement se détache, la plaque d'insertion se déplace et l'écart de positionnement dépasse 2 mm, ce qui entraîne un écart dans les dimensions formées.
Pour garantir des dimensions de pliage précises, il est nécessaire d'ajuster et de fixer le point de positionnement à deux reprises.
2.3 Cycle de production prolongé
Les ajustements fréquents requis pour le joint et la plaque d'insertion sont encombrants et prolongent le cycle de production par lots, ce qui rend difficile le respect des délais de livraison.
Pour répondre à ces questions, nous proposons un plan de transformation du système de positionnement à grande échelle. machine de presse plieuse.
3. Schéma de modification
Le mécanisme de réglage de la position de la plaque d'insertion est remplacé par un mécanisme à vis.
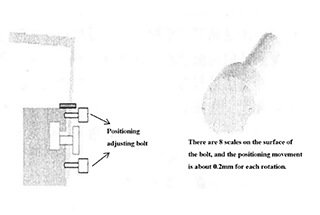
Trois trous sont percés dans la plaque du bloc de positionnement d'origine, et deux d'entre eux sont équipés de boulons réglables, ce qui facilite le débogage et l'installation.
3.1 Principe de fonctionnement du système
Ce dispositif est un dispositif de réglage de précision de l'alimentation, connu sous le nom de dispositif de réglage fileté.
Comme le montre l'illustration ci-dessous, la précision du système est réglée en ajustant les boulons supérieurs et inférieurs.
Instructions pour le réglage du bloc de positionnement : (pour une personne seule)
Utilisez une clé hexagonale pour desserrer le boulon de fixation du bloc de positionnement.
Tenir le bloc de positionnement d'une main pour éviter qu'il ne tourne sur le côté.
Utilisez une clé pour faire tourner les boulons de réglage supérieurs ou inférieurs, ce qui permet de déplacer le bloc de positionnement vers l'avant ou vers l'arrière.
Après le positionnement, serrer le boulon du bloc de positionnement à l'aide de la clé hexagonale.
Le dispositif d'ajustement fileté offre cet avantage majeur dans le processus d'ajustement.
Schéma fonctionnel simplifié du système
3.2 Plan de travail et solutions techniques
NON.
Régime
Projet
Prendre en charge
Mise en œuvre du plan (août)
Confirmer
1er-10ème
13-18ème
Du 20 au 25
1
Conception, fabrication et installation :
Dispositif de réglage de la position du boulonDispositif de limitation du boulon
Mesure sur site
____
08.02
OK
Conception graphique
____
08.07
OK
Usinage
____
08.09
OK
2
Installation et débogage
____
08.09
OK
Suivi des effets
____
08.13-08.25
OK
Pendant les périodes d'arrêt, nous améliorons la précision du positionnement de la grande cintreuse sans affecter la production.
Pour accomplir cette tâche en peu de temps, nous commençons par nous familiariser avec la structure de positionnement de l'équipement, nous retirons tous les dispositifs qui doivent être remplacés, nous installons le nouveau dispositif de réglage du bloc de positionnement, puis nous effectuons le débogage nécessaire.
Nous employons une stratégie de préparation technique à l'avance, en utilisant des opérations parallèles multicanaux et interfonctionnelles. Les travaux d'installation et de mise au point peuvent être achevés en une semaine, ce qui permet de mettre l'équipement en service et de raccourcir le temps de transformation tout en assurant la production.
4. Bénéfice économique et effet après utilisation
Le temps d'ajustement du bloc de positionnement a été réduit de 64 minutes à 22 minutes par jour. Il en résulte une diminution quotidienne moyenne de 42 minutes, calculée sur 23 jours ouvrables par mois. Cela équivaut à une diminution totale de 966 minutes, soit une augmentation de 2,01 équipes de travail. La réduction du temps d'ajustement permettra de réaliser 26 espèces supplémentaires, ce qui garantira que la livraison des pièces ne sera pas affectée.
5. Dernières réflexions
L'application des nouvelles technologies, des nouveaux matériaux et des nouvelles techniques à la modernisation des anciens équipements offre des perspectives prometteuses. Notre entreprise est confrontée aux défis de la concurrence économique mondiale et bon nombre de nos équipements existants doivent être modernisés. Ce processus peut permettre à l'entreprise d'économiser des sommes considérables, d'améliorer les conditions de travail des employés, d'accroître la précision et l'efficacité du traitement, d'économiser l'énergie et de réduire les taux de défaillance des équipements.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure