Apprendre à souder le cuivre et l'acier inoxydable
Vous êtes-vous déjà demandé comment souder ensemble deux des métaux les plus difficiles à souder, le cuivre et l'acier inoxydable ? Cet article présente les complexités du soudage de ces métaux dissemblables, en abordant les techniques clés et les conseils pour éviter les problèmes courants tels que les fissures de pénétration. Découvrez les meilleures méthodes de soudage, les matériaux d'apport appropriés et les paramètres du processus pour obtenir une soudure solide et sans défaut. Plongez dans les spécificités du soudage manuel à l'arc, du soudage à l'arc submergé, du soudage TIG, du soudage au gaz et du brasage, pour une compréhension complète de l'ensemble du processus.
Le soudage du cuivre à l'acier inoxydable est un processus critique mais difficile dans la métallurgie moderne, principalement en raison du risque inhérent de fissuration par pénétration du cuivre. Ce phénomène, également connu sous le nom de fragilisation par le métal liquide (LME), se produit lorsque le cuivre fondu s'infiltre dans les limites du grain de l'acier inoxydable, compromettant ainsi l'intégrité structurelle du joint.
Pour atténuer le risque de fissuration par pénétration, il est essentiel d'adopter une double approche :
Optimisation des processus :
Choisir une technique de soudage appropriée qui minimise l'apport de chaleur, telle que le soudage à l'arc sous gaz tungstène pulsé (GTAW) ou le soudage à l'arc sous gaz tungstène avancé (GTAW). soudage au laser des méthodes.
Contrôler avec précision les paramètres de soudage, en particulier l'apport de chaleur et la température d'interpassage, afin de limiter la zone affectée par la chaleur (HAZ) et de réduire la probabilité de migration du cuivre.
Ingénierie des matériaux :
Utiliser des matériaux d'apport spécifiquement conçus pour le soudage de métaux dissemblables, tels que les alliages à base de nickel (par exemple, ERNiCu-7 ou ERNiCrMo-3).
Gérer avec soin la composition du bain de soudure : a) Minimiser les éléments susceptibles de former des eutectiques à faible fusion (par exemple, S, P et O). b) Incorporation d'éléments d'alliage tels que Al, Si, Mn, V, Mo et Ni pour améliorer la métallurgie des soudures et résister à la formation de fissures.
En respectant scrupuleusement ces directives, les fabricants peuvent réduire considérablement le risque de fissuration par pénétration et réaliser des joints robustes et de grande intégrité entre le cuivre et l'acier inoxydable. Cette approche permet non seulement de garantir la solidité de la structure, mais aussi d'optimiser les performances du composant soudé dans des applications exigeantes dans des secteurs tels que la pétrochimie, la production d'énergie et la fabrication de pointe.
Lorsqu'on utilise le soudage manuel à l'arc pour le cuivre et l'acier inoxydable, il est important de garder à l'esprit que le choix d'un matériau austénitique électrode en acier inoxydable peut augmenter la probabilité de fissuration thermique.
C'est pourquoi il est conseillé de choisir un cuivre nickelé. baguette de soudure (70% nickel et 30% cuivre), ou une électrode en alliage à base de nickel. Une autre solution consiste à utiliser une électrode soudage du cuivre (T237).
Pendant le processus de soudage, il est recommandé d'adopter une technique de soudage rapide en utilisant un petit diamètre et un faible courant, sans faire osciller l'arc. L'arc doit également être incliné vers le côté cuivre pour réduire le risque de fissures de pénétration.
Soudage à l'arc submergé
Lors du soudage à l'arc submergé (SAW) du cuivre sur de l'acier inoxydable, les principaux défis consistent à empêcher la formation de fissures et à minimiser la porosité. Ces questions sont particulièrement critiques en raison des propriétés thermiques et mécaniques différentes des matériaux.
Pour atténuer ces problèmes, une préparation méticuleuse de la surface est essentielle. Nettoyez et dégraissez soigneusement les surfaces des pièces soudées et des fils de soudure immédiatement avant le soudage. Cette étape permet d'éliminer les contaminants susceptibles de provoquer des inclusions ou de compromettre l'intégrité de la soudure.
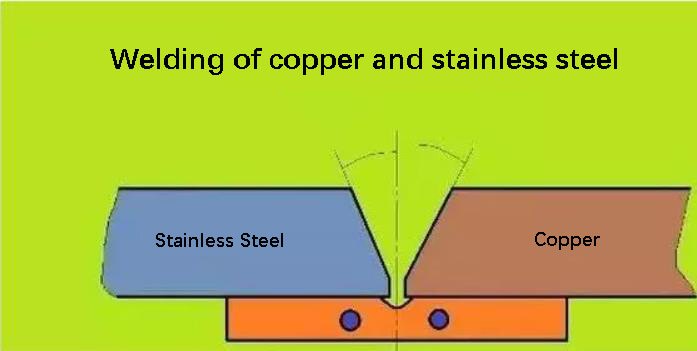
Pour les pièces soudées d'une épaisseur comprise entre 8 et 10 mm, une rainure en V asymétrique de 70° est généralement utilisée. L'angle de la rainure du côté du cuivre est fixé à 40°, tandis que le côté de l'acier inoxydable (1Cr18Ni9Ti) est biseauté à 30°. Cette asymétrie tient compte des différentes conductivités thermiques des matériaux.
Il est recommandé d'utiliser un flux HJ431 ou HJ430. Le flux HJ430 doit être cuit à 200°C pendant 2 heures pour éliminer l'humidité, ce qui est essentiel pour réduire la porosité induite par l'hydrogène. Utiliser un fil de soudure à base de cuivre comme matériau d'apport principal. Pour favoriser une meilleure liaison métallurgique et réduire le risque de fissuration, placez un à trois fils de nickel ou d'alliage nickel-cuivre à des endroits stratégiques dans la rainure. Ces fils agissent comme une couche de transition entre les métaux dissemblables.
Pour assurer une pénétration et une fusion adéquates, utiliser des niveaux d'énergie de soudage plus élevés que ceux généralement utilisés pour le soudage de métaux similaires. Utiliser une barre d'appui en cuivre refroidie à l'eau pour contrôler l'apport de chaleur et éviter une fusion excessive du matériau de base en cuivre. Positionner le fil de soudage de manière à favoriser le côté cuivre, à environ 5 à 6 mm de l'axe de la rainure. Cette technique compense la conductivité thermique plus élevée du cuivre et favorise une distribution plus uniforme de la chaleur dans le joint.
Surveillez et contrôlez attentivement la température d'interpassage afin de gérer les contraintes thermiques et d'éviter les fissures à chaud. Un traitement thermique après soudage peut s'avérer nécessaire pour soulager les contraintes résiduelles et optimiser les propriétés mécaniques du joint soudé.
Paramètres du processus de soudage à l'arc submergé du cuivre pur et de l'acier inoxydable
Le soudage TIG permet de réaliser des joints de haute qualité lors de l'assemblage du cuivre, des alliages de cuivre et de l'acier inoxydable. Toutefois, pour obtenir des résultats optimaux, il faut maîtriser des techniques spécifiques. Les principales configurations de joints sont les joints bout à bout et les joints d'angle dans une rainure. Pour le soudage de métaux dissemblables, il est recommandé de préparer une demi-gorge en V du côté de l'acier inoxydable tout en laissant le côté du cuivre à l'équerre.
Avant de procéder au soudage, il est essentiel de bien préparer la surface. Nettoyez les surfaces de la pièce à souder et appliquez un flux spécialisé (70% H3BO3, 21% Na2B4O2, 9% CaF2) à l'avant et à l'arrière du joint. Laisser le flux sécher complètement avant d'entamer le processus de soudage.
Le choix du métal d'apport est essentiel à la réussite du soudage de métaux dissemblables. Les options préférées comprennent l'alliage Monel (70% Ni, 30% Cu) ou les alliages de cuivre contenant du silicium et de l'aluminium, tels que HS221, QAI9-2, QAI9-4, QSi3-1, ou QSn4-3. Ces métaux d'apport améliorent la soudabilité et les propriétés mécaniques du joint.
Pendant le soudage TIG, un positionnement précis de l'arc est essentiel. Orientez l'arc de tungstène vers le côté cuivre, en maintenant un décalage de 5 à 8 mm par rapport à l'axe de la rainure. Cette technique permet de contrôler la fusion de l'acier inoxydable, réduisant ainsi le risque de formation de composés intermétalliques.
Le processus de soudage utilise généralement des fils d'apport en cuivre, en cuivre-nickel ou en aluminium-bronze. Ces matériaux améliorent les propriétés mécaniques du métal soudé et réduisent le risque de fissuration par pénétration du cuivre. La technique du cordon droit sans oscillation est généralement préférée, avec des vitesses de déplacement élevées pour minimiser l'apport de chaleur.
Lors de la mise en œuvre d'un procédé hybride de soudage à l'arc sous argon et de brasage, il convient de minimiser la fusion du côté de l'acier inoxydable. Cette approche crée une connexion brasée sur l'interface en acier inoxydable et un joint soudé par fusion du côté du cuivre, optimisant ainsi la compatibilité métallurgique entre les métaux dissemblables.
Reportez-vous à la figure ci-jointe pour connaître les paramètres spécifiques du processus de soudage TIG du laiton sur l'acier inoxydable. Ces paramètres servent de point de départ et peuvent nécessiter un réglage précis en fonction de l'épaisseur du matériau, de la conception du joint et de la composition d'alliages spécifiques.
Soudage TIG du laiton H62Sn-1 et de l'acier inoxydable 1Cr18Ni9Ti
Épaisseur de la soudure mm
Diamètre de l'électrode en tungstène mm
Longueur d'extension de l'électrode en tungstène
Diamètre de la buse mm
Courant de soudage a
Débit d'argon L / min
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Soudage au gaz
Le soudage au gaz, lorsqu'il est appliqué au cuivre et à l'acier inoxydable, présente des défis uniques en raison de la température inférieure de la flamme par rapport aux procédés de soudage à l'arc. Cette différence de température peut entraîner plusieurs complications :
Fusion inégale : La disparité des points de fusion entre le cuivre (1084°C) et l'acier inoxydable (1400-1450°C) peut entraîner une fusion non uniforme des métaux de base.
Extension de la zone affectée par la chaleur (ZAT) : L'application prolongée de la chaleur nécessaire à la fusion des deux matériaux entraîne une zone affectée par la chaleur plus large, ce qui peut modifier la microstructure et les propriétés des métaux de base.
Déformation accrue : La période de chauffage prolongée peut provoquer une dilatation thermique et une contraction ultérieure, ce qui entraîne une déformation des composants soudés.
Risque de non-fusion : Une pénétration inadéquate de la chaleur ou une mauvaise sélection du métal d'apport peut entraîner un manque de fusion entre les métaux de base et le matériau d'apport.
Pour relever ces défis, il est essentiel de bien choisir le métal d'apport. Pour assembler du cuivre pur à de l'acier inoxydable 18-8, on utilise couramment des fils de soudure en alliage cuivre-zinc tels que HSCuZn-2 (60% Cu, 40% Zn), HSCuZn3 (59% Cu, 41% Zn) ou HSCuZnNi (54-56% Cu, 43,5-45,5% Zn, 0,5-1,5% Ni). Ces métaux d'apport offrent un équilibre entre la solidité, la résistance à la corrosion et la compatibilité avec les deux métaux de base.
Pour le soudage à la flamme neutre, la poudre de soudage 301 (généralement un mélange de borax, d'acide borique et d'autres agents fondants) ou le borax pur peut être utilisé comme fondant pour protéger le bain de soudure de l'oxydation et améliorer les caractéristiques de mouillage.
Lorsqu'il s'agit de soudures plus longues, une technique permettant d'atténuer l'écart d'apport de chaleur consiste à déposer une couche de laiton sur la surface de la rainure du côté en acier inoxydable avant le soudage. Cette couche intermédiaire sert de tampon thermique et contribue à égaliser la répartition de la chaleur entre les deux métaux dissemblables au cours du processus de soudage.
Pour optimiser le soudage au gaz du cuivre sur l'acier inoxydable, il convient de tenir compte des meilleures pratiques suivantes :
Utiliser une flamme légèrement oxydante pour compenser la conductivité thermique élevée du cuivre.
Préchauffer les pièces pour réduire le gradient de température et minimiser les déformations.
Utiliser une conception appropriée des joints pour assurer une distribution et une pénétration adéquates de la chaleur.
Utiliser des techniques de soudage intermittent pour gérer l'apport de chaleur et réduire la distorsion globale.
Un traitement thermique après soudage peut être nécessaire pour réduire les contraintes résiduelles et optimiser les propriétés du joint.
Brasage
Lors du brasage du cuivre sur l'acier inoxydable, les brasures à base d'argent sont principalement utilisées en raison de leurs excellentes propriétés de mouillage et de leurs points de fusion plus bas. Les alliages les plus courants sont le HL302 (56% Ag), le HL309 (50% Ag) et le HL312 (45% Ag), chacun offrant des avantages spécifiques en fonction des exigences de l'application. Le processus de brasage suit des principes généraux mais nécessite une attention particulière au contrôle de la température et à la distribution de la chaleur.
Les éléments clés à prendre en compte pour le brasage cuivre-inox sont les suivants :
Conception du joint : Veiller à ce que l'ajustement et le jeu soient corrects (généralement de 0,002″ à 0,005″) pour faciliter l'action capillaire du métal d'apport en fusion.
Préparation de la surface : Nettoyer soigneusement les deux métaux pour éliminer les oxydes et les contaminants. Pour l'acier inoxydable, un flux doux peut être nécessaire pour briser la couche d'oxyde de chrome.
Contrôle de la température : Pour réussir, il est essentiel de maintenir la température de brasage dans la plage étroite entre le liquidus du métal d'apport et le solidus des métaux de base. Pour la plupart des brasures à base d'argent, cette plage se situe généralement entre 620°C et 760°C (1150°F et 1400°F).
Application de la chaleur : Comme indiqué, la source de chaleur doit être orientée vers le côté cuivre pendant le chauffage. En effet, la conductivité thermique du cuivre est supérieure à celle de l'acier inoxydable. L'application de la chaleur principalement sur le cuivre assure un chauffage plus uniforme des deux matériaux, évitant ainsi une surchauffe localisée de l'acier inoxydable qui pourrait entraîner une sensibilisation ou une déformation.
Vitesse de refroidissement : Contrôler la vitesse de refroidissement pour minimiser les contraintes thermiques, ce qui est particulièrement important pour les assemblages de grande taille ou lors de l'assemblage de métaux dissemblables ayant des coefficients de dilatation thermique différents.
Nettoyage après brasage : Enlever les résidus de flux pour éviter la corrosion, particulièrement important dans les environnements corrosifs ou les applications de haute pureté.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Vous êtes-vous déjà demandé comment souder efficacement différents types d'acier inoxydable ? Cet article se penche sur les méthodes de soudage spécialisées pour l'acier inoxydable martensitique et duplex, en détaillant les défis...
Le soudage de l'acier inoxydable exige de la précision pour éviter les défauts tels que la fissuration et la corrosion. Connaissez-vous les étapes essentielles pour garantir une soudure parfaite ? Cet article présente huit précautions essentielles,...
Comment le soudage de l'acier au carbone peut-il être à la fois une pratique courante et un défi complexe ? Ce guide explore le monde complexe du soudage de l'acier au carbone, couvrant les types d'acier au carbone, leurs...
Faites passer votre entreprise à la vitesse supérieure