1. Introduction
Qu'est-ce que le bombage à la presse ?
Les Pliage de tôles CNC est un équipement essentiel dans le traitement de la tôle, car sa précision de travail influe directement sur la précision du pliage final.
Au cours de la processus de pliageLa force maximale aux deux extrémités du coulisseau entraîne une force de réaction sur la plaque qui provoque une déformation concave sur la surface inférieure du coulisseau. Cette déformation est la plus importante dans la partie centrale du coulisseau.
Pour éliminer l'impact négatif de la déformation du coulisseau, il est nécessaire de compenser la déviation. Pour ce faire, on utilise des couronnes hydrauliques ou mécaniques, qui provoquent une déformation élastique vers le haut dans la partie centrale de la table de travail, ce qui compense la déformation du coulisseau et garantit la précision de la surface du joint d'usinage.
Actuellement, la plupart des presse plieuse Dans le monde entier, les fabricants de presses plieuses utilisent des dispositifs de compensation mécanique, tels que Bystronic. En Chine, certains fabricants de presses plieuses utilisent la compensation mécanique, comme Shanghai ACL et YSD, tandis que d'autres utilisent la compensation hydraulique, comme Yangli, JFY et Yawei.
2. Principe de fonctionnement
Cet article explique les principes de fonctionnement de la compensation hydraulique et de la compensation mécanique en prenant pour exemple le système CNC néerlandais DELEM DA6x, car il existe de nombreux types de compensations hydrauliques et mécaniques. Presse plieuse CNC les systèmes de contrôle.
2.1 WPrincipe de fonctionnement de la compensation hydraulique
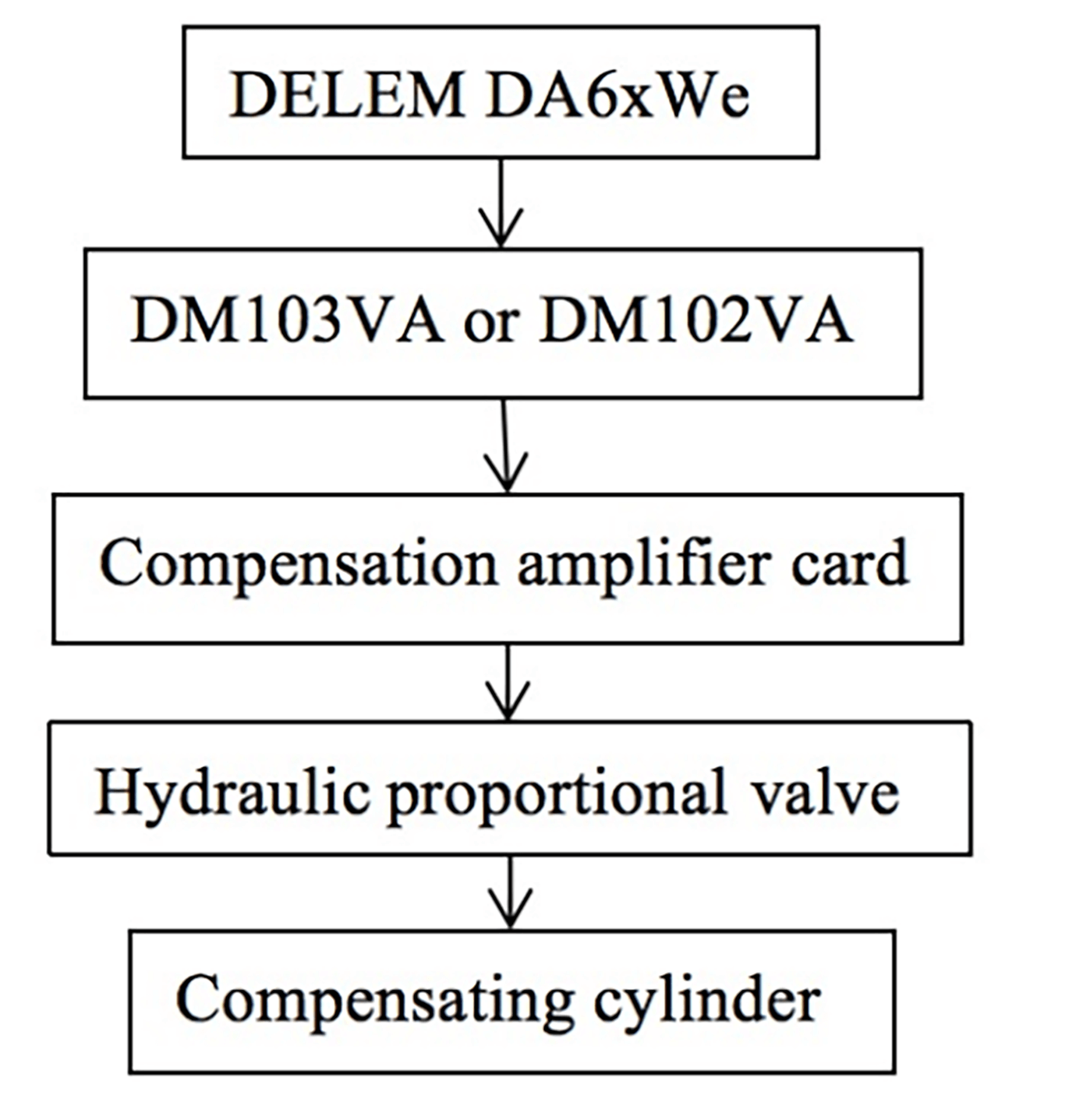
La figure 1 illustre le schéma de commande du système de compensation avec le DELEM DA6x Système CNC et le système hydraulique HO-ERBIGER.
Fig. 1 Schéma fonctionnel du principe de contrôle
La figure 2(a) montre que la table de la vanne proportionnelle hydraulique est constituée de trois plaques de fer, avec une plaque épaisse et deux plaques latérales relativement minces. Sur la figure 2(b), où se trouve le cylindre de compensation, la plaque principale centrale est nettement plus proéminente.
Lors du pliage de la pièce, le système CNC calcule automatiquement la valeur de compensation et ouvre la vanne proportionnelle, permettant à l'huile hydraulique de remplir le cylindre de compensation. Le piston du cylindre de compensation provoque alors une petite déformation élastique vers le haut de la plaque principale centrale, améliorant ainsi la précision de la pièce.
Il convient de noter que la précision de la pièce à usiner dépend également du réglage correct des paramètres internes du système CNC.
Fig. 2 Installation du cylindre de compensation
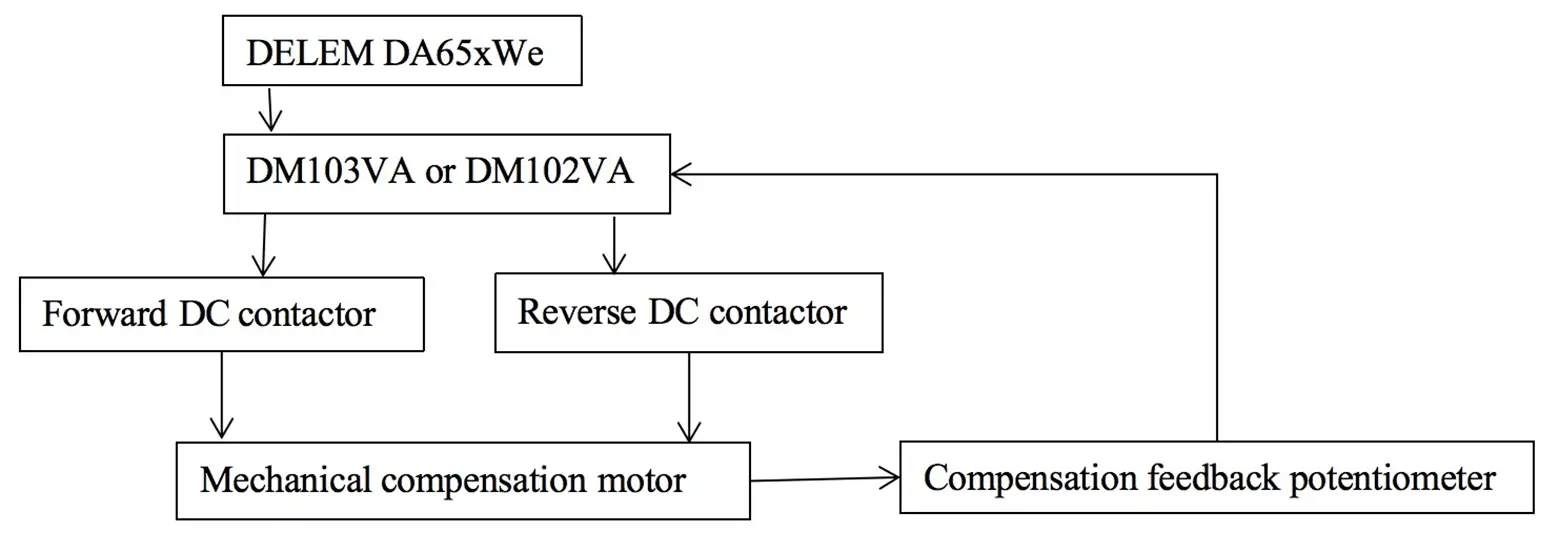
2.2 WPrincipe de fonctionnement de la compensation mécanique (Fig. 3)
Fig. 3 Schéma de principe de la compensation mécanique
Le mécanisme de compensation mécanique se compose d'une plaque de base supérieure et inférieure, ainsi que d'une table de travail, qui sont reliées par des ressorts à disque et des boulons. Les plaques de base supérieure et inférieure sont composées de plusieurs coins avec des pentes variables, comme le montre la figure 4.
Fig. 4 Plaque de base
Comme le montre la figure 4, il existe une différence notable de pente entre les deux extrémités et le milieu des plaques de base supérieure et inférieure, car c'est la partie centrale de la presse plieuse qui nécessite la plus grande compensation de la déformation.
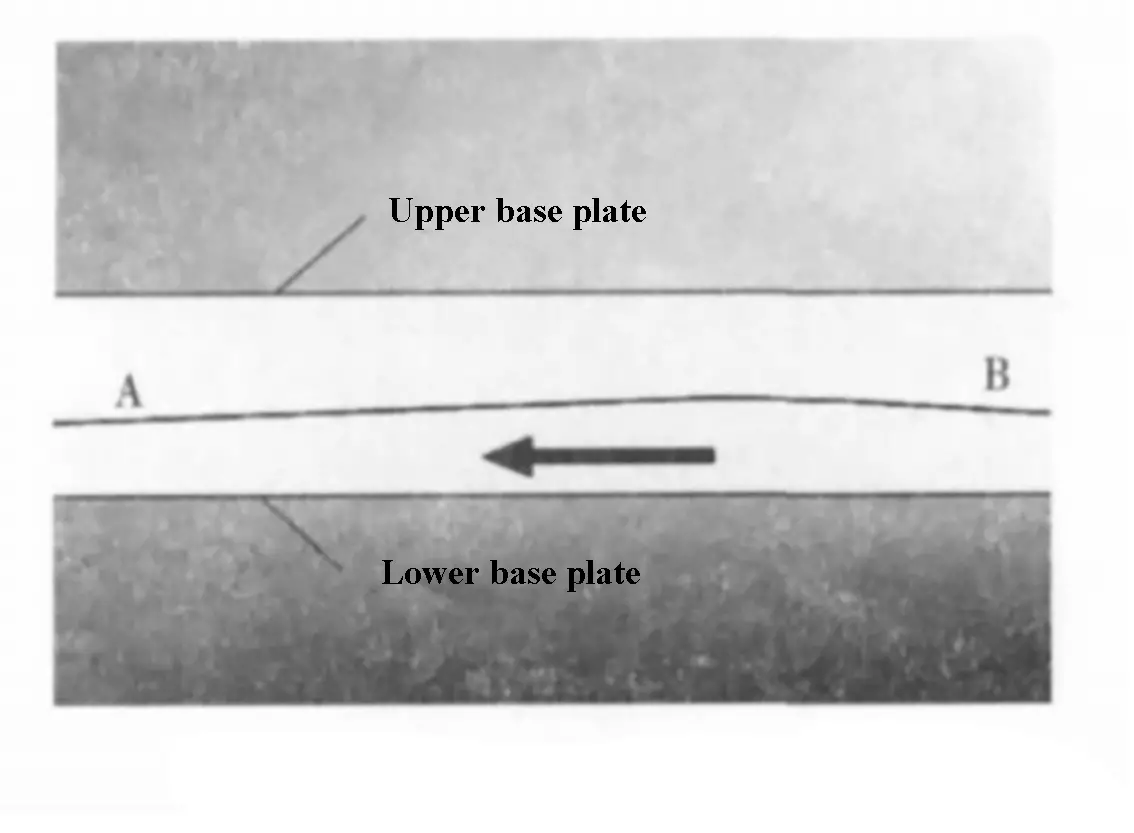
Comme le montre la figure 5, les pentes des plaques de base supérieure et inférieure aux points A et B sont identiques.
Fig. 5 Diagramme de localisation des plaques de base supérieure et inférieure avant compensation
Avant la compensation, les plaques de base supérieure et inférieure s'emboîtent parfaitement.
Pendant la compensation, la plaque de base inférieure se déplace dans la direction indiquée à la figure 5, entraînée par le moteur. Les plaques de base supérieure et inférieure restent attachées au point A et se séparent au point B, comme le montre la figure 6.
Fig. 6 Diagramme de localisation des plaques de base supérieure et inférieure après compensation
En raison des pentes variables des plaques de base supérieure et inférieure, la plaque de base supérieure subira une déformation élastique convexe vers le haut sous l'influence de la plaque de base inférieure.
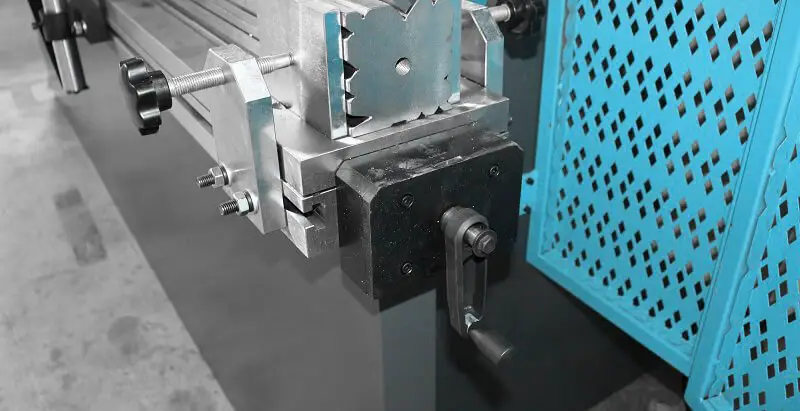
Ce type de mécanisme de compensation mécanique utilise une plaque de base supérieure et inférieure intégrée, mais il est également possible d'utiliser des cales fendues avec des pentes. Une tige filetée permet d'entraîner la cale dans un mouvement de gauche à droite, ce qui compense la déformation du coulisseau de la presse plieuse et améliore la précision du pliage de la pièce.
Le principe de commande électrique de ce mécanisme de compensation mécanique à coin divisé est similaire à celui des plaques de base supérieure et inférieure intégrées. Actuellement, ce type de mécanisme de compensation mécanique à coin divisé est largement utilisé dans les presses plieuses de gros tonnage.
3. Comparaison des performances
Mécanisme de compensation hydraulique
Le système CNC calcule la quantité de compensation requise en fonction de l'épaisseur et de la longueur du matériau de pliage et de la matrice sélectionnée, et transmet une tension analogique correspondante à la carte d'amplification de la compensation. La carte amplificatrice amplifie alors le signal et contrôle la taille d'ouverture de la vanne proportionnelle de compensation hydraulique.
Pendant tout le processus, à partir du moment où le bloc coulissant entre dans l'état de ralentissement jusqu'à ce que le coulisseau revienne au point mort haut, la vanne proportionnelle de compensation reste sous tension. Si le temps de maintien du coulisseau au point mort bas de la presse machine à freiner la précision de la pièce pliée peut être affectée, en particulier si la déformation réelle de la table de travail sous la presse plieuse est différente pour des temps de maintien plus ou moins longs.
En outre, si l'huile hydraulique contient des impuretés, le noyau de la soupape proportionnelle hydraulique peut se bloquer, ce qui entraîne des erreurs de précision d'usinage plus importantes. La pression de compensation est distincte de la pression de l'ensemble du système, de sorte que lorsque la soupape de compensation est utilisée, la pression de l'ensemble du système est partiellement réduite.
Enfin, l'huile hydraulique étant utilisée pour le contrôle, des fuites d'huile peuvent se produire en cas de rupture du tuyau d'huile, de vieillissement de la bague d'étanchéité du cylindre de compensation ou de desserrement du joint, ce qui entraîne une pollution.
Mécanisme de compensation mécanique
Lorsque le coulisseau atteint le point mort haut, le système CNC calcule automatiquement le montant de la compensation nécessaire en fonction de l'épaisseur et de la longueur du matériau à plier et de la matrice sélectionnée. Le module du système contrôle alors la direction positive ou négative du moteur de compensation pour ajuster la déformation de compensation et reçoit un retour d'information sur la position des plaques de base supérieure et inférieure par l'intermédiaire d'un potentiomètre.
Une fois le moteur de compensation réglé, la déformation de compensation reste inchangée quel que soit le temps de maintien lorsque le vérin est en position de point mort bas. Il n'est donc plus nécessaire d'activer le mécanisme de compensation à chaque fois que le coulisseau entre en position de ralentissement, ce qui réduit la perte d'énergie dans l'ensemble du système.
De plus, comme il n'y a pas de canalisation hydraulique, il n'y a pas de risque de fuite d'huile ou de pollution. L'utilisation d'une table de travail intégrée permet également de réduire les coûts de fabrication.
4. Conclusion
Après avoir analysé et comparé les principes de fonctionnement de la compensation hydraulique et de la compensation mécanique, on peut conclure à la supériorité de cette dernière. Les exigences des utilisateurs en matière de performance des presses plieuses ne cessant d'évoluer, de nouvelles demandes sont formulées à l'égard de la compensation hydraulique et de la compensation mécanique. fabricants de presses plieuses.
On s'attend à ce que davantage de fabricants de machines-outils adopteront ce nouveau type de mécanisme de compensation mécanique pour répondre à ces nouveaux besoins.