Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique. Dans cet article de blog, nous allons nous plonger dans les mécanismes fascinants de ces puissantes machines et explorer comment elles façonnent le monde qui nous entoure, des navires aux gratte-ciel. Préparez-vous à être surpris par la force et la finesse de la technologie de cisaillement hydraulique !
Une cisaille hydraulique est un équipement spécialisé conçu pour couper des plaques de métal avec précision. Elle fonctionne à l'aide d'une lame supérieure mobile et d'une lame inférieure fixe pour appliquer une force de cisaillement à des plaques de métal d'épaisseurs variables. Ce processus permet de séparer les plaques de métal en fonction des dimensions souhaitées, en utilisant un jeu de lame approprié.
Principales caractéristiques et fonctionnalités
Mécanisme de la lame: La machine se compose d'une lame supérieure qui se déplace verticalement et d'une lame inférieure qui reste immobile. L'action de cisaillement se produit lorsque la lame supérieure descend, coupant la plaque de métal positionnée sur la lame inférieure.
Système hydraulique: Le mouvement de la lame supérieure est actionné par un système hydraulique qui fournit la force et le contrôle nécessaires à une coupe précise. Ce système assure un fonctionnement souple et régulier, permettant de traiter des métaux de différentes épaisseurs.
Dégagement de la lame: L'écart entre les lames supérieure et inférieure, appelé jeu de lame, est réglable. Un bon dégagement de la lame est essentiel pour obtenir des coupes nettes et minimiser la déformation du matériau. Le jeu est réglé en fonction de l'épaisseur et du type de matériau traité.
Applications dans diverses industries
Les cisailles hydrauliques sont un type de machines de forgeage principalement utilisées pour le traitement des métaux. Elles sont largement utilisées dans de nombreuses industries en raison de leur polyvalence et de leur efficacité. Parmi les principales industries qui bénéficient des machines de cisaillement hydrauliques, on peut citer
Aviation: Pour couper les tôles utilisées dans la fabrication et l'entretien des avions.
Industrie légère: Dans la production de biens de consommation et l'industrie manufacturière à petite échelle.
Métallurgie: Transformation de matériaux métalliques bruts en formes utilisables.
Industrie chimique: Dans la fabrication d'équipements et de conteneurs utilisés dans le traitement chimique.
La construction: Pour couper les éléments métalliques utilisés dans les structures des bâtiments.
Construction navale: Dans la construction et la réparation de navires, où de grandes plaques de métal doivent être découpées avec précision.
Automobile: Pour la fabrication de pièces de carrosserie et d'autres composants.
Énergie électrique: Dans la production de composants d'infrastructure électrique.
Appareils électriques: Pour la création de pièces métalliques utilisées dans les appareils ménagers et industriels.
Décoration: Dans la fabrication d'éléments métalliques décoratifs à des fins architecturales.
Les cisailles hydrauliques jouent un rôle crucial dans la production industrielle moderne, en offrant des capacités de coupe des métaux précises et efficaces. Leur utilisation généralisée dans diverses industries souligne leur importance dans les opérations de fabrication et de transformation. En comprenant la fonctionnalité et les applications de ces machines, les industries peuvent optimiser leurs processus de production et obtenir des résultats de haute qualité.
Pour une démonstration visuelle d'un machine à cisailler hydraulique en action, veuillez vous référer à la vidéo ci-dessous.
Qu'est-ce qu'une cisaille hydraulique ?
Une cisaille hydraulique est un type d'équipement industriel utilisé pour couper des tôles et des plaques de métal. Elle fonctionne à l'aide d'un système hydraulique qui génère la force nécessaire au cisaillement. Cette machine est largement utilisée dans diverses industries en raison de sa précision, de son efficacité et de sa capacité à traiter différentes épaisseurs de matériaux métalliques.
Composants et fonctions clés
Cylindre de retenue:
Le vérin de maintien est alimenté par le système hydraulique pour serrer la tôle fermement en place pendant le processus de coupe. Cela garantit que le matériau ne bouge pas, ce qui permet d'obtenir des coupes précises et nettes.
Cylindres à huile gauche et droit:
Ces cylindres contrôlent le mouvement de la lame. Ils entraînent le porte-lame vers le haut et vers le bas, ce qui permet l'action de coupe. La synchronisation de ces cylindres est cruciale pour maintenir la précision de la coupe.
Porte-lames et lames:
La lame supérieure est montée sur le porte-lame, tandis que la lame inférieure est fixée sur les supports de lame. Les lames sont positionnées avec un jeu approprié entre elles, réglable en fonction de l'épaisseur de la tôle à découper. Ce jeu est essentiel pour appliquer la force de cisaillement correcte afin d'obtenir une coupe nette sans endommager le matériau.
Applications
Les cisailles hydrauliques sont utilisées dans un grand nombre d'industries en raison de leur polyvalence et de leur efficacité. Parmi les secteurs clés, on peut citer
Production d'acier: Découpage de tôles et de plaques d'acier à des dimensions spécifiques en vue d'un traitement ultérieur.
Construction navale: Fabrication de composants métalliques pour les structures des navires.
Fabrication d'automobiles: Production de pièces et de panneaux pour véhicules.
Production de conteneurs: Création de conteneurs et d'enceintes métalliques.
Interrupteur électrique Appareils: Fabrication de composants pour appareils électriques.
Fabrication de machines: Production de pièces pour divers types de machines.
Industrie légère: Découpe de tôles pour les biens de consommation et autres applications industrielles légères.
Avantages
Précision: Les machines de cisaillement hydrauliques offrent une grande précision de coupe, ce qui est essentiel pour les applications exigeant des tolérances serrées.
Efficacité: Ces machines peuvent traiter rapidement de grands volumes de matériaux, ce qui les rend idéales pour la production industrielle.
Polyvalence: Ils peuvent découper une large gamme de matériaux métalliques et d'épaisseurs, ce qui permet une grande souplesse dans les processus de fabrication.
Sécurité: Les cisailles hydrauliques modernes sont équipées de dispositifs de sécurité qui protègent les opérateurs et garantissent un fonctionnement sûr.
Principe de fonctionnement de la machine à cisailler hydraulique
La cisaille hydraulique fonctionne selon le principe de la coupe par cisaillement, où la tôle est coupée par le mouvement relatif de deux lames. Le processus est entraîné par un système hydraulique qui fournit la force nécessaire et un mouvement contrôlé. Voici une explication plus détaillée du principe de fonctionnement :
Groupe hydraulique : Le fonctionnement de la machine commence par un groupe hydraulique, qui se compose d'un moteur électrique, d'une pompe hydraulique et d'un réservoir de liquide. Cette unité génère et maintient la pression hydraulique nécessaire à l'action de cisaillement.
Lames supérieure et inférieure : La machine comporte deux éléments de coupe principaux : une lame supérieure (également appelée bélier) et une lame inférieure (souvent fixe). La lame supérieure est mobile et fixée à des cylindres hydrauliques.
Mouvement de la lame : Lorsqu'il est activé, le système hydraulique entraîne la lame supérieure vers le bas de manière contrôlée. Le mouvement est généralement guidé par des roulements linéaires de précision afin d'en assurer l'exactitude.
Action de cisaillement : Lorsque la lame supérieure descend, elle entre en contact avec la tôle placée sur la lame inférieure. La force continue vers le bas entraîne une déformation plastique du métal qui finit par se séparer le long de la ligne de coupe.
Dégagement de la lame : L'espace entre les lames supérieure et inférieure, appelé jeu de lame, est essentiel pour obtenir des coupes nettes et est généralement réglable en fonction de l'épaisseur et du type de matériau.
Mécanisme de maintien : De nombreuses cisailles hydrauliques intègrent un système de maintien qui sécurise la pièce pendant la coupe, évitant ainsi les déformations et garantissant une coupe droite.
Retour de la lame : Une fois la coupe terminée, le système hydraulique rétracte la lame supérieure dans sa position d'origine, préparant la machine pour l'opération suivante.
Système de commande : Les cisailles hydrauliques modernes sont souvent équipées de systèmes de commande informatisés qui permettent un réglage précis des paramètres de coupe, tels que l'écartement des lames, l'angle de coupe et la longueur de la course.
Ce processus hydraulique permet à la machine de cisaillement de fournir des forces de coupe élevées avec un contrôle précis, ce qui la rend adaptée à une large gamme d'épaisseurs de tôle et de matériaux.
Différents types de cisailles hydrauliques
Les cisailles sont des outils essentiels dans l'industrie métallurgique, utilisés pour couper la tôle et d'autres matériaux. Elles peuvent être classées en deux grandes catégories : les cisailles hydrauliques et les cisailles mécaniques. Les cisailles hydrauliques sont plus couramment utilisées en raison de leur faible consommation d'énergie et de leur bruit réduit par rapport aux cisailles mécaniques.
Classification des cisailles hydrauliques
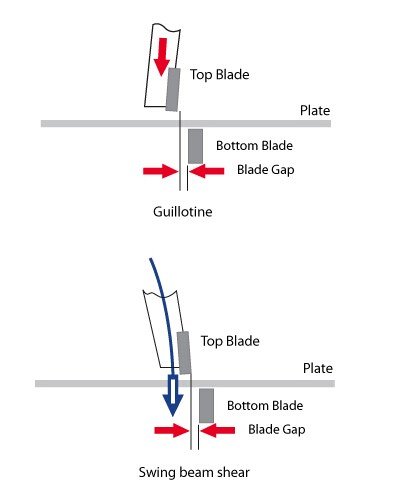
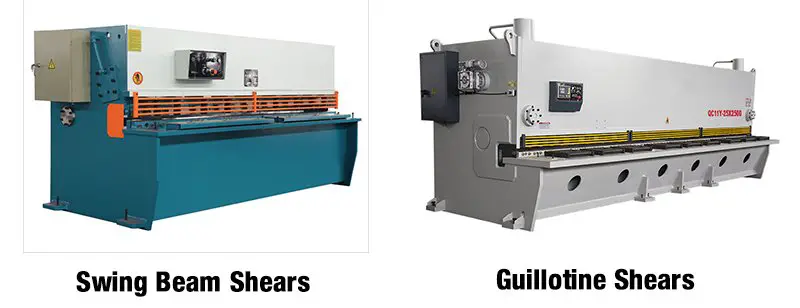
Les cisailles hydrauliques peuvent être classées en fonction du mouvement du porte-lame :
Cisailles hydrauliques pour poutres pivotantes: Dans ces machines, le porte-lame supérieur pivote autour d'un point d'articulation.
Cisailles hydrauliques à guillotine: Ces machines utilisent un mouvement linéaire pour faire descendre la lame supérieure en ligne droite.
Types de machines à cisailler
Voici une liste détaillée des différents types de machines à cisailler, avec leurs caractéristiques spécifiques :
Cisaille guillotine, cisaille à plaques: Utilise un mouvement linéaire alternatif entre deux lames pour couper la tôle.
Cisaille guillotine manuelle, cisaille à plaques manuelle: Ciseaux à commande manuelle, adaptés aux travaux de coupe de petite taille ou de précision.
Cisaille guillotine hydraulique, cisaille à plaques hydraulique: Actionné par un système hydraulique, il offre plus de puissance et de précision.
Cisaillement de lame pivotante, cisaillement de poutre pivotante: Comprend un porte-lame supérieur qui pivote autour d'un pivot.
Cisaille hydraulique à lame pivotante, cisaille hydraulique à poutre pivotante: Cisaille à poutre pivotante actionnée par un système hydraulique, combinant les avantages de la puissance hydraulique avec l'action de pivotement.
Cisaille à bandes multiples, cisaille à bobines: Utilise des ciseaux à disques multiples pour couper une bobine en bandes de la largeur souhaitée.
Cisaille multibandes, cisaille à refendre les tôles: Semblable à la cisaille à bobines, mais utilisée pour couper les plaques de métal en bandes.
Machine à grignoter: La méthode étape par étape permet de donner aux plaques la forme souhaitée, ce qui est idéal pour les coupes complexes.
Cisaille circulaire, cisaille rotative: Utilise une paire de lames rotatives pour découper des plaques en lignes droites ou courbes.
Monteur de charpentes métalliques universel pour poinçonnage, cisaillage de barres et de profilés: Une machine polyvalente qui permet de poinçonner et de couper des barres et des profilés.
Monteur de charpentes métalliques universel pour le cisaillement de plaques et de profilés: Combine les fonctions de poinçonnage et de découpe de plaques métalliques.
Cisaille universelle pour poinçons, plaques, barres et profilés: Offre trois fonctions : poinçonnage de plaques, cisaillement de plaques et cisaillement de sections.
Cisaille universelle pour poinçonner, découper et gruger des plaques, des barres et des profilés: Ajoute une quatrième fonction, le grugeage, aux capacités du monteur universel.
Cisaille à billettes, cisaille à profilés d'acier: Machines de cisaillement spécialisées pour couper les sections d'acier.
Cisaillement des barres: Conçu spécifiquement pour la coupe de matériaux en barres.
Cisaille Alligator: La lame supérieure se déplace en ciseaux, comme les mâchoires d'un alligator.
Cisaillement des barres d'armature: Spécialement conçu pour couper les barres d'armature utilisées dans la construction.
Cisaille de précision: Permet un cisaillement précis des barres, essentiel pour les applications de haute précision.
Cisaillement de dalle: Conçue pour la découpe de grandes plaques de métal.
Cisaille à déchets: Utilisé pour couper la ferraille d'acier et faciliter les processus de recyclage.
Cisaille à lingots: Spécialement conçu pour couper des billettes, qui sont de grands blocs de métal.
Les cisailles hydrauliques offrent un large éventail d'options pour répondre aux différents besoins industriels, des simples opérations manuelles aux machines complexes et multifonctionnelles. La compréhension des types spécifiques et de leurs applications peut aider à sélectionner la bonne machine pour une tâche donnée, garantissant ainsi l'efficacité et la précision des opérations de travail des métaux.
Avantages de la cisaille hydraulique
Les cisailles hydrauliques offrent plusieurs avantages par rapport aux cisailles à plaques traditionnelles, ce qui en fait un choix privilégié dans les applications industrielles modernes. En voici quelques-uns :
1. Précision et contrôle
Commande numérique (CN) : L'un des principaux avantages des cisailles hydrauliques est leur capacité à être contrôlées par des codes numériques. Ces codes sont générés par diverses combinaisons de caractères en fonction des exigences spécifiques du travail. Cette commande numérique permet de gérer avec précision l'orientation, la vitesse et la force de coupe de la machine.
Positionnement précis : Les cisailles hydrauliques se distinguent par la précision de leur positionnement. La tige de réglage peut tourner en continu autour de l'axe central sans angle mort, ce qui garantit des coupes précises. Cette caractéristique est particulièrement utile pour les tâches complexes et répétitives.
2. Efficacité opérationnelle
Fonctionnement silencieux : Contrairement aux cisailles mécaniques traditionnelles, les cisailles hydrauliques fonctionnent silencieusement. Cela réduit la pollution sonore sur le lieu de travail, contribuant à un environnement plus agréable et plus sain pour les opérateurs.
Facilité d'utilisation : Le fonctionnement des cisailles hydrauliques est simple et facile à apprendre. L'interface conviviale et les commandes automatisées de la machine permettent à l'opérateur d'avoir des connaissances informatiques de base pour la gérer.
3. Durabilité et stabilité
Qualité des matériaux : Ces machines sont généralement construites en acier inoxydable durable, qui offre une forte résistance à la corrosion et une grande stabilité. Elles conviennent donc aux environnements soumis à de fortes vibrations et à des conditions difficiles.
Conception robuste : La construction robuste des cisailles hydrauliques garantit une fiabilité à long terme et des besoins de maintenance minimes, ce qui améliore encore leur efficacité opérationnelle.
4. Caractéristiques de sécurité
Clôture d'autodéfense : La sécurité est un aspect essentiel des machines industrielles. Les cisailles hydrauliques sont équipées de solides barrières d'autodéfense qui protègent les opérateurs. En cas de défaillance de la machine, la clôture agit comme une barrière, empêchant tout contact direct entre l'opérateur et la machine.
Visibilité accrue : Le réglage de l'éclairage des cisailles hydrauliques améliore la visibilité, ce qui permet aux opérateurs de positionner rapidement et précisément le matériau. Cette fonction ajoute de la commodité et de la sécurité au processus de production.
5. Conception esthétique et fonctionnelle
Apparence élégante : Outre leurs avantages fonctionnels, les cisailles hydrauliques présentent souvent un design élégant et moderne. Cela permet non seulement d'améliorer l'attrait esthétique de l'espace de travail, mais aussi de refléter la technologie de pointe et la précision de l'ingénierie qui se cachent derrière la machine.
Polyvalence : Les cisailles hydrauliques sont très polyvalentes et peuvent traiter une large gamme de matériaux et d'épaisseurs. Elles conviennent donc à diverses applications industrielles, de l'automobile à l'aérospatiale.
Les cisailles hydrauliques représentent une avancée significative par rapport aux cisailles à plaques traditionnelles, offrant précision, efficacité, durabilité, sécurité et attrait esthétique. Leur capacité à être contrôlées par des codes numériques, combinée à leur construction robuste et à leur fonctionnement convivial, en font un atout inestimable dans les environnements de fabrication modernes.
Pièces et fonction de la machine à cisailler hydraulique
Les cisailles hydrauliques sont essentielles dans l'industrie métallurgique pour couper les tôles avec précision et efficacité. Il est essentiel de comprendre les différents composants et leurs fonctions pour assurer un fonctionnement et une maintenance optimaux. Vous trouverez ci-dessous un aperçu détaillé des principales pièces et fonctions d'une cisaille hydraulique.
Cadre de la machine à cisailler
Le châssis de la machine à cisailler est une structure robuste construite à partir de plaques d'acier, ce qui garantit sa stabilité et sa durabilité. Il comprend plusieurs éléments clés :
Tableau gauche et droit: Ils fournissent un support structurel à la machine.
Table de travail: La surface où la tôle est placée pour être découpée.
Support de pince: Maintient la tôle en place pendant le processus de cisaillage.
Réservoir de carburant: Contient l'huile hydraulique nécessaire au fonctionnement de la machine.
En outre, des cylindres hydrauliques et des supports de guidage à blocs coulissants sont installés de part et d'autre du châssis. Ces composants agissent comme un mécanisme de poussée pour contrôler le jeu des lames, assurant ainsi des coupes précises.
Porte-lame
Le porte-lame est un élément essentiel qui abrite la lame supérieure. Il est relié au cylindre hydraulique, ce qui permet un mouvement vertical pour transmettre la force de cisaillement et effectuer la coupe. Le porte-lame comprend également le mécanisme de la butée arrière, qui positionne avec précision la taille de la plaque cisaillée.
Lame de cisaillement
Les lames de la cisaille sont fabriquées en acier de haute qualité et sont conçues pour couper différents types de tôles d'acier, de l'acier à faible teneur en carbone à l'acier inoxydable. Les lames supérieures et inférieures sont dotées de quatre arêtes de coupe interchangeables, qui peuvent être tournées pour prolonger la durée de vie des lames.
Mécanisme de la jauge arrière
Le mécanisme de la butée arrière est essentiel pour des opérations précises de coupe à longueur. Il comprend
Moteur de régulation de la jauge arrière: Pilote le mouvement de la jauge arrière.
Mécanisme d'ajustement micro-dynamique: Permet d'effectuer des réglages fins.
Mécanisme de levage de la jauge arrière: Règle la hauteur de la butée arrière.
Dispositif d'affichage numérique: Affiche les réglages et les mesures en cours.
Vis de transmission et barre de guidage: Assurer un mouvement fluide et précis de la jauge arrière.
Réservoir de carburant
Le réservoir de carburant est monté sur la base du réservoir d'huile, derrière la cisaille. Il contient :
Bloc de vannes hydrauliques intégrées: Contrôle le débit de l'huile hydraulique.
Pompe à huile hydraulique: Fait circuler l'huile hydraulique.
Moteur principal: Alimente le système hydraulique.
Une jauge d'huile située sur le côté gauche du réservoir indique le niveau d'huile hydraulique, qui doit être maintenu au niveau moyen pour des performances optimales.
Dispositif de réglage de l'espace libre
Ce dispositif permet de régler l'écart entre les lames supérieure et inférieure en fonction de l'épaisseur du matériau à couper. Un réglage correct de l'écartement est essentiel pour optimiser la force de cisaillement, prolonger la durée de vie des lames et garantir des coupes de haute qualité. La règle générale est de régler l'écart à 10% de l'épaisseur du matériau.
Supporter frontal
Le support avant comprend un dispositif de maintien latéral fixé à la table de travail, garantissant que la plaque cisaillée reste perpendiculaire des deux côtés, ce qui est essentiel pour des coupes précises et droites.
Plaque de protection des doigts
La sécurité est primordiale lors de l'utilisation d'une cisaille. La plaque de protection des doigts est installée sur le support de la pince de la machine afin de maintenir une distance de sécurité entre les doigts de l'opérateur et les lames de coupe. Cette plaque doit répondre à des normes de sécurité mécanique afin d'éviter les accidents.
Il est essentiel de comprendre les pièces et les fonctions d'une machine à cisailler hydraulique pour qu'elle fonctionne efficacement et en toute sécurité. Chaque composant joue un rôle spécifique en assurant des coupes précises, en maintenant la longévité des lames et en protégeant l'opérateur. Un entretien régulier et un réglage correct de ces composants amélioreront les performances de la machine et prolongeront sa durée de vie.
Distance de sécurité pour la protection des doigts
Ciseaux
max.A
min.B
8/6.5/3000
12
80
8/6/4000
12
80
10/3000/4000
20
120
13/3000
23
200
Note : Ces dimensions sont conformes aux normes de sécurité mécanique.
Lors du positionnement de la plaque dans le bloc d'appui, il est essentiel d'éviter de placer vos doigts entre la plaque et la table de la machine à cisailler. Dans le cas contraire, la plaque pourrait appuyer sur vos doigts pendant le processus de pressage, ce qui pourrait entraîner des blessures graves.
En outre, si la cale arrière n'est pas en position, ne poussez pas la plaque à travers la plaque de protection des doigts. Cette précaution permet d'éviter d'éventuelles blessures aux doigts.
Maintenir le cylindre enfoncé
Le cylindre de maintien est essentiel pour empêcher le mouvement de la plaque pendant le processus de coupe. Il appuie fermement sur la plaque pour en assurer la stabilité et la précision, améliorant ainsi la qualité de la coupe et préservant la sécurité de l'opérateur.
Système électrique de la machine à cisailler
Le système électrique d'une machine à cisailler est conçu pour remplir plusieurs fonctions essentielles :
Alimentation et contrôle: L'objectif principal est de démarrer le moteur de la pompe à huile, qui entraîne la pompe à huile pour fournir l'énergie hydraulique à la machine de cisaillement.
Circuit de contrôle: Ce circuit relie l'électrovanne et la pression d'huile en fonction des instructions d'utilisation. Il entraîne le mouvement de montée et de descente du porte-lame pour atteindre l'objectif de coupe.
Contrôles supplémentaires: L'électricité est également utilisée pour contrôler la course de la lame, le mouvement de va-et-vient, l'alignement de la ligne de coupe, le réglage de la fente et l'angle de cisaillement.
Système hydraulique de la machine à cisailler
Le système hydraulique est un ensemble complexe de divers composants qui fonctionnent ensemble pour réaliser l'opération de coupe. Il comprend
Pompe à huile principale: Fournit la pression de cisaillement nécessaire à l'équipement hydraulique.
Composants hydrauliques: Il s'agit du cylindre hydraulique, du cylindre de pression et des conduites hydrauliques, qui contrôlent la pression du système et la direction du flux d'huile hydraulique.
Cylindre hydraulique: Entraîne le mouvement du porte-lame pour effectuer la découpe de la plaque.
Cylindre de retenue: Il appuie principalement sur la pièce à usiner pour assurer la précision du processus de coupe.
Le contrôle précis de la pression et de la direction du flux du système hydraulique est essentiel au fonctionnement efficace et précis de la machine à cisailler. Ces révisions garantissent que l'article est non seulement précis et professionnel, mais qu'il fournit également des informations claires et détaillées qui peuvent être facilement comprises par les lecteurs, améliorant ainsi sa qualité et sa valeur globales.
Spécifications de la machine à cisailler hydraulique
1. Épaisseur de cisaillement
L'épaisseur maximale qu'une machine de cisaillement hydraulique peut cisailler est principalement déterminée par la force du mécanisme de cisaillement et la force de cisaillement qu'il peut générer. Plusieurs facteurs influencent la force de cisaillement, notamment
Dégagement des bords: L'écart entre les lames supérieure et inférieure.
Netteté des bords: L'état des arêtes de coupe.
Angle de cisaillement: L'angle auquel la lame coupe le matériau.
Vitesse de cisaillement: La vitesse à laquelle l'action de cisaillement se produit.
Température de cisaillement: La température du matériau cisaillé.
Largeur de la surface cisaillée: La dimension du matériau en contact avec les lames.
Résistance des matériaux: La résistance inhérente du matériau cisaillé.
En règle générale, les machines de cisaillement hydrauliques peuvent traiter des épaisseurs de cisaillement allant jusqu'à 32 mm. Au-delà de cette épaisseur, le processus devient moins rentable et moins efficace.
2. Largeur de la feuille de cisaillement
La largeur de la tôle cisaillée correspond à la largeur maximale de la tôle qui peut être coupée en un seul passage par le mécanisme de cisaillement. Cette largeur est déterminée par la longueur de l'arête de coupe et les spécifications du fabricant.
Transversalité: Cette méthode consiste à couper la feuille dans le sens de la largeur.
Refendage: Il s'agit de plusieurs coupes parallèles sur la longueur de la feuille.
Tant que la largeur de la bande est inférieure à la profondeur de la gorge du mécanisme de cisaillement, il n'y a pas de limites significatives quant à la taille. Grâce aux progrès technologiques, les cisailles hydrauliques offrent aujourd'hui des largeurs de coupe de tôles allant jusqu'à 6 000 mm, certains modèles étrangers atteignant même 10 000 mm.
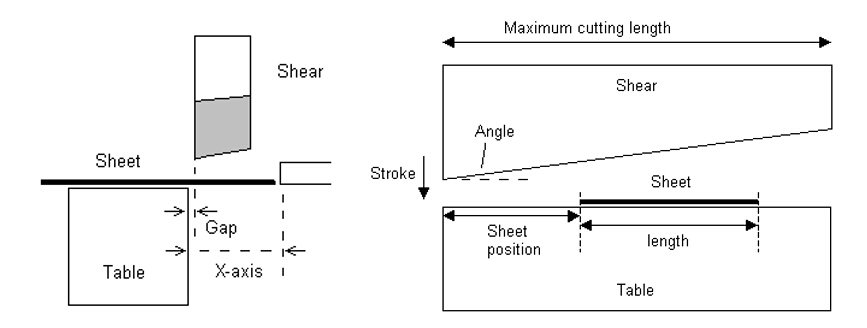
3. Angle de cisaillement
Pour minimiser la flexion et la déformation de la tôle cisaillée, il est généralement préférable d'utiliser un angle de cisaillement plus faible. Bien que cela augmente la force de cisaillement nécessaire, la qualité de la coupe s'en trouve améliorée. Cependant, l'augmentation de la force de cisaillement peut avoir un impact sur la résistance et la rigidité des composants sollicités du mécanisme de cisaillement.
4. Profondeur de la gorge
La profondeur de la gorge est cruciale pour les méthodes de coupe longitudinale. Une profondeur de gorge plus faible améliore la rigidité du châssis mais peut réduire la qualité globale de la machine. La tendance dans les cisailles hydrauliques modernes est d'optimiser la profondeur de la gorge pour équilibrer la rigidité et la qualité de la coupe.
En comprenant ces spécifications, les utilisateurs peuvent sélectionner la machine de cisaillement hydraulique appropriée à leurs besoins spécifiques, garantissant ainsi des opérations de coupe de métal efficaces et de haute qualité.
Applications des cisailles hydrauliques
Les cisailles hydrauliques sont des outils polyvalents largement utilisés dans diverses industries en raison de leur précision, de leur efficacité et de leur capacité à traiter une large gamme de matériaux. Voici quelques-unes des principales applications des cisailles hydrauliques dans différents secteurs :
Industrie de la décoration
Dans l'industrie de la décoration, les cisailles hydrauliques sont souvent utilisées en tandem avec des cintreuses pour créer des portes et des fenêtres en acier inoxydable. Ces machines permettent de découper les tôles à des dimensions précises, qui sont ensuite pliées et façonnées pour former des éléments décoratifs destinés à des endroits particuliers, en améliorant à la fois la fonctionnalité et l'attrait esthétique.
Industries de l'électricité et de l'énergie électrique
Les cisailles hydrauliques jouent un rôle crucial dans les secteurs de l'électricité et de l'énergie électrique. Elles sont utilisées pour découper les plaques de métal en dimensions spécifiques, qui sont ensuite traitées à l'aide de cintreuses. Ce processus est essentiel pour la fabrication d'armoires électriques, de panneaux de réfrigérateurs et de coques de climatisation. La précision de la découpe garantit que les composants s'emboîtent parfaitement, préservant ainsi l'intégrité et la sécurité des appareils électriques.
Industries de l'automobile et de la construction navale
Dans les secteurs de l'automobile et de la construction navale, les grandes machines de cisaillement hydrauliques sont indispensables pour les tâches de cisaillement des tôles. Ces machines découpent de grandes plaques de métal qui sont ensuite soumises à des processus secondaires tels que le soudage et le pliage. La capacité à traiter des plaques épaisses et de grande taille fait des cisailles hydrauliques des machines idéales pour la production de carrosseries de voitures, de coques de navires et d'autres composants structurels de grande taille.
Industrie aérospatiale
L'industrie aérospatiale exige une précision et une exactitude élevées, c'est pourquoi les cisailles hydrauliques CNC et les cintreuses électrohydrauliques synchrones CNC sont privilégiées. Ces machines de pointe offrent une précision et une efficacité supérieures, essentielles à la production de composants aérospatiaux de haute qualité. La découpe précise garantit que les pièces répondent aux normes industrielles strictes et peuvent résister aux conditions exigeantes des applications aérospatiales.
Autres industries
Au-delà des secteurs susmentionnés, les cisailles et les cintreuses hydrauliques sont également essentielles dans diverses autres industries. Elles sont utilisées dans la production de machines, de matériaux de construction et même dans la fabrication de biens de consommation courante. La polyvalence et l'efficacité des cisailles hydrauliques en font un atout précieux dans toutes les industries qui exigent une coupe et un façonnage précis des métaux.
En résumé, les cisailles hydrauliques sont des outils essentiels dans de nombreuses industries, contribuant à la production de composants et de produits de haute qualité. Leur capacité à couper et à façonner le métal avec précision et efficacité les rend indispensables dans les processus de fabrication modernes.
Comment utiliser la machine à cisailler hydraulique
Préparation préopératoire
Nettoyez l'huile de la surface de chaque composant de la machine à cisailler, en veillant à ce que le robinet à boisseau sphérique soit en position ouverte.
Lubrifier les parties lubrifiantes.
Remplir le réservoir avec de l'huile hydraulique épaissie N32-N46 (l'huile doit être filtrée).
Assurez-vous que la machine est correctement mise à la terre et mettez-la sous tension. Vérifier la coordination de chaque composant électrique.
Avant de commencer, surtout si l'accumulateur doit être regonflé, vérifiez la position de la tête sphérique.
Étapes de l'utilisation de la machine à cisailler hydraulique
L'utilisation d'une cisaille hydraulique implique plusieurs étapes critiques pour garantir la sécurité, la précision et l'efficacité. Vous trouverez ci-dessous un guide détaillé sur la manière d'utiliser correctement la machine :
1. Configuration initiale et essais
Démarrer la machine: Mettez la cisaille hydraulique en marche et laissez-la fonctionner pendant quelques cycles. Cela permet de s'assurer que la machine fonctionne correctement et qu'elle peut traiter des plaques de différentes épaisseurs.
Coupe d'essai: Effectuez des coupes d'essai en commençant par les plaques les plus fines jusqu'aux plus épaisses pour vérifier que la machine fonctionne normalement dans différentes conditions.
2. Contrôle de la pression d'huile
Manomètre ouvert: Pendant le processus de coupe, ouvrez le commutateur du manomètre pour contrôler la pression de l'huile.
Régler la soupape de décharge: Si vous observez des anomalies dans la pression de l'huile, réglez la soupape de décharge pour vous assurer que la pression est conforme aux exigences opérationnelles.
3. Réglage du jeu de la lame
Jeu de la lame: Réglez le jeu de la lame en fonction de l'épaisseur de la plaque à découper. Un bon dégagement de la lame est essentiel pour obtenir des coupes nettes et prolonger la durée de vie de la lame.
4. Positionnement de la plaque
Transfert de la plaque sur la table de travail: Placez soigneusement la plaque sur la table de travail de la machine à cisailler.
5. Réglage de la butée arrière
Ajuster la jauge arrière: Réglez la butée arrière sur la position appropriée en fonction de la taille souhaitée de la feuille à découper. La butée arrière assure des coupes régulières et précises.
6. Réglage de la taille de cisaillement
Positionner la plaque: Pousser la plaque de manière à ce qu'elle entre en contact avec la plaque de la butée arrière.
Régler la taille de la cisaille: Confirmer et régler la taille de la cisaille pour assurer la précision du processus de coupe.
7. Cisaillement de la plaque
Activer la pédale de commande: Appuyez sur la pédale de commande pour lancer le processus de cisaillement. La machine coupera la plaque d'acier selon les paramètres définis.
8. Répétition du processus
Répéter les étapes 4 à 6: Pour les feuilles supplémentaires, répétez les étapes de transfert de la plaque, de réglage de la butée arrière et de réglage de la taille de cisaillement.
Remplacer et traiter: Après avoir découpé une pièce d'acier, remplacez-la par la pièce suivante et répétez les étapes de traitement (4-8).
9. Arrêt et maintenance
Couper l'alimentation: Une fois toutes les opérations de coupe terminées, éteignez la machine à cisailler.
Entretien quotidien: Effectuez l'entretien quotidien comme indiqué dans les instructions d'entretien de la machine. Un entretien régulier garantit la longévité et les performances optimales de l'équipement.
En suivant ces étapes, vous pouvez utiliser une cisaille hydraulique de manière sûre et efficace, en garantissant des coupes de haute qualité et en prolongeant la durée de vie de la machine.
Consignes de sécurité pour la machine à cisailler hydraulique
Formation et familiarisation des opérateurs
Connaissances générales: L'opérateur doit connaître la structure générale et le fonctionnement de l'équipement de cisaillement.
Formation: L'opérateur doit être formé à l'utilisation et à l'entretien de l'équipement de cisaillement.
Lubrification et contrôles préalables à l'utilisation
Lubrification: Lubrifiez la machine à cisailler en suivant les instructions de lubrification. Vérifiez le niveau et la qualité de l'huile et assurez-vous que le godet d'huile est couvert.
Alignement des lames: Avant l'utilisation, alignez la lame de coupe. Le jeu de la lame doit être réglé en fonction de l'épaisseur du matériau à couper, généralement de 5 à 7% de l'épaisseur du matériau. Réglez le jeu en tournant le volant d'inertie avec la main pour que les lames supérieure et inférieure effectuent un mouvement de va-et-vient, puis vérifiez le jeu à l'aide d'une jauge d'épaisseur.
Réglage de la plaque de retenue: En fonction des exigences du matériau coupé, desserrer le boulon d'ancrage, ajuster la position de la plaque de retenue et la resserrer. La machine à cisailler doit être utilisée 2 ou 3 fois avant de commencer à travailler afin de garantir une bonne lubrification et un fonctionnement sans erreur.
Sécurité opérationnelle
Précautions d'ajustement: Ne pas utiliser la percussion pour desserrer le dispositif de butée arrière ou pour régler le jeu de la lame. Lors du réglage du jeu du rail de guidage et du jeu de la lame, la machine doit être arrêtée avant d'effectuer tout réglage. Ne pas pénétrer dans la zone de coupe ni manipuler le matériau pendant l'opération.
Entretien des lames: La lame doit être bien aiguisée et doit être affûtée ou remplacée rapidement si elle est endommagée ou usée.
Ajustements spécifiques aux matériaux: Lors de la coupe d'épaisseurs et de types de matériaux différents, réglez la pression du ressort de la pince et le jeu de la lame de manière appropriée afin d'éviter la rupture du ressort ou l'endommagement du tranchant de la lame.
Matériaux interdits: Ne pas couper de barres d'acier avec la cisaille hydraulique. Ne pas placer d'autres objets sur la table de travail afin d'éviter d'endommager la lame.
Conduite de l'opérateur
Contrôle continu: L'opérateur ne doit pas quitter la machine pendant son fonctionnement ni permettre à une autre personne de l'utiliser.
Attention aux mécanismes: Observez attentivement le mécanisme de serrage, l'embrayage et le frein pour déceler tout signe de défaillance anormale. Restez vigilant pendant le cisaillement, et si vous détectez un comportement anormal de la machine, arrêtez immédiatement le cisaillement, coupez l'alimentation et informez le personnel d'entretien.
Procédures post-opératoires
Arrêt et nettoyage: Avant de quitter le travail, coupez l'alimentation, essuyez l'équipement et prenez note de l'inspection.
Restrictions matérielles
Matériaux interdits: Ne pas couper des plaques trop longues ou trop épaisses, de l'acier rapide, de l'acier à outils ou de la fonte. Ne pas couper d'objets explosifs, de tiges, de matériaux excessivement minces ou de matériaux non métalliques.
Mesures de sécurité supplémentaires
Embrayage et moteur: L'embrayage doit être débrayé avant le démarrage, et le moteur ne doit pas démarrer avec une charge.
Essai de coupe à vide: Avant de commencer, testez la découpe à vide. Une fois que tout fonctionne correctement, commencez l'opération de découpe.
Barre de traction et fixation: Vérifier que la tige de traction ne présente pas de signes de défaillance et que la vis de fixation est bien fixée.
Sécurité des doigts: Gardez vos doigts hors de la trajectoire de la lame lors de l'alimentation du matériau. Ne coupez pas le matériau avec deux opérateurs en même temps et ne vous tenez pas derrière la machine à cisailler.
En respectant ces lignes directrices, les opérateurs peuvent garantir une utilisation sûre et efficace des cisailles hydrauliques, en minimisant le risque d'accidents et de dommages à l'équipement.
Éléments à prendre en compte lors de l'utilisation d'une machine à cisailler hydraulique
L'utilisation d'une cisaille hydraulique nécessite une attention particulière aux détails et le respect de protocoles de sécurité afin de garantir des performances optimales et d'éviter les accidents. Voici les principales considérations à garder à l'esprit :
1. Réglage du jeu de la lame
Vérifiez régulièrement le jeu de la lame et réglez-le en fonction de l'épaisseur des différents matériaux à couper. Un bon dégagement des lames est essentiel pour obtenir des coupes nettes et prolonger la durée de vie des lames.
2. Affûtage de la lame et qualité de la coupe
Veillez à ce que la lame soit bien aiguisée et que la surface de coupe soit exempte de cicatrices, de coupures de gaz et de bavures saillantes. Des lames émoussées peuvent entraîner une mauvaise qualité de coupe et une usure accrue de la machine.
3. Sécurité lors des réglages
Lorsque vous effectuez des réglages sur la machine, celle-ci doit être mise hors tension afin d'éviter les blessures et les dommages. Suivez toujours les directives du fabricant pour effectuer les réglages en toute sécurité.
4. Surveillance des anomalies
Si un bruit anormal ou une surchauffe du réservoir d'huile est détecté pendant le fonctionnement, arrêtez immédiatement la machine à cisailler pour étudier le problème. La température la plus élevée du réservoir d'huile ne doit pas dépasser 60℃. Une surchauffe peut indiquer des problèmes potentiels avec le système hydraulique qui doivent être traités rapidement.
5. Limitations de la largeur de coupe
N'essayez pas de couper des bandes, car cela pourrait endommager la machine. La largeur minimale du matériau à couper ne doit pas être inférieure à 40 mm. La découpe de bandes étroites peut soumettre les lames et le châssis de la machine à des contraintes excessives.
6. Capacité de coupe des matériaux
La capacité de coupe de la machine à cisailler hydraulique dépend de la résistance du matériau à couper. Par exemple, la capacité de coupe d'une machine à cisailler hydraulique dépend de la résistance du matériau à couper :
Avec une épaisseur de coupe maximale de 16 mm pour l'acier Q235 (avec une résistance à la traction de 450 MPa), l'épaisseur de coupe pour l'acier Q345 serait de 13 mm.
Pour l'acier Q235 avec une épaisseur de coupe de 8 mm, l'épaisseur de coupe pour l'acier Q345 serait de 6 mm.
Il est essentiel de comprendre les propriétés du matériau et d'ajuster les réglages de la machine en conséquence pour maintenir l'intégrité de la machine et garantir des coupes précises.
En suivant ces lignes directrices, les opérateurs peuvent garantir un fonctionnement sûr et efficace des machines de cisaillement hydrauliques, ce qui se traduit par une production de haute qualité et une durée de vie prolongée de la machine.
Lame de la machine à cisailler hydraulique
Matériau de la lame de la machine de cisaillement
Les lames des cisailles hydrauliques sont des composants essentiels qui déterminent la qualité et l'efficacité du processus de coupe. Ces lames sont généralement fabriquées à partir d'aciers à outils de haute qualité, choisis pour leur dureté, leur ténacité et leur résistance à l'usure. Les matériaux les plus couramment utilisés pour les lames de cisailles sont les suivants :
Acier à haute teneur en carbone et en chrome (D2) : Connu pour sa grande résistance à l'usure et sa ténacité.
Acier rapide (HSS) : Excellente dureté et résistance à la chaleur.
Acier à outils allié : Offre un bon équilibre entre dureté et ténacité.
Carbure de tungstène : Extrêmement dure et résistante à l'usure, elle convient à la coupe de matériaux très durs.
Acier au chrome vanadium : Offre une bonne ténacité et une bonne résistance à l'usure.
Acier au manganèse : Connu pour sa grande résistance aux chocs et à l'abrasion.
Acier à outils au carbone : Option économique avec une dureté et une résistance à l'usure correctes.
Acier métallurgique en poudre : Il offre une dureté uniforme et une excellente résistance à l'usure.
Dureté standard des lames
La dureté des lames de cisailles est un facteur crucial qui influe sur leurs performances de coupe et leur durabilité. La dureté standard de ces lames varie en fonction de l'épaisseur du matériau qu'elles sont destinées à couper. Voici les valeurs de dureté typiques des lames utilisées dans les cisailles hydrauliques :
Pour les matériaux d'une épaisseur de 6,5/10 mm : HRC 58/59
Pour les matériaux d'une épaisseur de 13/16 mm : HRC 56/57
Ces niveaux de dureté garantissent que les lames peuvent couper efficacement les tôles laminées à froid standard et la plupart des tôles en acier inoxydable.
Tableau de dureté des lames standard
6.5/10mm
HRC
58/59
13/16mm
HRC
56/57
Performances de coupe et considérations
Lors de la découpe de grandes quantités d'acier inoxydable ou d'autres matériaux durs, des bords rugueux peuvent apparaître au cours du processus de découpe. Cela peut être dû à l'usure accrue des lames, qui peuvent ne pas conserver leur tranchant et leur précision en cas d'utilisation prolongée. Pour remédier à ce problème, une lame optionnelle d'une dureté légèrement inférieure (HRC 56/57) est disponible pour les ciseaux de 6,5/10 mm. Cette lame est conçue pour offrir un équilibre entre la dureté et la résistance, réduisant ainsi l'apparition de bords rugueux et améliorant la qualité générale de la coupe.
Ressources complémentaires
Pour des informations plus détaillées sur les matériaux utilisés pour les lames de cisailles hydrauliques, vous pouvez vous référer au guide "8 Matériaux couramment utilisés pour les lames de cisailles hydrauliques." En comprenant la composition des matériaux et la dureté des lames de cisailles, vous pouvez prendre des décisions éclairées pour optimiser les performances et la longévité de votre cisaille hydraulique.
Réglage de l'angle de la lame de la cisaille
Réglage de l'angle de la lame de la cisaille
Importance de l'angle et du dégagement de la lame
Dans le fonctionnement des machines à cisailler, le réglage de l'angle et du jeu de la lame est crucial pour obtenir des résultats de coupe optimaux. Ces réglages dépendent fortement du matériau traité, car les propriétés des différents matériaux varient en fonction de leur épaisseur, de leur dureté et de leur résistance à la traction.
Réglage de l'angle de la lame
L'angle de la lame, souvent appelé "angle de coupe" ou "angle d'inclinaison", joue un rôle important dans le processus de cisaillement. Le réglage de cet angle peut avoir divers effets sur la qualité de la coupe et l'efficacité globale de la machine à cisailler.
Augmentation de l'angle de la lame
Avantages: L'augmentation de l'angle de la lame peut réduire la force de coupe nécessaire, ce qui peut être bénéfique pour travailler avec des matériaux plus épais ou plus durs. Ce réglage permet également d'obtenir un bord de coupe plus net.
Inconvénients: Cependant, un angle de lame plus élevé peut entraîner une déformation accrue, en particulier lors de la coupe de bandes étroites. Cette déformation peut se manifester par un gauchissement ou une flexion du matériau, ce qui n'est pas souhaitable dans les applications de précision.
Diminution de l'angle de la lame
Avantages: La réduction de l'angle de la lame peut minimiser la déformation, ce qui permet d'obtenir une coupe plus précise avec moins de déformation. Ceci est particulièrement utile lorsque la précision est critique, comme dans la fabrication de composants qui requièrent des tolérances serrées.
Inconvénients: Un angle de lame plus faible peut augmenter la probabilité de formation de bavures sur le bord de coupe. Les bavures sont de petites projections rugueuses laissées sur le matériau, qui peuvent affecter la qualité de la finition et nécessiter des processus d'ébavurage supplémentaires.
Calcul du dégagement
Le jeu entre les lames est un autre paramètre essentiel qui doit être réglé avec soin. Un jeu correct garantit une coupe nette et prolonge la durée de vie des lames.
Considération matérielle standard: Le jeu doit être ajusté en fonction de l'épaisseur et du type de matériau à cisailler. Par exemple, les matériaux plus tendres comme l'aluminium peuvent nécessiter un jeu différent de celui des matériaux plus durs comme l'acier.
Impact sur la qualité de cisaillement: Un jeu incorrect peut entraîner une mauvaise qualité de cisaillement, comme des bords irréguliers ou une usure excessive des lames. Un jeu bien calculé permet d'obtenir une coupe régulière et réduit la nécessité d'un entretien fréquent des lames.
Ajustement et suivi pratiques
Les cisailles modernes sont souvent équipées de systèmes de contrôle avancés qui permettent de régler et de contrôler en temps réel l'angle et le jeu des lames.
Schéma de l'armoire à gaz: Certaines cisailles sont équipées d'une armoire à gaz avec un diagramme qui peut être ajusté à tout moment pour optimiser les résultats de la cisaille. Ce diagramme fournit une représentation visuelle des réglages actuels et permet aux opérateurs d'effectuer des ajustements précis en fonction du matériau et du résultat souhaité.
Analyse du système externe: Bien qu'une analyse externe du système ne soit pas nécessaire dans ce contexte, il est essentiel de contrôler et d'ajuster régulièrement les paramètres de cisaillement pour maintenir des performances optimales et prolonger la durée de vie de la machine.
Le réglage de l'angle et du jeu de la lame dans les machines à cisailler est un aspect essentiel pour obtenir des coupes de haute qualité et un fonctionnement efficace. En comprenant les effets de ces réglages et en effectuant des changements précis en fonction des propriétés du matériau, les opérateurs peuvent améliorer les performances de leurs machines de cisaillement et produire des résultats supérieurs. Une surveillance et des ajustements réguliers, facilités par des systèmes de contrôle avancés, garantissent des opérations de cisaillage cohérentes et fiables.
Largeur de coupe minimale de la cisaille hydraulique
Lors de l'utilisation d'une cisaille hydraulique, la largeur de coupe minimale est un facteur essentiel à prendre en compte pour garantir la qualité et la précision de la coupe. Les directives relatives à la largeur de coupe minimale varient selon que le cisaillement est précis ou non.
Cisaillement non précis
Dans le cas d'un cisaillage non précis, la largeur de la bande cisaillée ne doit pas être inférieure à trois fois l'épaisseur de la plaque. Cette règle permet d'éviter les déformations excessives et d'assurer un processus de coupe plus stable. Par exemple, si l'épaisseur de la plaque est de 5 mm, la largeur minimale de la bande cisaillée doit être d'au moins 15 mm.
Cisaillement de précision
Pour le cisaillage de précision, les exigences sont plus strictes. La largeur du matériau cisaillé doit être au moins six fois supérieure à l'épaisseur de la plaque. Ce rapport plus élevé est nécessaire pour éviter la déformation ou le pliage du matériau, qui peuvent compromettre la précision et la qualité de la coupe. Par exemple, si l'épaisseur de la plaque est de 5 mm, la largeur minimale de la bande cisaillée doit être d'au moins 30 mm.
Précision de cisaillement de la machine de coupe hydraulique
Lors de l'évaluation de la qualité du cisaillage effectué par une machine de découpe hydraulique, plusieurs paramètres clés doivent être pris en compte, en particulier pour une tôle laminée à froid ordinaire de 2 mm. Ces paramètres garantissent la précision et la cohérence du processus de cisaillement, ce qui est essentiel pour maintenir la qualité du produit final. Voici les critères détaillés pour évaluer la précision du cisaillage :
Paramètres clés
Tolérance de parallélisme:
Paramètres: X = 100mm
Exigence: La tolérance de parallélisme de l'échantillon ne doit pas dépasser 0,15 mm sur une longueur de 1000 mm.
Explication: Cela signifie que lorsqu'un segment de 100 mm est mesuré sur une longueur de 1000 mm, l'écart de parallélisme doit être inférieur à 0,15 mm. Cela garantit que les bords coupés restent parallèles les uns aux autres, ce qui est crucial pour l'ajustement et la finition des pièces cisaillées.
Rectitude:
Paramètres: X = 100mm
Exigence: La rectitude de l'échantillon ne doit pas dépasser 0,25 mm sur une longueur de 1000 mm.
Explication: Ce critère garantit que l'arête de coupe ne s'écarte pas de plus de 0,25 mm d'une ligne droite sur une longueur de 1000 mm. Le maintien de la rectitude est important pour l'intégrité structurelle et l'assemblage des pièces cisaillées.
Répétition de la précision de positionnement de l'axe X:
Exigence: La précision du positionnement répété doit être de 0,02 mm.
Explication: Ce paramètre indique la capacité de la machine à revenir à une position précédemment définie avec un haut degré de précision. Une précision de positionnement répété de 0,02 mm garantit que chaque coupe est effectuée précisément à l'endroit prévu, ce qui est essentiel pour la production par lots et le maintien de l'uniformité sur plusieurs pièces.
Autres considérations
Longueur de l'échantillon: La longueur de l'échantillon peut être égale à la largeur de la plaque à cisailler. Cette flexibilité permet de tester différentes tailles d'échantillons et de s'assurer que la machine à cisailler fonctionne de manière cohérente dans différentes dimensions.
Résistance à la traction de l'échantillon:
Exigence: La résistance à la traction de l'échantillon ne doit pas dépasser σb ≤ 450 MPa.
Explication: La limite de résistance à la traction permet de s'assurer que le matériau à cisailler ne dépasse pas la capacité de la machine. Le dépassement de cette limite peut entraîner des coupes imprécises ou endommager la machine.
Le respect de ces paramètres permet d'évaluer et de maintenir efficacement la précision de cisaillement d'une machine de découpe hydraulique. La garantie du parallélisme, de la rectitude et de la précision du positionnement des répétitions dans les tolérances spécifiées garantit des résultats de cisaillement de haute qualité, qui sont essentiels pour les processus de fabrication ultérieurs et la qualité globale du produit final.
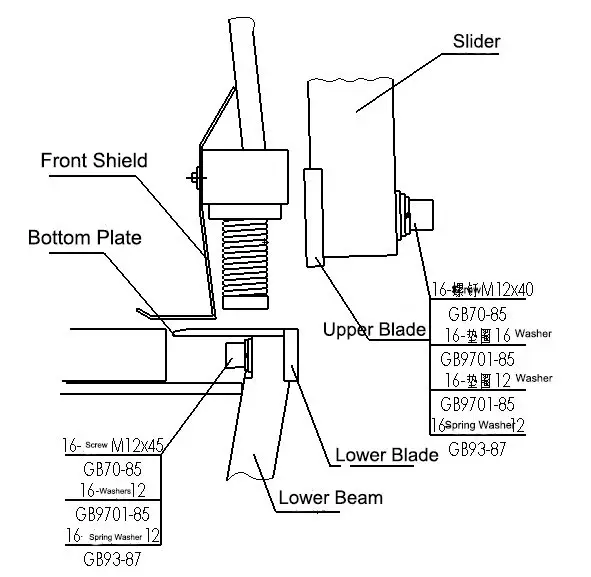
Installation des lames supérieure et inférieure
Installation de la lame supérieure
Montage de la lame:
Fixez solidement les vis M12*40 sur la lame. Ne serrez pas encore les vis aux deux extrémités.
Positionnement initial:
Utilisez un bâton pour maintenir la lame en place. Serrez progressivement les vis M12*40 installées, une à une, jusqu'à ce que la surface de la lame soit entièrement en contact avec le curseur.
Serrage final:
Abaissez le curseur et arrêtez le moteur de la pompe. Ensuite, serrez les vis M12*40 aux deux extrémités de la lame.
Spécification de couple:
Veillez à ce que le couple de serrage des vis de la lame soit de 35 N-m.
Installation de la lame inférieure
Préparer la machine:
Démarrer la pompe à huile et élever le coulisseau à son point le plus haut. Une fois la pompe à huile arrêtée, placez la lame en position.
Positionnement initial:
Desserrez légèrement les vis hexagonales M12*45 (ne les serrez pas trop pour l'instant). A l'aide d'un bâton, appuyez sur la lame pour qu'elle soit proche du fond de la table de travail.
Serrage final:
Serrer les vis M12*45 à tour de rôle selon les besoins.
Note importante
Les vis des lames doivent être serrées au couple spécifié pour assurer le bon fonctionnement de la machine.
Conseils supplémentaires
La sécurité avant tout: Assurez-vous toujours que la machine est éteinte et correctement fixée avant de commencer tout travail d'entretien ou d'installation.
Vérifier l'alignement: Après l'installation, vérifiez à nouveau l'alignement des lames pour vous assurer qu'elles sont parallèles et correctement positionnées.
Entretien régulier: Inspectez régulièrement les lames et les vis pour vérifier qu'elles ne sont pas usées et qu'elles sont toujours serrées au couple spécifié.
En suivant ces instructions détaillées, vous pouvez garantir une installation correcte et des performances optimales des lames sur votre machine à cisailler hydraulique.
Réglage du jeu des lames dans les machines à cisailler
Le jeu de la lame est un facteur critique dans le fonctionnement des machines de cisaillement, ayant un impact direct sur la qualité de la surface cisaillée et la durée de vie de la lame. Un réglage correct garantit un fonctionnement efficace et sûr. Voici un guide détaillé sur le réglage du jeu de la lame :
1. Jeu de lame trop faible
En règle générale, le jeu standard entre les lames supérieure et inférieure est d'environ 0,02 mm, ce qui correspond à peu près à l'épaisseur d'une feuille de papier A4 standard. Une méthode courante pour ajuster le jeu des lames lors de l'installation consiste à utiliser la cisaille pour couper le papier.
Conséquences d'un jeu de lame trop faible :
Pression excessive sur le tranchant: Lorsque le jeu est trop faible, le tranchant de la lame est soumis à une pression excessive, ce qui peut directement l'endommager et l'émousser.
Dislocation de la lame: Une dislocation entre les lames supérieure et inférieure peut se produire, entraînant l'entaille de la lame supérieure dans la lame inférieure. L'arête de coupe peut alors se fissurer, ce qui présente un risque pour l'opérateur.
2. Dégagement de la lame trop important
Il s'agit d'une erreur fréquente commise par les non-professionnels lors de l'installation des lames. Pour éviter que les lames ne s'entrechoquent, ils augmentent souvent inutilement l'écart, ce qui n'est pas correct.
Conséquences d'un dégagement trop important de la lame :
Précision de coupe réduite: Lorsque le jeu de la lame est trop important, la précision de la plaque découpée est affectée, ce qui entraîne de nombreuses bavures métalliques sur l'arête de coupe, en particulier lors de la découpe de matériaux en tôle fine.
Tôle piégée: La tôle peut rester coincée entre les lames supérieure et inférieure, ce qui la rend difficile à enlever. Ce phénomène n'use pas seulement les lames, mais peut également entraîner l'arrêt de la cisaille. Toutefois, ce problème n'est pas aussi évident lorsqu'il s'agit de couper des tôles épaisses.
Ajustement régulier du jeu des lames
Un réglage régulier du jeu de la lame est nécessaire après une utilisation prolongée de la cisaille. Il est recommandé de régler le jeu de la lame à environ 10% de l'épaisseur de la tôle. La lame inférieure est fixée sur la cisaille hydraulique et le jeu de la lame ne peut être ajusté qu'en modifiant la position de la lame supérieure. Le jeu minimum doit être compris entre 0,05 et 0,1 mm.
Étapes de l'ajustement :
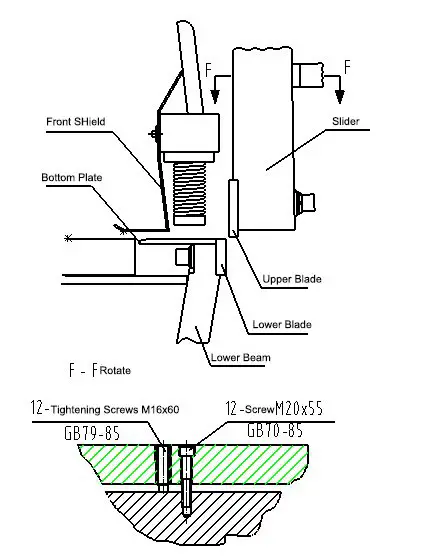
Réglage des extrémités: Le jeu de la lame aux extrémités peut être réglé en ajustant le poteau (comme indiqué sur la figure).
Réglage de la vis hexagonale: Si le jeu entre la lame inférieure ne répond pas aux exigences, il peut être ajusté en se référant à la figure et en réglant les vis hexagonales M1660 et M1265 pour s'assurer que le parallélisme entre les lames supérieure et inférieure est inférieur à 0,05 mm.
Répétition des ajustements: Des ajustements répétés des vis hexagonales intérieures M1265 et M1660 peuvent être nécessaires pour obtenir le dégagement idéal de la lame.
Un réglage correct du jeu des lames est essentiel pour maintenir la qualité de la surface cisaillée et prolonger la durée de vie des lames. Des contrôles et des réglages réguliers, en particulier après une utilisation prolongée, garantissent un fonctionnement efficace et sûr de la machine à cisailler.
Entretien de la machine à cisailler hydraulique
L'entretien adéquat d'une cisaille hydraulique est essentiel pour garantir sa longévité, sa fiabilité et sa sécurité. Ce guide présente les tâches d'entretien essentielles, notamment la lubrification quotidienne, le nettoyage et les consignes de sécurité spécifiques.
1. Consignes de sécurité
Lors de l'entretien de la machine à cisailler, il est impératif de donner la priorité à la sécurité. Suivez les étapes suivantes pour garantir un environnement de travail sûr :
Alimentation électrique: Coupez toujours l'alimentation électrique avant de commencer toute opération d'entretien.
Temps de décharge: Attendez au moins 20 secondes pour permettre au condensateur et au servo-amplificateur de se décharger complètement.
Fonctionnement des pièces hydrauliques: Soyez prudent car le coulisseau peut se déplacer pendant le fonctionnement des pièces hydrauliques. Respectez les consignes suivantes :
Ne pas placer les bras ou les pieds entre les lames supérieure et inférieure.
Avant d'enlever la valve :
Arrêter la pompe.
Abaisser le coulisseau jusqu'au cylindre d'huile sans huile. Si cela n'est pas possible, utilisez un bloc de bois pour l'amortir et surveillez tout changement de pression dans le système dû à l'enlèvement de la vanne à tiroir.
Veillez à ce qu'aucune opération ne soit effectuée sur la machine à cisailler sans que les mesures de sécurité appropriées soient en place.
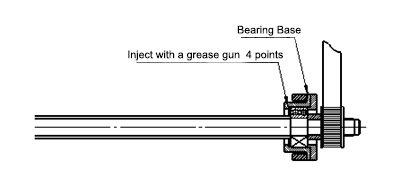
2. Lubrification de la machine à cisailler
La lubrification est essentielle au bon fonctionnement de la machine à cisailler. Respectez les consignes suivantes :
Fréquence: Lubrifiez la machine une fois par semaine ou toutes les 40 heures de fonctionnement.
Lubrifiant: Utiliser une graisse à base de calcium.
Application: Injecter la graisse dans chaque point de lubrification à l'aide d'une pompe à graisse.
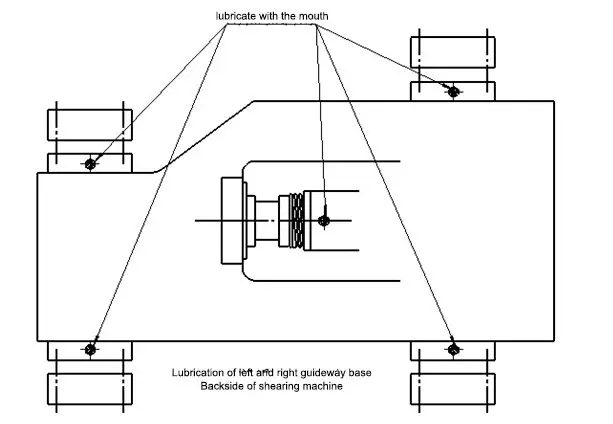
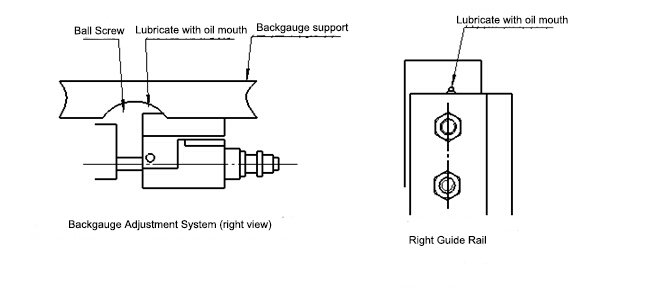
Les points de lubrification sont indiqués ci-dessous :
Non.
Point de lubrification
Graisse
1
Vis à billes, écrou et palier d'extrémité de vis
Graisse à base de calcium
2
Rail de guidage et base de guidage de la glissière
Graisse à base de calcium
3
Rail de guidage du bloc coulissant
Graisse à base de calcium
4
Vis et écrou de réglage du rail de guidage et du jeu
Graisse à base de calcium
3. Huile hydraulique et graisse à base de calcium
Pour des performances optimales, utilisez les huiles hydrauliques suivantes :
Fabricant
Huile hydraulique
ESSO
NUTO H46
SHELL (COQUE)
TELLUS 46
GOLFE
HARMONY 46 AW
BP
HLP46
TBXACO
RANDO OIL 46
MOBIL OIL
MOBIL DTE 25
4. Changer l'huile hydraulique
Le remplacement régulier de l'huile hydraulique est essentiel pour maintenir les performances de la machine à cisailler. Suivez les étapes suivantes :
Remplacement initial: Remplacer l'huile hydraulique après les 2000 premières heures de fonctionnement.
Remplacements ultérieurs: Remplacer l'huile tous les deux ans ou après 4000 heures d'utilisation.
Préparation: Nettoyez la zone autour du couvercle du réservoir et de la tubulure pour éviter toute contamination.
Drainage: Vidanger l'huile hydraulique lorsqu'elle est chaude et s'assurer que le curseur est au point mort supérieur.
Nettoyage: Nettoyer l'intérieur du réservoir à l'aide d'un chiffon propre et d'un solvant approprié.
Remplacement du filtre: Remplacer les filtres à huile.
Remplissage: Ajouter de l'huile hydraulique neuve.
Circulation: Faites fonctionner la pompe à huile pendant environ une heure pour faire circuler la nouvelle huile hydraulique avant de redémarrer la cisaille.
5. Procédures d'entretien de la machine à cisailler hydraulique
Pour garantir un fonctionnement fiable, il convient de respecter les procédures d'entretien suivantes, qui sont basées sur une semaine de travail de 5 jours avec 8 heures de travail par jour :
Tâches quotidiennes: Effectuer la lubrification et le nettoyage quotidiens.
Tâches hebdomadaires: Procéder à une lubrification complète de tous les points spécifiés.
Tâches périodiques: Remplacer l'huile hydraulique et les filtres selon le calendrier recommandé.
En suivant ces conseils d'entretien, vous pouvez assurer le fonctionnement efficace et sûr de votre cisaille hydraulique, ce qui prolongera sa durée de vie et maintiendra ses performances.
Objet
Les points d'attention
Période
Corps entier
Brosser la poussière et la saleté sur la machine, huiler délicatement la lame.
hebdomadaire
Curseur
Lubrification du pistolet
hebdomadaire
Palier de support de la jauge arrière
Lubrification du pistolet
hebdomadaire
Vis à bille de la jauge arrière
Lubrification du pistolet
hebdomadaire
Rail de guidage du coulisseau
Vérifier le réglage du mât de charge
3 mois
Vérifier le positionnement de la butée arrière
Si l'erreur de position des blocs d'arrêt arrière dépasse + 0,1 mm, réinitialisez-les.
3 mois
Pièces et systèmes hydrauliques
Vérifiez le niveau d'huile du réservoir. Si vous devez remplacer l'huile neuve, changez le filtre à 20um.
hebdomadaire
Vidanger l'huile usagée et ajouter l'huile neuve
12 mois pour la première fois
Vérifier toutes les vannes, le système hydraulique, les tuyaux et les connecteurs pour éviter les fuites et les blocages, et les remplacer si nécessaire.
3 mois
Vérifier la propreté des filtres d'importation et d'exportation
3 mois
Commutateur au pied
Vérifier la pédale de commande, en cas de déformation, de rupture, etc.
mensuel
Équipement de contrôle électrique
Vérifier les interrupteurs de fin de course dans l'armoire électrique, et les remplacer à temps en cas d'usure ou de brûlure.
3 mois
Ciseaux
Observer l'usure et les anomalies des cisailles à air comprimé
3 mois
Protège-doigts
Vérifier le dispositif de protection de la cisaille à tôle pour éviter que le doigt ne pénètre dans la zone dangereuse.
mensuel
Dépannage de la machine à cisailler hydraulique
Manuel d'instruction de la machine à cisailler hydraulique
Vous pouvez cliquer sur le lien ci-dessous pour consulter le mode d'emploi des cisailles à balancier et des cisailles à guillotine.
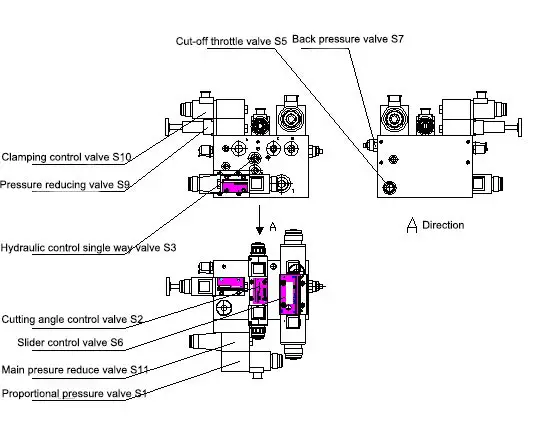
1. Mouvement du curseur vers le haut et vers le bas
Lorsque l'huile provenant de la conduite principale est dirigée vers le distributeur à quatre voies à trois positions S6, S6Y1A est mis sous tension. L'huile pénètre alors dans S6B via S6P, ouvre la vanne unidirectionnelle S8 et s'écoule dans la chambre inférieure du cylindre droit (les cylindres gauche et droit sont connectés en série), ce qui entraîne l'écoulement de l'huile du réservoir droit dans la chambre inférieure du cylindre gauche.
L'huile contenue dans la chambre supérieure du cylindre gauche entre en S6A puis en S6T, ce qui entraîne le déplacement du curseur vers le haut.
Si S6Y1 est alimenté, l'huile pénètre dans S6A par S6, puis dans la chambre supérieure du cylindre gauche, puis dans la chambre supérieure du cylindre droit.
L'huile surmonte la pression de la soupape de contre-pression S7 et entre dans S6T par S6B, puis retourne dans le réservoir d'huile, ce qui entraîne le déplacement du curseur vers le bas.
2. Réglage de l'angle de cisaillement
S'il n'y a pas de valeur définie pour l'angle de cisaillement de la machine à cisailler, le bloc coulissant ne peut pas se déplacer vers le haut et vers le bas. Par conséquent, l'angle de cisaillement doit être réglé par le contrôleur.
Le réglage de l'angle de cisaillement est le suivant :
Lorsque l'huile est dirigée vers le distributeur à trois positions S2 et que Y2A est sous tension, l'huile pénètre dans S2B par S2P, ouvre le distributeur hydraulique à une voie S3 et s'écoule dans la chambre inférieure du cylindre gauche et dans la chambre supérieure du cylindre droit, de sorte que la chambre supérieure du cylindre gauche ne forme pas de circuit et ne se déplace pas.
Lorsque l'huile contenue dans la chambre inférieure du cylindre droit retourne au réservoir d'huile par l'intermédiaire de S6T, de la soupape de contre-pression S7 et de la soupape S6B, l'angle de coupe diminue.
Inversement, si Y2B est alimenté, l'huile pénètre dans S2A par S2P, ouvre la vanne unidirectionnelle S4 et s'écoule dans la chambre inférieure du cylindre à huile droit.
L'huile contenue dans la chambre supérieure du cylindre droit ne peut pénétrer que dans la vanne hydraulique à sens unique S3 (à ce stade, la vanne S3 est ouverte), et l'huile pénètre dans S2T par S2B, ce qui augmente l'angle de cisaillement.
La relation entre l'angle de cisaillement et la force de cisaillement :
Acier doux (mm)
6
8
10
13
13
13
13
16
16
20
Acier inoxydable (mm)
3
4
6
8
8
8
8
10
10
12
Force de cisaillement (KN)
132
220
430
730
620
620
650
730
850
1270
Réglage de l'angle de cisaillement (°)
0.5-2.5
0.5-2.5
0.5-2
0.5-2
0.5-2.5
0.5-2.5
0.5-2
0.5-3
0.5-2.5
0.5-3
3. Le travail du cylindre de retenue
Lorsque l'huile entre dans la valve de contrôle directionnel S9 par la valve de contrôle proportionnel de serrage S10 (dont la pression proportionnelle est contrôlée par un interrupteur électrique de réglage de la pression de l'arc), lors de l'activation de S9, l'huile entre dans S9A par S9P et entre ensuite dans la chambre supérieure du dispositif de serrage, provoquant le déplacement du piston de serrage vers le bas et la création d'une compression.
Lorsque S9 perd de l'électricité, le piston de serrage est poussé vers le haut par le ressort interne de la pince, ce qui force l'huile dans la chambre supérieure du cylindre de serrage à entrer dans S9T par la valve S9, réinitialisant ainsi le dispositif de serrage.
** Dessin de la structure de la machine à cisailler hydraulique
Liste des pièces vulnérables de la machine à cisailler hydraulique
Non.
Objet
Montant
Prix (RMB)
1
Courroie dentée
1
150
2
Joint torique
1
10
3
Joint torique
1
12
4
Bague d'étanchéité
4
174
5
Anneau anti-poussière
2
302
Responsabilité de l'opérateur de la machine à cisailler hydraulique
Responsabilités générales
Sous la direction du chef d'atelier tôlerie, le conducteur de cisaille hydraulique doit :
Respecter les règles de l'entreprise.
Suivre les directives de la direction.
Maintenir l'unité du personnel.
Déployez des efforts positifs.
Agir de manière économique.
Effectuer un travail de qualité.
Produire des produits qualifiés.
Maintenance et archivage
Responsable de l'entretien quotidien de routine, y compris le contrôle, la réparation, le réglage et le serrage des cisailles.
Tenir des registres détaillés des activités de maintenance.
Procédures de sécurité et d'exploitation
Se familiariser avec les procédures techniques d'exploitation en matière de sécurité et les respecter scrupuleusement.
Maîtriser les méthodes de fonctionnement normal de la machine à cisailler.
Juger avec précision les situations anormales et prendre des mesures d'urgence correctes et opportunes.
Utiliser la machine en respectant scrupuleusement les règles d'utilisation ; l'équipement ne peut être mis en marche que lorsque l'environnement de travail est normal.
Contrôles préalables à l'opération
Vérifier que le réservoir de stockage d'huile est suffisant.
Inspecter les vannes et les canalisations après le démarrage de la pompe à huile pour s'assurer que la pression est conforme aux exigences.
Observez la résistance au mouvement de la lame et ne commencez à couper que lorsque le test est normal (les démarrages brusques sont interdits).
Manutention et découpe
Ne pas découper les feuilles laminées, ni rogner les bords des plaques avec des bavures, ni cisailler les plaques étroites et les matériaux courts qui ne peuvent pas être pressés fermement.
Régler le jeu de la lame en fonction de l'épaisseur de la plaque (ne pas dépasser 1/30 de l'épaisseur de la plaque).
Veillez à ce que la lame soit fermement fixée et maintenue parallèle afin d'éviter tout accident.
Veillez à ce que le tranchant de la lame reste bien aiguisé et réparez-la ou remplacez-la si elle est émoussée ou fissurée.
Pressez fermement les matériaux sur la plaque pendant le cisaillement et évitez de cisailler sous pression.
Restrictions opérationnelles
Ne réglez pas vous-même la valve hydraulique.
N'utilisez pas la cisaille pour des matériaux dépassant sa capacité, tels que les super-longueurs/épaisseurs, l'acier, l'acier à haute teneur en carbone, l'acier à outils allié, la fonte ou les matériaux fragiles.
Vérifier fréquemment que les vis de fixation ne sont pas desserrées.
Ne pas utiliser la machine à cisailler seul ; se coordonner avec une autre personne pour la livraison du matériel, la précision des dimensions et la manipulation du matériel.
Réglez le jeu de la lame en fonction de l'épaisseur de la plaque et évitez de couper simultanément deux spécifications ou matériaux différents.
Les doigts de l'opérateur doivent être maintenus à une distance d'au moins 200 mm des ciseaux et du dispositif de compression.
Déterminer l'épaisseur de coupe en fonction du diagramme de la courbe résistance limite/épaisseur de la tôle.
Ne placez pas d'autres objets sur l'établi.
Procédures post-opératoires
Nettoyez la machine après l'avoir arrêtée.
Faites fonctionner la machine à cisailler en mode vide après avoir réglé la lame pour les tests d'alignement.
Empilez les produits finis, dégagez le terrain, coupez le courant et verrouillez l'armoire électrique avant de quitter la zone de travail.
En respectant ces responsabilités et ces procédures, l'opérateur de machine à cisailler hydraulique assure des opérations sûres, efficaces et de haute qualité au sein de l'atelier de tôlerie.
Prix de la machine à cisailler hydraulique
Les cisailles hydrauliques sont des outils essentiels dans l'industrie de la fabrication métallique, principalement utilisés pour couper les plaques d'acier. Ces machines existent en différentes configurations, les plus courantes étant conçues pour traiter des plaques d'acier d'une épaisseur de 4 à 8 mm et d'une largeur de 2,5 à 3,2 m.
Prix typiques
Cisaille hydraulique à poutre pivotante :
4 * 2500 Cisaille hydraulique à poutre pivotante : Ce modèle, qui peut découper des plaques d'acier d'une épaisseur maximale de 4 mm et d'une largeur de 2,5 m, est généralement proposé à un prix d'environ 1 000 euros. 6000 USD.
6 * 3200 Cisaille hydraulique à poutre pivotante : Ce modèle, capable de découper des plaques d'acier d'une épaisseur maximale de 6 mm et d'une largeur de 3,2 m, coûte généralement environ 1,5 million d'euros. 10000 USD.
Cisaille guillotine hydraulique :
Le prix d'une cisaille guillotine hydraulique est généralement d'environ 2000 USD de plus qu'une cisaille à longerons mobiles comparable. En d'autres termes, si le prix d'une cisaille à balancier est de 6000 USD, celui d'une cisaille guillotine de même capacité est d'environ 8000 USD. De même, si le prix d'une cisaille à balancier est de 10000 USD, celui d'une cisaille à guillotine sera d'environ 12000 USD.
Différences entre le cisaillement de la poutre pivotante et le cisaillement de la guillotine
Cisaillement de la poutre pivotante : Dans ce type de cisaille, la lame supérieure pivote en arc de cercle pour couper le matériau. Elle est généralement plus économique et de conception plus simple, ce qui la rend adaptée à des applications moins exigeantes.
Cisaille guillotine : Ce type de cisaille a une action de coupe droite de haut en bas, ce qui permet une plus grande précision et une meilleure qualité de coupe. Elle est généralement plus robuste et convient aux matériaux plus épais ou plus durs, ce qui justifie son prix plus élevé.
Comprendre les différences et les prix de ces machines peut aider à prendre une décision éclairée en fonction des exigences spécifiques des tâches de coupe à effectuer.
La différence détaillée entre la cisaille à balancier et la cisaille guillotine peut être vérifiée. ici.
Comment choisir la bonne machine à cisailler hydraulique
Le choix de la machine à cisailler hydraulique la mieux adaptée à vos besoins comporte plusieurs étapes critiques. Ce guide vous aidera à vous y retrouver et à prendre une décision éclairée qui corresponde à vos besoins spécifiques et à votre budget.
Détermination des spécifications et de la fourchette de coûts
Identifier vos besoins: Commencez par comprendre les besoins spécifiques de votre entreprise. Considérez le type de matériaux que vous allez couper, l'épaisseur de ces matériaux et le volume de travail. Cela vous aidera à déterminer les spécifications nécessaires pour la machine de cisaillement hydraulique, telles que la capacité de coupe, la longueur de la lame et l'angle de coupe.
Fixer un budget: Établissez une fourchette de coûts qui corresponde à vos contraintes financières tout en veillant à ne pas faire de compromis sur les caractéristiques essentielles. N'oubliez pas que le coût initial n'est pas la seule dépense ; tenez compte des coûts de maintenance, d'exploitation et d'indisponibilité potentielle.
Trouver un fabricant
Recherche de fabricants: Recherchez des fabricants réputés qui se spécialisent dans les cisailles hydrauliques. Utilisez des ressources telles que les répertoires industriels, les salons professionnels et les plateformes en ligne pour dresser une liste de fournisseurs potentiels. Accordez une attention particulière aux fabricants ayant une forte présence sur le marché, comme ceux de Chine, qui sont connus pour leurs capacités de fabrication étendues.
Vérifier les capacités: Assurez-vous que les fabricants figurant sur votre liste ont la capacité de produire le type spécifique de cisaille hydraulique dont vous avez besoin. Cette étape est cruciale pour éviter de perdre du temps avec des fournisseurs qui ne peuvent pas répondre à vos exigences.
Vérification des modèles
Comparer les modèles: Différents fabricants proposent des modèles différents avec des caractéristiques et des capacités distinctes. Comparez ces modèles en fonction de vos besoins. Recherchez des détails tels que la précision de coupe, la facilité d'utilisation, les caractéristiques de sécurité et l'efficacité énergétique.
Vérifier la disponibilité: Vérifiez que le modèle qui vous intéresse est disponible. Certains fabricants peuvent se procurer certains modèles auprès d'autres entreprises. Il est donc important de vérifier l'origine et la disponibilité de la machine.
Examen de l'entreprise et de la machine
Visiter le fabricant: Si possible, visitez les installations du fabricant pour voir les machines en fonctionnement. Vous aurez ainsi une meilleure idée de la qualité de construction et des performances de la machine.
Recueillir des informations: Recueillir des informations détaillées sur la machine, y compris les spécifications techniques, la garantie et le service après-vente. Un fabricant disposant d'un solide service après-vente peut réduire de manière significative les temps d'arrêt et les coûts de maintenance.
Évaluer le service: Tenez compte de la réputation du fabricant en matière de service à la clientèle. Lisez les commentaires, demandez des références et parlez à d'autres clients si possible. Un excellent service peut être aussi important que la machine elle-même.
Signature d'un contrat et versement d'un acompte
Réviser le contrat: Examinez attentivement les termes du contrat avant de le signer. Assurez-vous que toutes les spécifications convenues, les délais de livraison et les modalités de paiement sont clairement énoncés. Recherchez les clauses qui pourraient être défavorables ou contraires à la législation locale.
Effectuer un dépôt: Une fois que vous êtes satisfait du contrat, procédez au versement de l'acompte. Cette étape permet généralement de sécuriser votre commande et de lancer le processus de fabrication.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Quels matériaux une cisaille hydraulique peut-elle couper ?
Les cisailles hydrauliques sont très polyvalentes et peuvent couper une large gamme de matériaux métalliques d'épaisseurs et de propriétés différentes. Ces machines peuvent couper efficacement des plaques d'acier au carbone, des plaques et des feuilles d'acier inoxydable (laminées à chaud et à froid), ainsi que des plaques et des feuilles d'aluminium, qui sont couramment utilisées dans les secteurs de l'aérospatiale, de l'automobile et de l'électronique. En outre, les cisailles hydrauliques peuvent traiter d'autres métaux tels que le laiton, le cuivre et divers alliages.
Les machines sont capables de couper des tôles et des plaques d'une épaisseur allant de très fine à 40 mm ou plus, en fonction de la capacité de la machine. L'angle de cisaillement et le jeu de lame réglables des cisailles hydrauliques permettent de couper efficacement des matériaux d'épaisseurs différentes, en garantissant une distorsion minimale et une grande précision.
Dans des applications spécifiques, les cisailles hydrauliques sont utilisées dans l'industrie aérospatiale pour couper des plaques d'acier à haute résistance pour les pièces d'avion, dans l'industrie automobile pour couper des plaques d'acier et d'aluminium pour les composants de véhicules tels que les carrosseries et les portes, et dans la production d'appareils électroménagers et électroniques pour couper des plaques d'acier inoxydable et d'aluminium pour des produits tels que les réfrigérateurs, les climatiseurs et les coques d'appareils électroniques. Dans l'ensemble, les cisailles hydrauliques sont des outils essentiels dans divers secteurs industriels en raison de leur capacité à traiter une gamme variée de matériaux métalliques.
Comment choisir entre une cisaille hydraulique manuelle et une cisaille hydraulique à commande numérique ?
Lorsqu'il s'agit de choisir entre une cisaille mécanique manuelle et une cisaille hydraulique à commande numérique, plusieurs facteurs doivent être pris en compte : la précision, la vitesse, le contrôle, la maintenance et les exigences spécifiques de l'atelier.
Les cisailles hydrauliques à commande numérique excellent en termes de précision et d'exactitude, offrant des niveaux de tolérance de ±0,1 mm et produisant des coupes de haute qualité avec une distorsion minimale du matériau. En revanche, les cisailles mécaniques manuelles, bien que précises, ne peuvent atteindre la précision requise pour les applications critiques.
En termes de vitesse, les cisailles mécaniques peuvent réaliser entre 60 et 100 coupes par minute, ce qui les rend idéales pour la production de gros volumes. Cependant, elles nécessitent un repos périodique et des ajustements de l'écartement des lames. Les cisailles hydrauliques fonctionnent à une vitesse plus lente de 20 à 30 coupes par minute. Elles conviennent pour des coupes précises mais de faible volume en raison de la dynamique des fluides qu'elles impliquent.
Le contrôle et l'automatisation sont des avantages significatifs des machines hydrauliques à commande numérique. Elles se caractérisent par des réglages automatisés, des affichages numériques et un contrôle précis des différents paramètres de coupe, ce qui réduit l'erreur humaine. Les machines mécaniques manuelles ne disposent pas de ces caractéristiques d'automatisation, ce qui peut entraîner des incohérences dans le processus de coupe.
L'entretien et les coûts diffèrent également. Les cisailles hydrauliques nécessitent un entretien régulier du système hydraulique, ce qui peut augmenter les coûts. Les cisailles mécaniques sont plus simples et plus faciles à entretenir. Elles ne nécessitent pas d'huile hydraulique, ce qui les rend plus respectueuses de l'environnement. Cependant, elles posent davantage de problèmes de sécurité et nécessitent des ajustements périodiques.
La sécurité est un autre élément à prendre en compte. Les machines hydrauliques disposent généralement d'une protection intégrée contre les surcharges et sont plus sûres à utiliser. Les machines mécaniques, avec leurs mouvements mécaniques rapides et leur fonctionnement manuel, présentent davantage de risques pour la sécurité.
En résumé, si votre atelier a besoin d'une production en grande quantité et d'une précision moindre, une machine à cisailler mécanique peut être plus appropriée. Pour une coupe précise et de faible volume avec un contrôle automatisé, une cisaille hydraulique à commande numérique est préférable. Les machines hydrauliques offrent une meilleure sécurité et une meilleure automatisation au prix d'une maintenance plus importante, tandis que les machines mécaniques sont plus simples et plus respectueuses de l'environnement.
Quelles sont les caractéristiques à prendre en compte lors de l'achat d'une cisaille hydraulique ?
Lors de l'achat d'une cisaille hydraulique, plusieurs spécifications et facteurs clés doivent être pris en compte pour s'assurer que la machine répond aux besoins spécifiques de votre application et fonctionne efficacement.
Tout d'abord, tenez compte du type et de l'épaisseur du matériau que vous avez l'intention de couper. La machine doit avoir la capacité de coupe maximale et le tonnage appropriés pour traiter votre matériau, car un tonnage insuffisant peut entraîner une mauvaise qualité de coupe et une efficacité réduite.
Ensuite, déterminez la longueur de coupe souhaitée. La machine doit avoir une longueur de coupe suffisante pour traiter votre matériau en une seule coupe afin d'éviter les inefficacités et d'augmenter le temps de production.
La qualité et le type de lame sont également essentiels. Les lames doivent être fabriquées dans des matériaux durables tels que l'acier allié et doivent être adaptées au matériau que vous coupez afin de garantir un cisaillement de haute qualité. Des ajustements ou des remplacements réguliers peuvent s'avérer nécessaires.
Le système de commande de la machine influe sur sa précision et son efficacité. Les options vont des systèmes de commande manuelle aux systèmes de commande automatique, les systèmes CNC avancés comme ceux de Cybelec ou de Delem offrant une automatisation et une précision accrues.
Les caractéristiques de sécurité sont primordiales. Recherchez des machines équipées de protections, de boutons d'arrêt d'urgence et de verrouillages de sécurité pour éviter les accidents et les blessures.
La structure et la configuration de la machine, y compris le corps, les porte-outils, le système hydraulique et le mécanisme de réglage de l'écartement des lames, doivent être robustes et fiables. Veillez à ce que la machine ait une bonne résistance et une bonne rigidité et que le système hydraulique soit facile à entretenir.
Le réglage de l'écartement des lames est essentiel pour s'adapter aux différentes épaisseurs de matériaux. Un réglage correct évite d'endommager la lame et garantit des coupes nettes.
L'angle de cisaillement, généralement compris entre 0,5° et 3,5°, influe sur la déformation du matériau. Un angle de cisaillement plus faible peut améliorer la qualité de la coupe mais peut nécessiter plus de force.
Le budget et le retour sur investissement (RSI) sont également des éléments importants à prendre en compte. Veillez à ce que la machine corresponde à votre budget et offre un retour sur investissement satisfaisant afin d'éviter toute contrainte financière.
L'entretien et la maintenance sont essentiels à la longévité et à l'efficacité de la machine. Des tâches d'entretien régulières telles que l'affûtage des lames, les vidanges d'huile et les inspections électriques sont nécessaires pour maintenir la machine dans un état optimal.
Enfin, tenez compte de vos besoins futurs en matière de production. La machine doit être suffisamment polyvalente pour répondre à une expansion potentielle et à toute exigence particulière qui pourrait survenir.
En évaluant ces facteurs, vous pouvez sélectionner une cisaille hydraulique qui répond à vos besoins spécifiques, améliore l'efficacité et offre un bon retour sur investissement.
Comment entretenir ma cisaille hydraulique pour qu'elle fonctionne de manière optimale ?
Pour entretenir votre cisaille hydraulique afin d'obtenir des performances optimales, respectez les pratiques suivantes :
Utilisez la machine en respectant scrupuleusement les instructions du fabricant. Nettoyez régulièrement la machine pour éliminer la poussière, les copeaux de métal et les débris, à l'aide d'une brosse ou d'air comprimé, en particulier autour de la zone de coupe, du système de butée arrière et des rails de guidage. Lubrifiez les pièces mobiles et les assemblages conformément aux instructions du fabricant, en veillant à ce que l'huile de lubrification soit propre et exempte de précipitations.
Remplacez régulièrement la graisse du roulement du moteur et lubrifiez quotidiennement tous les points désignés, en particulier sur les machines équipées de systèmes de lubrification décentralisés. Inspectez régulièrement les pièces critiques et mobiles pour vérifier qu'elles ne sont pas usées, endommagées ou mal alignées. Vérifiez que la lame n'est pas ébréchée ou émoussée et rectifiez-la ou remplacez-la si nécessaire. Inspectez la courroie trapézoïdale, la poignée, le bouton et les boutons pour vérifier qu'ils ne sont pas endommagés ou très usés et remplacez-les sans tarder.
Vérifiez régulièrement le niveau d'huile hydraulique et maintenez-le au niveau recommandé. Inspectez et remplacez les filtres hydrauliques conformément aux directives du fabricant et vérifiez que le système hydraulique ne présente pas de fuites ou de dommages au niveau des tuyaux, en remédiant immédiatement à tout problème. Inspectez régulièrement les connexions électriques pour vérifier qu'elles ne sont pas usées, endommagées ou desserrées, et que toutes les connexions sont bien fixées. Maintenez le panneau de commande propre et protégé de l'eau, de la poussière ou d'une chaleur excessive, et mettez à jour les logiciels et les microprogrammes selon les recommandations.
Mettez en œuvre des procédures de verrouillage/étiquetage avant toute opération de maintenance ou d'inspection afin d'éviter toute activation accidentelle de la machine. Veillez à ce que seul le personnel désigné utilise la machine et à ce qu'elle soit arrêtée lorsqu'elle est laissée sans surveillance. Nettoyer soigneusement la machine chaque semaine et lubrifier les surfaces des rails de guidage, les surfaces de glissement, les billes et les vis. Tous les jours, lubrifiez et nettoyez les machines-outils, vérifiez et serrez les vis de fixation des outils, les mécanismes de transmission, le volant, les vis de support de la table et les lignes de vérin.
Vérifier les niveaux d'huile et d'azote dans chaque réservoir d'huile de lubrification, faire le plein conformément à la réglementation, et s'assurer que la fenêtre d'huile est brillante et que le réservoir d'huile est exempt de sédiments. Inspectez les pièces de la transmission pour vérifier qu'elles ne sont pas desserrées et que les engrenages et les crémaillères s'engrènent bien, en les réglant ou en les remplaçant si nécessaire. Nettoyez la graisse usagée de la vis à bille et remplacez-la par de la graisse neuve. Nettoyez les différentes vannes et les filtres, et changez l'huile si nécessaire. Inspectez la surface du collecteur du moteur, enlevez les bavures, nettoyez la poudre de carbone et remplacez les balais de carbone usés.
Évitez de couper des matériaux trop longs et trop épais, tels que l'acier rapide, l'acier à outils ou la fonte, et ne coupez pas au-delà de la surface spécifiée du matériau afin d'éviter d'endommager la machine. Surveillez la température du réservoir de carburant, en arrêtant la machine si elle dépasse 60 degrés, et soyez attentif à toute défaillance anormale des mécanismes de serrage, des embrayages et des freins, en arrêtant immédiatement la machine si des problèmes sont détectés.
En suivant ces étapes d'entretien complet, vous pouvez vous assurer que votre cisaille hydraulique fonctionne de manière optimale et a une durée de vie prolongée.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
Vous êtes-vous déjà demandé comment de puissantes machines transforment le métal brut en pièces précises et utilisables ? Cet article dévoile les secrets de la cisaille hydraulique, une merveille d'ingénierie. Apprenez comment elle coupe...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé ce qui fait une lame de cisaille parfaite ? Dans cet article, nous allons explorer le monde fascinant des aciers pour matrices, des variétés pour le travail à froid à celles pour le travail à chaud. Vous découvrirez les secrets de leur...
Vous êtes-vous déjà demandé pourquoi certaines tôles sont parfaitement planes alors que d'autres se déforment ? Cet article révèle les secrets des forces de coupe des cisailles à tôles rotatives. Vous apprendrez comment...
Vous êtes-vous déjà demandé qui sont les principaux acteurs de l'industrie des cisailles ? Dans cet article, nous allons explorer les principaux fabricants de cisailles en Chine pour 2023. Vous découvrirez des entreprises qui...
Qu'est-ce qui différencie les cisailles guillotines hydrauliques des cisailles à longerons oscillants, et pourquoi ces distinctions sont-elles importantes pour vos projets d'usinage des métaux ? Cet article explore les principales différences, notamment le mouvement de la lame, la...
Quelles sont les causes de défaillance du système hydraulique d'une cisaille guillotine ? Cet article explore les problèmes courants tels que la perte de pression, les dysfonctionnements des soupapes et la chute automatique du pied presseur. ....
Faites passer votre entreprise à la vitesse supérieure