Dans le cadre de notre projet de transformation des réalisations scientifiques et technologiques, notre société a mis au point un nouveau caisson de sécurité ignifuge en nanociment à haute résistance, qui répond aux exigences de nos clients.
Le coffre-fort se compose d'un conteneur intérieur et d'une coque extérieure, tous deux cintrés à partir de plaques d'acier laminées à froid. Cependant, en raison de l'interférence entre la presse plieuse et les pièces, il n'est pas possible d'utiliser la matrice de pliage conventionnelle.
Le défi consiste à trouver une solution qui permette à la presse plieuse de plier les pièces en forme de U en douceur, sans aucune interférence. C'est la clé pour résoudre le problème du processus.
1. Analyse du processus des pièces
Les figures 1 et 2 montrent respectivement le conteneur intérieur et la coque extérieure du coffre-fort.
Fig. 1 Conteneur intérieur Fig. 2 Coque extérieure
La pièce est fabriquée à partir d'une plaque d'acier laminée à froid de 3 mm d'épaisseur et doit être pliée sur une machine à coudre. presse plieuse machine. Lors de la simulation de la flexion du modèle de pièce, il a été constaté qu'un côté de la pièce interférait avec le panneau de la machine.
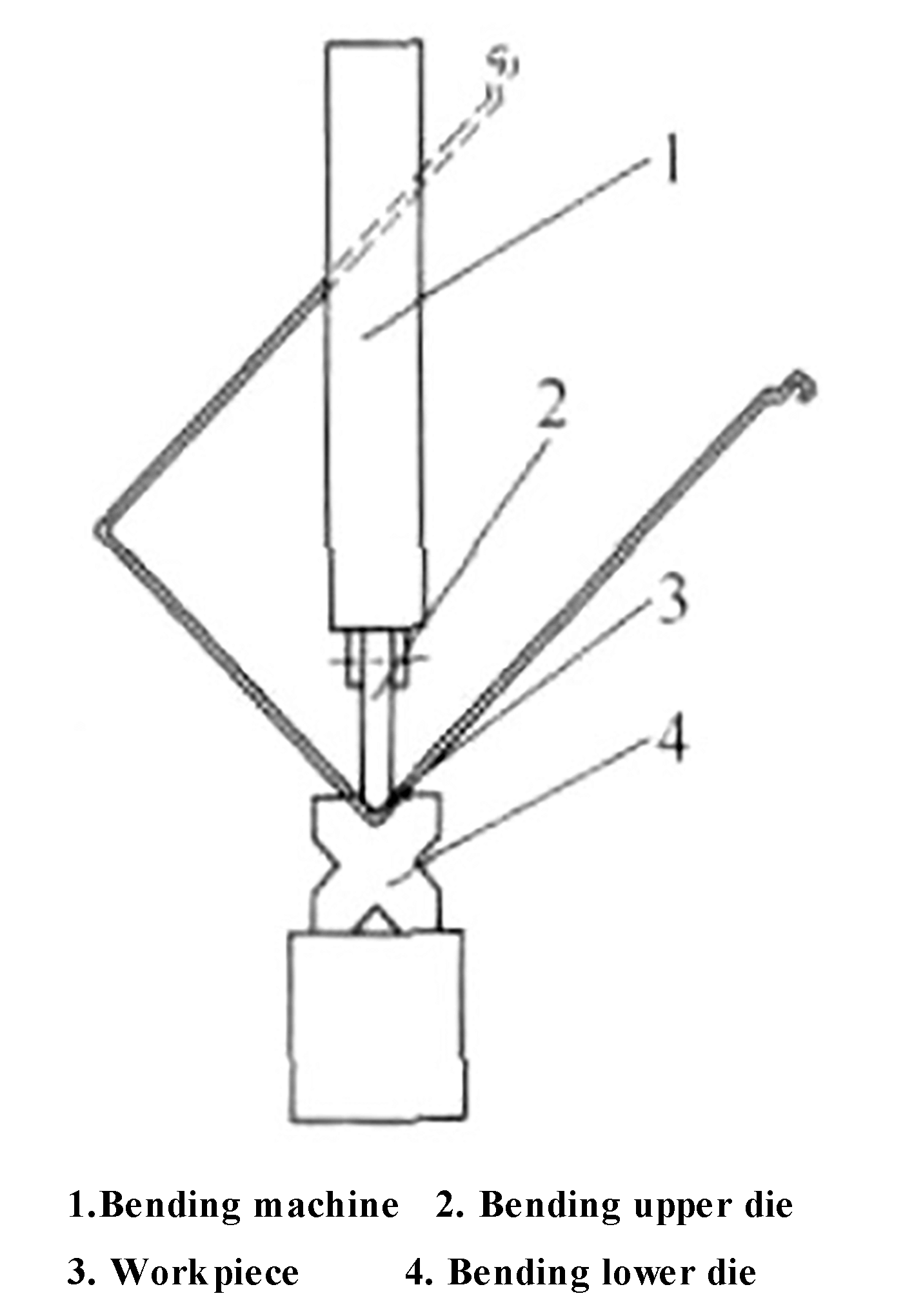
Une analyse plus poussée a permis de déterminer que le rapport d'aspect de la pièce était trop important, atteignant respectivement 1,54 et 1,52, ce qui est nettement supérieur au rapport 1:1. D'ordinaire, lors du pliage de pièces en forme de U à l'aide d'une machine à cintrer, le rapport d'aspect est trop élevé. matrice de pliageLe rapport maximal entre la longueur et la largeur ne doit pas dépasser 1:1. Si ce rapport est plus important, le côté long de la pièce interférera avec la presse. machine à freinercomme le montre la figure 3.
Fig. 3 Phénomène d'interférence du côté long de la pièce
En rapport : Calculateur de force de pliage en V et en U
2. Structure de la machine à plier existante
Nous avons analysé la presse plieuse et la matrice de pliage et avons constaté ce qui suit :
Le panneau avant de la presse plieuse a une structure complexe et volumineuse, d'une épaisseur d'environ 80 mm, et est fixé en place. Pendant le processus de pliage, la table de travail de la presse plieuse et la matrice de pliage se déplacent ensemble vers le haut et vers le bas.
Il a été déterminé qu'il serait peu pratique et impossible de modifier la presse plieuse pour permettre le traitement de ces pièces.
Cependant, en apportant des améliorations appropriées à la conception de la matrice de pliage, il est possible de résoudre efficacement le problème sans modifier la structure de la presse plieuse. Cette approche permettrait d'obtenir deux fois plus de résultats avec deux fois moins d'efforts, ce qui permettrait de plier avec succès des pièces en forme de U.
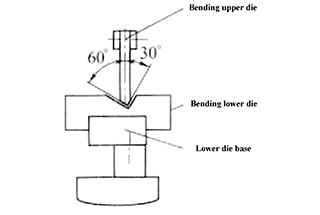
Comme le montre la figure 4, la matrice de pliage conventionnelle a une structure symétrique avec un angle de 45°, avec une orientation gauche-droite.
Fig. 4 La matrice de pliage ordinaire
La trajectoire de la matrice est équivalente à la diagonale d'un carré. Le rapport maximum entre la longueur et la largeur de la pièce en U qui peut être pliée par la matrice est de 1:1. Si ce rapport est dépassé, l'un des côtés de la pièce entrera en conflit avec la machine à plier, ce qui empêchera le traitement de la pièce.
3. Solutions d'interférence entre les pièces et la machine à plier
L'analyse du processus de fabrication des pièces et de la structure de la matrice de la presse plieuse a révélé que la cause de l'interférence est le rapport longueur-largeur élevé des pièces en U, qui dépasse la capacité de pliage de la matrice de la presse plieuse.
Pour résoudre ce problème, nous nous sommes écartés de la structure symétrique traditionnelle de la matrice de pliage ordinaire.
Nous avons adopté une structure asymétrique gauche-droite comme solution.
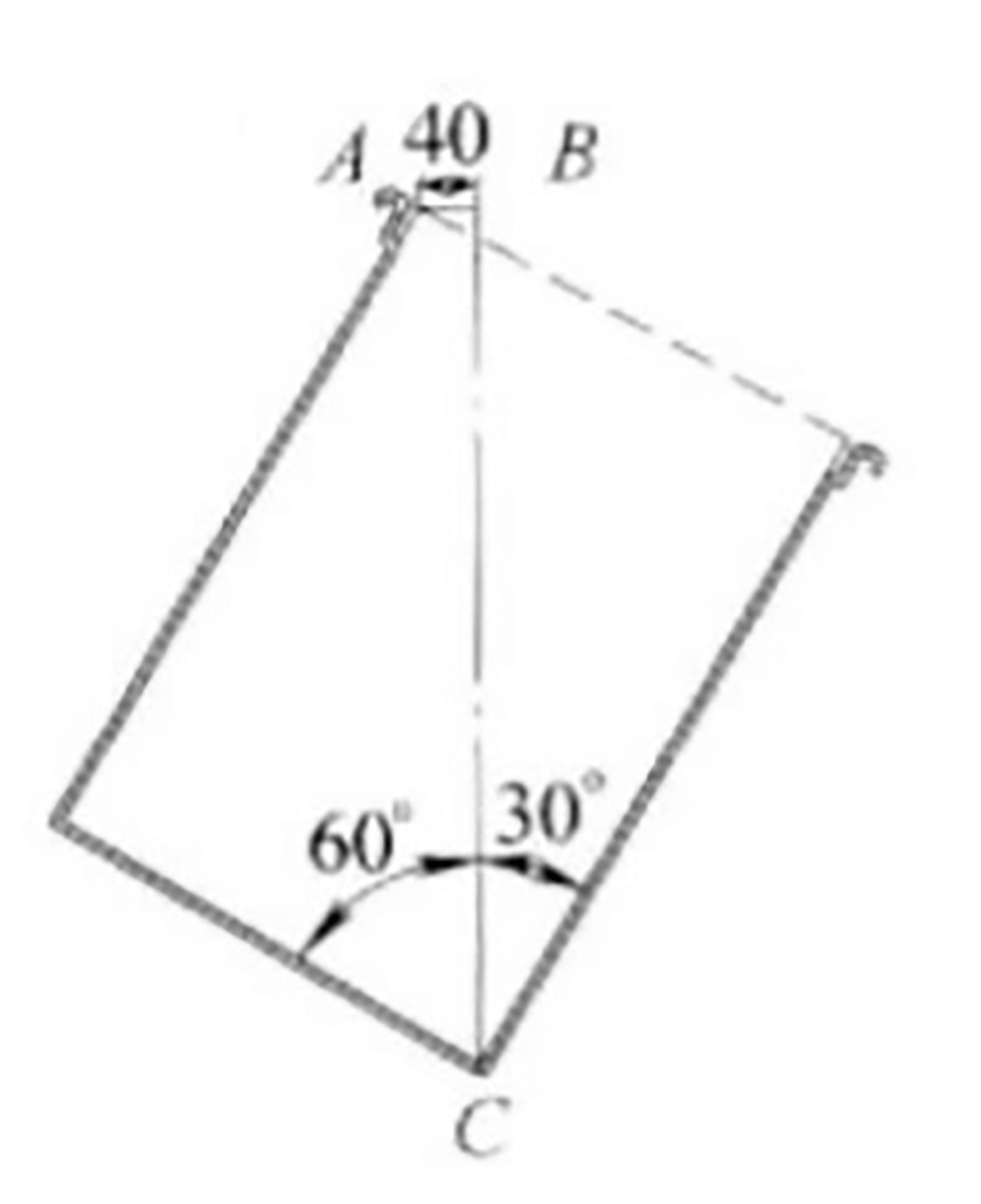
En vue de dessus, la partie en U est considérée comme un rectangle (voir figure 5). Le point A a été déplacé de 40 mm (ce qui équivaut à la moitié de l'épaisseur du panneau de la machine à plier, qui est de 80 mm) vers le point B. La ligne diagonale entre les points B et C divise l'angle droit en deux parties, de 30° et 60° respectivement.
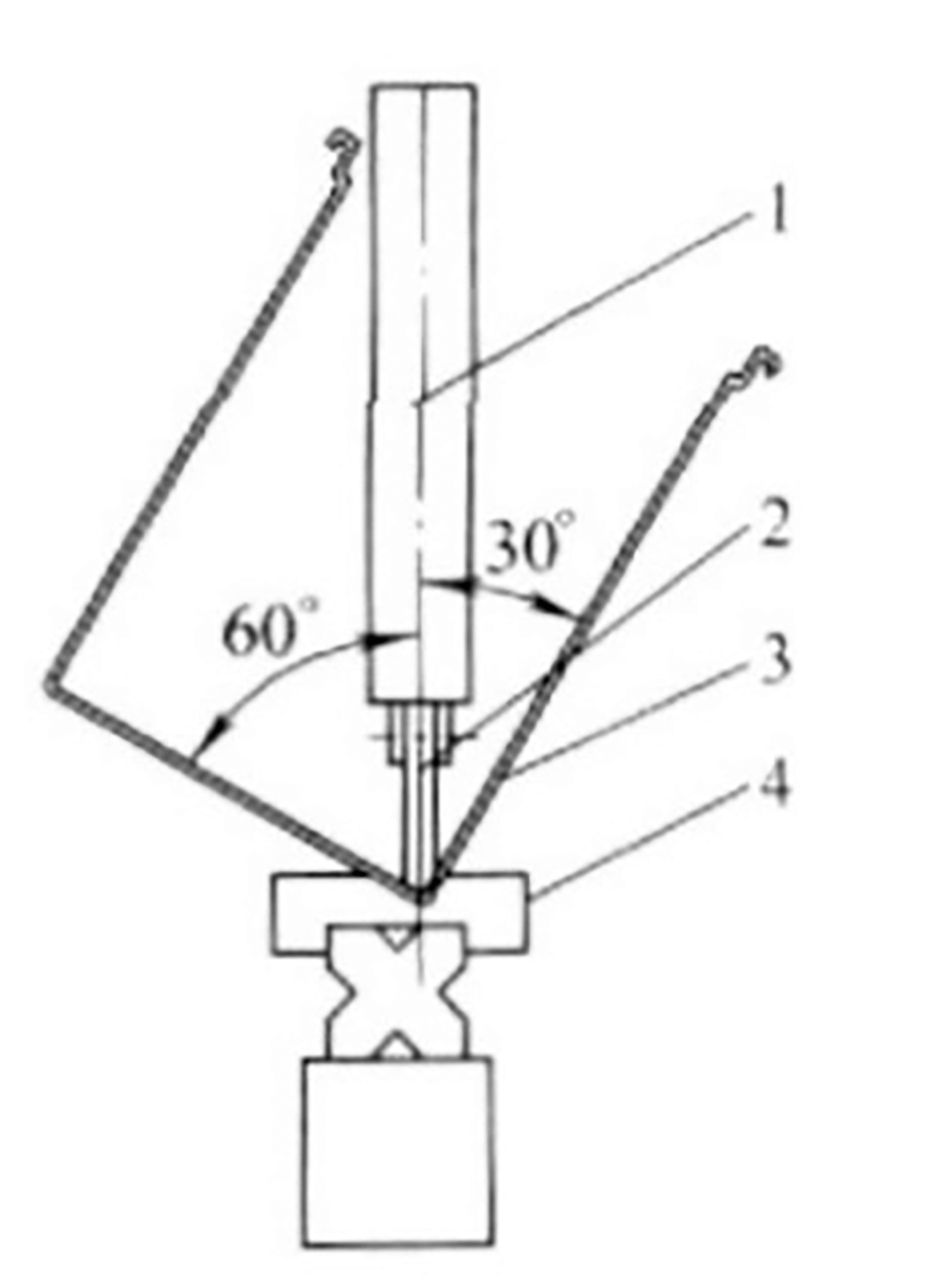
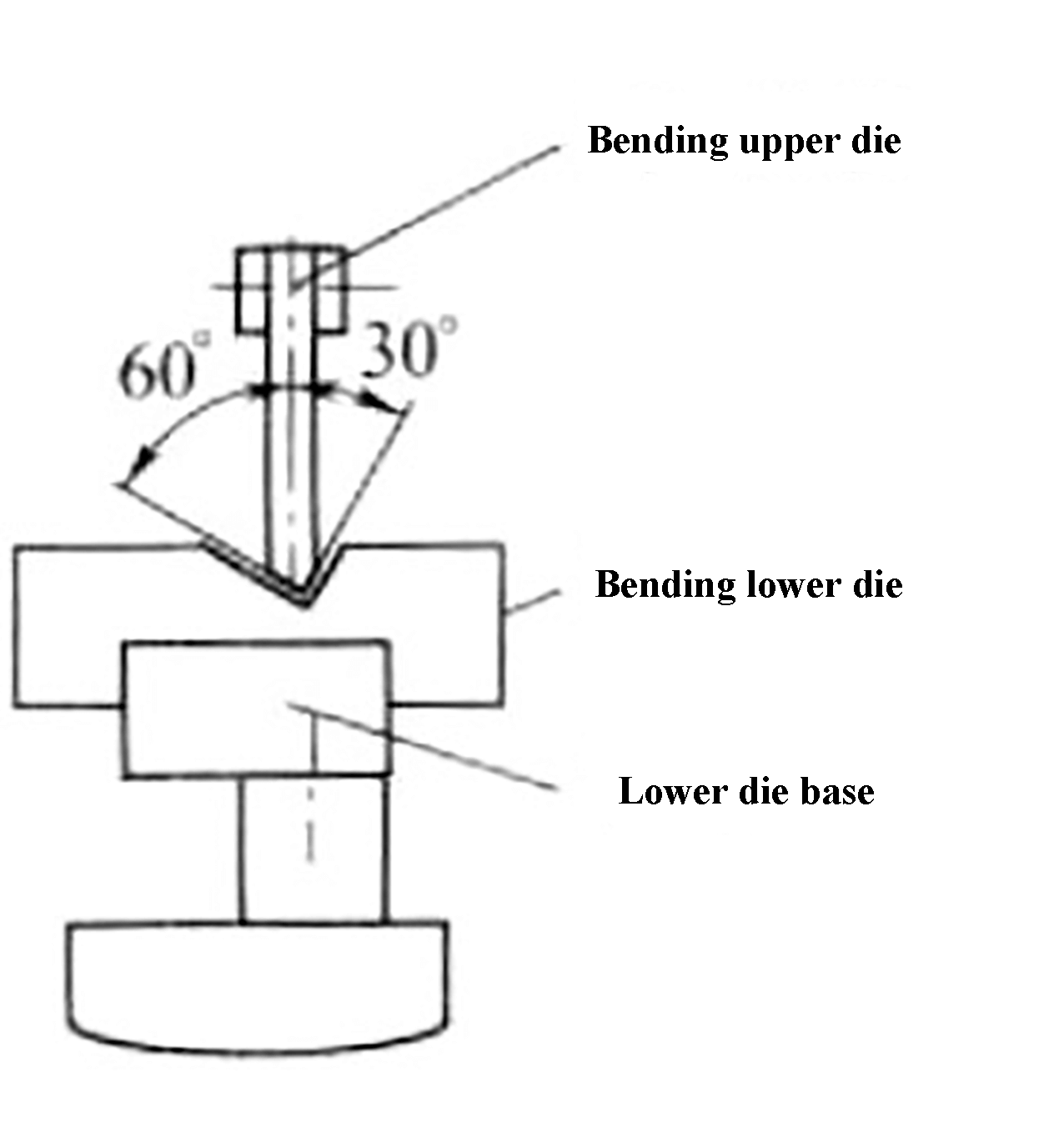
Sur la base de ces constatations, nous avons conçu les systèmes de flexion supérieurs et inférieurs. filière inférieure comme le montre la figure 6. Le côté long de la pièce en forme de U évite désormais le panneau de la machine à plier, ce qui élargit la plage de traitement de la machine à plier.
Fig. 5 La figure plane
Fig. 6 La matrice supérieure et la matrice inférieure de pliage
4. Amélioration de la matrice de pliage
Pour résoudre les problèmes d'interférence entre les pièces et la machine à plier, nous avons apporté des améliorations à deux machines à plier différentes.
La première amélioration a été apportée à la machine à plier ordinaire. Le processus consistait à utiliser la matrice de pliage d'origine comme référence, à fixer la matrice inférieure comme base, puis à fixer la nouvelle matrice inférieure asymétrique sur cette dernière. Enfin, la matrice supérieure a été directement remplacée, comme le montre la figure 7.
Fig. 7 Amélioration de la machine à plier ordinaire
La deuxième amélioration a été apportée à la Presse plieuse CNC machine. Le processus a consisté à ajouter un porte-matrice inférieur réglable qui est relié à la base de la machine à plier. La matrice supérieure a ensuite été directement remplacée, comme le montre la figure 8.
Fig. 8 Amélioration de la Presse CNC machine à freiner
Le processus d'ajustement de cette filière asymétrique est différent du processus d'ajustement symétrique de la filière ordinaire.
Pour la matrice ordinaire, seule l'épaisseur des pièces pliées doit être ajustée en utilisant les points de pointe des matrices supérieure et inférieure comme référence.
Cependant, pour les filières asymétriques, l'espacement entre les filières supérieure et inférieure doit être utilisé comme norme de réglage au lieu d'aligner les pointes des filières supérieure et inférieure.
Le processus d'ajustement consiste d'abord à égaliser l'espacement entre les matrices supérieure et inférieure des deux côtés, puis à s'adapter à l'épaisseur des pièces pliées.
Cette modification de la matrice de pliage originale permet de réduire les coûts de fabrication, de raccourcir le cycle de production et de faciliter l'utilisation, ce qui permet d'obtenir deux fois plus de résultats avec deux fois moins d'efforts.
5. Conclusion
Avec l'amélioration de l'outil de pliage, le problème d'interférence des pièces en forme de U pendant le pliage a été résolu. processus de pliage a été résolue et la capacité de traitement de la presse plieuse a été augmentée.
Le fonctionnement est simple et convivial.
Pour les différentes pièces en forme de U, les angles gauche et droit de l'outil de pliage peuvent également être réarrangés pour résoudre le problème d'interférence, ce qui le rend très utile pour une utilisation et une promotion plus larges.