Qu'est-ce qui garantit un pliage parfait de la tôle ? Cet article aborde cinq facteurs cruciaux qui peuvent faire ou défaire vos projets de pliage de tôle, en couvrant des aspects essentiels tels que le rayon de pliage minimum, la hauteur de pliage, les marges des trous, la position de la ligne de pliage et l'importance du positionnement des trous. Les lecteurs comprendront mieux ces principes fondamentaux, ce qui leur permettra de garantir la précision et la qualité de leurs travaux de métallurgie.
Le rayon de courbure minimal correspond au rayon de l'angle de courbure intérieur, à condition que les fibres extérieures de la feuille ne se cassent pas pendant le processus de courbure.
Il n'est nécessaire de spécifier le rayon de courbure minimal que sur demande spéciale, et il doit être augmenté autant que possible dans des conditions normales.
Le tableau 1 indique les rayons de courbure minimaux pour différentes séries d'épaisseurs de matériaux de tôle couramment utilisés.
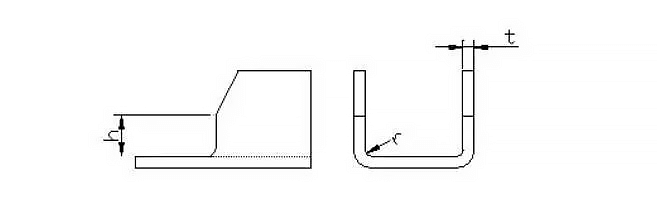
2.1 Pour garantir la qualité de la pièce pliée, le bord droit des pièces pliées ne doit pas être inférieur à la hauteur minimale de pliage.
Lors d'un pliage pour former un angle droit, comme le montre la figure 1, la hauteur minimale de pliage est déterminée par la formule (1).
hmin= r+2t---------------------(1)
Fig. 1
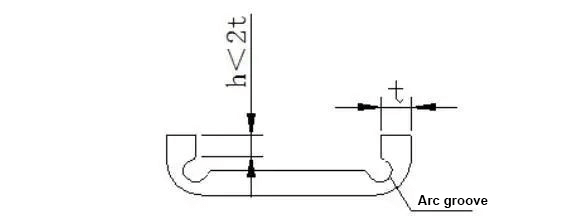
2.2 Exigences particulières concernant la hauteur de cintrage :
Si la conception doit plier la hauteur de pliage h ≤ r + 2t, la première chose à faire est d'augmenter la hauteur du pliage, puis de le plier et de le traiter à la taille requise.
Après avoir traité les rainures d'arc peu profondes dans la zone de déformation par flexion, plier à nouveau, comme le montre la figure 2.
Fig. 2
2.3 Hauteur du bord droit de la face pliée aux angles biseautés.
Lors du cintrage d'une pièce pliée dont les bords latéraux sont biseautés, comme le montre la figure 3.
La hauteur minimale des bords latéraux est indiquée dans l'équation (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
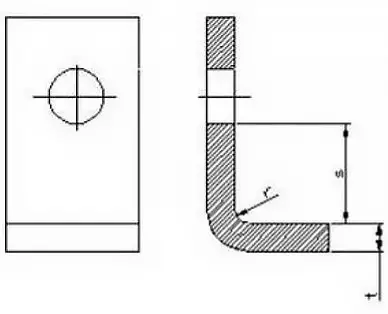
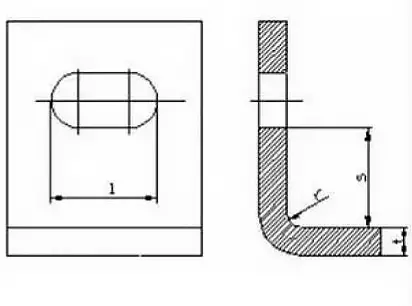
3. Marges minimales des trous
Lorsqu'un pliage est nécessaire après le poinçonnage, le trou doit être placé en dehors de la zone de déformation du pliage afin d'éviter qu'il ne se déforme au cours de l'opération de pliage. processus de pliage.
La distance entre le bord du trou et la surface intérieure du bord plié est indiquée dans le tableau 2.
Tableau 2 : Marges minimales des trous
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2.5t+2
>2
s≥1.5t+r
>50
s≥3t+r
4. Position de la ligne de pliage
4.1 Lors de la flexion partielle d'une section, le ligne de pliage ne doit pas se situer à un endroit où les dimensions sont abruptes, afin d'éviter les fissures de flexion causées par des concentrations de contraintes dans les angles vifs du changement dimensionnel.
La distance S de la mutation doit être supérieure au rayon de courbure r, voir figure 4a.
Ou le poinçonnage de trous ou de rainures pour séparer la zone de déformation de la zone de non-déformation (voir figure 4b, 4c).
Notez les exigences de taille de la figure : S ≥ R ; largeur de la fente k ≥ t ; profondeur de la fente L ≥ t + R + k / 2.
Figure 4
4.2 Lorsque le trou est situé dans la zone de déformation par flexion, les mesures à prendre avant le pliage sont indiquées dans la figure 5.
Fig. 5
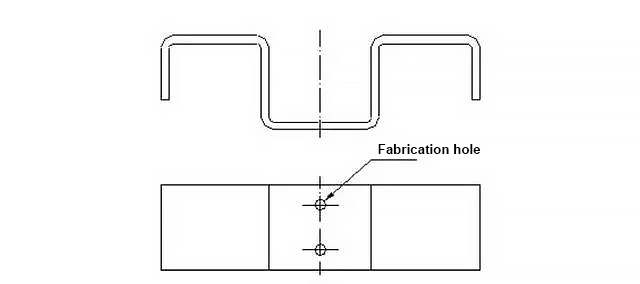
5. Les pièces cintrées doivent être conçues de manière à définir les trous de positionnement du processus.
Pour garantir le positionnement précis de la feuille dans la matrice et éviter les mouvements pendant le pliage qui entraînent des pertes de produit, les pièces pliées doivent être conçues avec des trous de positionnement du processus, comme illustré dans la figure 6.
En particulier pour les pièces formées par des coudes multiples, les trous du processus doivent être utilisés comme points de référence pour le positionnement afin de réduire les erreurs cumulées et de garantir la qualité du produit.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
N'avez-vous jamais pensé que le pliage de la tôle pouvait être aussi complexe ? Le pliage fermé, une technique essentielle dans le traitement des tôles, fait appel à des méthodes spécialisées pour réaliser des pliages précis et durables sans faire appel à un professionnel....
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Faites passer votre entreprise à la vitesse supérieure