Vous êtes-vous déjà demandé comment former des arcs de cercle précis dans la tôle ? Cet article décrit le processus, que vous travailliez avec de petits ou de grands rayons. Vous découvrirez les outils, les techniques et les étapes nécessaires pour obtenir des résultats de haute qualité. À la fin de l'article, vous saurez clairement comment créer des arcs parfaits, ce qui vous permettra d'améliorer vos compétences et votre efficacité dans le domaine du travail des métaux. Plongez dans ce cours pour découvrir les méthodes clés et les meilleures pratiques de fabrication d'arcs en tôle.
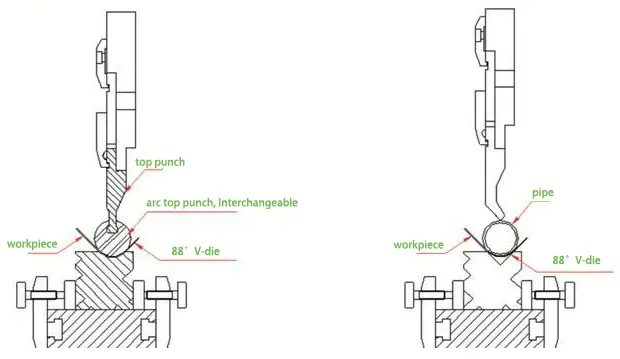
Si le rayon de courbure des pièces en arc est inférieur à R30, elles peuvent généralement être pliées directement à l'aide d'un moule de pliage à plaque circulaire (comme illustré à la figure 1).
Figure 1
Lorsque le moule supérieur est fixé, il est recommandé d'utiliser la méthode de fixation du moule supérieur illustrée dans la figure, car elle facilite le démontage. Cette méthode permet également de réduire les coûts lors de l'ajout de nouveaux moules.
Les produits issus de ce processus sont d'une grande précision et d'une taille exacte, ce qui les rend adaptés à la précision à grande échelle. tôle pièces.
Pour les pièces en arc dont le rayon est inférieur à R30 et sans exigence stricte en matière de tolérance dimensionnelle, un tube rond d'un diamètre égal à l'arc de la pièce de tôle peut être placé directement sur la surface de la plaque métallique. Le filière inférieure peut alors utiliser une rainure en V d'une largeur supérieure au diamètre de l'arc, comme le montre la figure 2.
L'utilisation d'un poinçon supérieur de cintrage commun pour presser le tube rond sur la tôle permet d'obtenir le formage souhaité.
Rayon > R30
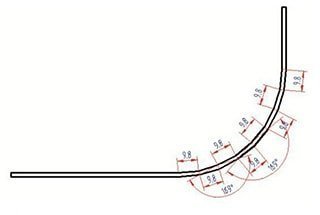
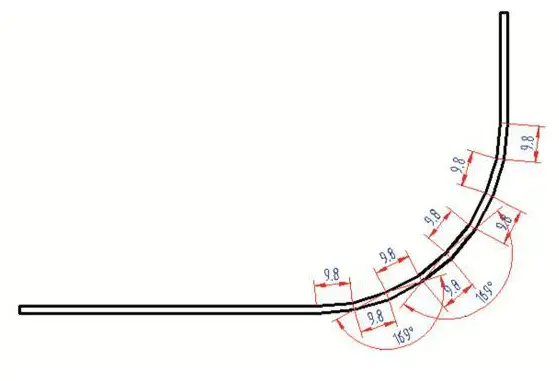
Pour les tôles en arc dont le rayon est supérieur à R30, l'arc du segment peut être déplié et le nombre de temps de pliage nécessaires peut être calculé en fonction de la taille pour obtenir la forme souhaitée. Cela permet de calculer la taille de positionnement pour chaque pliage.
Ensuite, l'angle de chaque coude peut être calculé sur la base de la relation entre l'angle total de l'arc et le nombre total de coudes.
Lors de la fabrication de pièces en tôle à l'aide de ce procédé, un plus grand nombre de courbes pour une même taille d'arc donne de meilleurs résultats et une surface plus lisse.
Lors du cintrage de ces produits, le point de départ de la course du coulisseau de la cintreuse peut être ajusté pour augmenter la vitesse de cintrage.
La pièce terminée est illustrée dans la figure ci-dessous :
Figure 2
Pour en savoir plus sur l'obtention de grands rayons dans les pièces de tôle, vous pouvez lire un article sur le sujet. flexion des bosses.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
N'avez-vous jamais pensé que le pliage de la tôle pouvait être aussi complexe ? Le pliage fermé, une technique essentielle dans le traitement des tôles, fait appel à des méthodes spécialisées pour réaliser des pliages précis et durables sans faire appel à un professionnel....
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Faites passer votre entreprise à la vitesse supérieure