1. Introduction
Lorsqu'une presse plieuse plie une pièce, le coulisseau et la table de travail se déforment sous la force du pliage. À ce stade, la profondeur de la matrice supérieure entrant dans l'ouverture de la matrice inférieure n'est pas alignée sur toute la longueur de la pièce, ce qui entraîne une diminution significative de la précision de la pièce.
Pour résoudre ce problème, divers dispositifs de compensation des déformations ont été mis au point et peuvent être classés en deux catégories.
Dans la première catégorie, la table de travail est conçue avec une forme convexe qui s'élève au milieu, formant une courbe symétrique. On parle alors de "filière inférieure compensation convexe.
La deuxième catégorie consiste à relever la filière supérieure ou le bélier en lui donnant une courbe symétrique qui s'abaisse au milieu. C'est ce qu'on appelle la "compensation convexe du dé supérieur".
2. L'influence de deux types de dispositifs de bombage sur la précision des pièces
2.1 Déformation du coulisseau et de la table de travail au cours de l'opération d'usinage flexion après le dispositif de compensation convexe
Pour simplifier la description et l'expression, le bélier et la table de travail sont représentés par des rectangles élancés.
Sans compensation, le coulisseau et la table de travail se déforment sous l'effet de la flexion. A ce moment, la valeur de la convexité de compensation (f) est égale à zéro, la déformation du coulisseau étant (f1) et celle de la table de travail (f2).
Pour y remédier, le dispositif de compensation est activé, en réglant la valeur de convexité de compensation (f) égale à (f1 + f2).
Dans un scénario idéal, la profondeur de la filière supérieure entrant dans l'ouverture de la filière inférieure reste constante sur toute la longueur de la filière, ce qui se traduit par un angle de courbure uniforme de la tôle. Bien qu'il soit difficile d'atteindre ce scénario idéal, les gens s'efforcent continuellement de s'en rapprocher le plus possible.
L'analyse ci-dessus permet de conclure que les deux dispositifs de compensation peuvent réduire efficacement l'erreur d'angle des pièces pliées. Toutefois, leur impact sur les rectitude est différent.
2.2 Flèche naturelle des pièces en flexion
Après le pliage, le bord de la pièce pliée fléchit naturellement, sa déviation maximale étant décrite par δ.
Au cours de la processus de pliageDans la zone de déformation, le métal subit une déformation plastique importante. Dans cette zone, la couche intérieure de l'arc de cercle subit une contrainte de compression longitudinale parallèle à la direction OX, tandis que la couche extérieure subit une contrainte de traction longitudinale.
Ces contraintes opposées de traction et de compression créent un moment longitudinal (My) tournant autour de l'axe OY, qui est nécessaire pour maintenir la direction longitudinale (direction OX) de la pièce pliée dans l'alignement de la ligne longitudinale correspondante de la matrice pendant le pliage.
Une fois que le bélier revient et que le force de flexion et le moment longitudinal sont supprimés, les couches métalliques dans la zone de déformation rebondissent rapidement. Par conséquent, la flexion naturelle se produit dans la direction opposée au moment longitudinal dans la direction longitudinale.
Pour faciliter l'expression, la zone de déformation par flexion est considérée comme un plan. Sous l'influence de la force de flexion, la couche supérieure (circulaire intérieure) du métal subit une compression longitudinale et la couche inférieure (circulaire extérieure) subit une tension longitudinale.
2.3 Influence de deux méthodes différentes de compensation convexe sur la rectitude des pièces de flexion
Lorsqu'une filière inférieure est équipée d'une compensation convexe, la courbe de convexité compensatoire s'élève vers le haut. Inversement, lorsqu'une filière supérieure est équipée d'une compensation convexe, la courbe de convexité compensatoire plonge vers le bas.
Le naturel courbe de déflexion de la pièce pliée est un renflement vers le haut. La valeur de la convexité de compensation est déterminée par la déformation du coulisseau et de la table de travail pendant le pliage et est relativement faible.
Grâce à la convexité de compensation, la déviation causée par le retour élastique sera réduite. Par conséquent, la déflexion causée par la convexité de compensation est généralement inférieure à la déflexion naturelle (δ) de la pièce pliée.
3. Analyse comparative des dispositifs courants de compensation des déformations
3.1 Compensation convexe pour le vérin hydraulique de la traverse inférieure
Une fois que le cylindre hydraulique est rempli d'huile sous pression, la traverse s'élève et forme un ensemble de courbes convexes contrôlables. Cette conception est largement utilisée dans les machines CNC presses plieuses et présente les caractéristiques suivantes :
- Le cylindre est uniformément réparti le long de la traverse, et la courbe convexe ressemble étroitement à la courbe de déformation du vérin et de la table de travail sur toute la longueur de la table de travail.
- Il est facile à utiliser grâce au contrôle de la pression du système hydraulique.
- Il permet d'améliorer la précision de la angle de flexion.
- Sa structure est complexe et son coût élevé.
3.2 Compensation convexe du module dans la table de travail
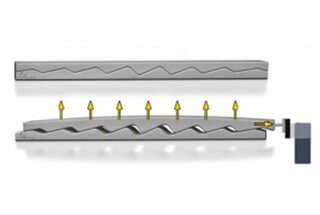
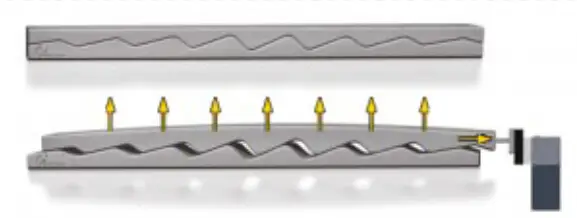
La table de travail est équipée de plusieurs groupes de cales situés en dessous. L'angle de chaque groupe est conçu pour répondre à des exigences spécifiques. La position horizontale de la cale supérieure de chaque groupe de cales est fixe, tandis que la cale inférieure se déplace simultanément vers la gauche.
La table de travail s'élevant vers le haut pour répondre aux exigences de la conception, cette conception est largement utilisée dans divers secteurs de l'industrie. les types de presse freins.
Les caractéristiques de ce modèle sont les suivantes :
- Les cales sont réparties uniformément le long de la table de travail et la courbe convexe après compensation est conçue pour correspondre à la courbe de déformation du coulisseau et de la table de travail, ce qui permet d'obtenir une compensation relativement précise.
- Le niveau de compensation peut être contrôlé en ajustant la longueur de déplacement de la cale inférieure, ce qui permet un fonctionnement manuel ou flexible.
- Il permet d'améliorer la précision de l'angle de pliage.
3.3 Compensation convexe du coin supérieur de la matrice
Plusieurs modules sont positionnés entre le coulisseau et la matrice supérieure, chaque groupe de cales ayant les mêmes spécifications. La plaque de connexion et la cale inférieure de la cale sont fixées en tant qu'unité. En déplaçant la cale supérieure, il est possible d'obtenir une courbe convexe vers le bas. Enfin, les modules sont fixés entre le coulisseau et la matrice supérieure par une plaque de pression.
Les caractéristiques de ce modèle sont les suivantes :
- Les blocs de calage sont répartis uniformément sous le vérin.
- En ajustant chaque coin, la courbe convexe optimale peut être obtenue.
- La structure est simple, le coût est faible, mais le fonctionnement est moins pratique.
- Il est largement utilisé dans les presses plieuses conventionnelles de petite et moyenne taille.
- Grâce à un réglage précis, la précision de l'angle de pliage peut être considérablement améliorée et les pièces présentent une bonne rectitude.
3.4 Compensation convexe du vérin hydraulique
Un groupe de vérins hydrauliques est installé au centre du bélier. Une fois que les cylindres sont remplis d'huile sous pression, la partie centrale du bélier descend, créant une courbe convexe locale contrôlable.
Cependant, en raison de limitations structurelles, les deux côtés du bélier ne peuvent pas être compensés efficacement, ce qui rend cette méthode de compensation moins répandue.
Ses caractéristiques sont les suivantes :
- La compensation convexe est concentrée au centre du coulisseau et il n'est pas possible de former une courbe convexe cohérente sur toute la longueur de la filière supérieure.
- La précision de l'angle et de la rectitude peut être améliorée dans une certaine mesure.
4. Conclusion
Pendant le fonctionnement de la presse plieuse, la convexité de compensation doit correspondre à la déformation du coulisseau et de la table de travail. Il faut donc pouvoir régler la convexité de compensation rapidement et facilement sur toute la longueur de l'outil.
Cependant, la conception actuelle de la compensation convexe des poinçons ne permet pas de répondre à cette exigence, ce qui limite son utilisation.
Pour améliorer la précision des presse plieuse et d'utiliser pleinement les avantages de la compensation convexe de l'outil supérieur, le développement d'une nouvelle structure pour le contrôle rapide de la couronne de l'outil supérieur est une direction prometteuse pour le développement futur des presses plieuses.
Actuellement, certaines organisations ont fait des tentatives positives dans ce domaine et ont obtenu des résultats prometteurs.