
Calculateur du facteur Y
Comment plier avec précision une pièce de tôle sans essais et erreurs ? Le facteur Y en est la clé. Cet article explique le facteur Y, une constante cruciale utilisée pour calculer la...
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie le facteur K, explique sa relation avec la couche neutre et fournit des méthodes de calcul pratiques. Découvrez comment la maîtrise du facteur K peut révolutionner vos conceptions de tôle et garantir une fabrication réussie.

Cet article propose une exploration approfondie du facteur K, un concept crucial dans la conception et la fabrication des tôles. Il traite de la définition du facteur K, de sa relation avec la couche neutre et des méthodes de calcul et d'étalonnage du facteur K.
L'article aborde également les facteurs qui influencent le facteur K, tels que les propriétés des matériaux et les paramètres de flexion, et fournit des conseils pratiques pour déterminer la valeur optimale du facteur K pour diverses applications.
Le facteur K est un concept crucial dans la conception et la fabrication de tôles, en particulier lorsque l'on travaille avec des logiciels de CAO tels que SolidWorks. Il représente l'emplacement de l'axe neutre dans un pliage et joue un rôle essentiel dans la détermination de la longueur exacte des pièces de tôle après le pliage. Mathématiquement, le facteur K est défini comme le rapport entre la distance entre la couche neutre et la surface intérieure du pli (t) et l'épaisseur totale de la tôle (T) :
K = t / T
Cette valeur sans dimension est toujours comprise entre 0 et 1, et se situe généralement entre 0,3 et 0,5 pour la plupart des matériaux et des procédés de pliage courants. Le facteur K est essentiel pour plusieurs raisons :
Les facteurs influençant le facteur K comprennent les propriétés du matériau (telles que la limite d'élasticité et la ductilité), l'épaisseur de la tôle, le rayon de courbure et la méthode de cintrage (cintrage à l'air, cintrage par le bas, cintrage à l'emporte-pièce). La fabrication moderne de tôles utilise souvent des tableaux de facteurs K empiriques ou des analyses par éléments finis (FEA) avancées pour déterminer les valeurs optimales pour des applications spécifiques.
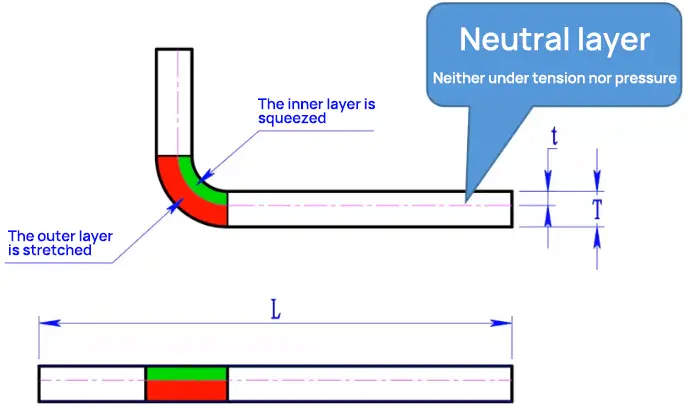
Pour bien comprendre le facteur K, il est essentiel de comprendre le concept de couche neutre. Lorsqu'une pièce de tôle est pliée, le matériau proche de la surface intérieure du pli subit une compression, dont l'intensité augmente à mesure que l'on se rapproche de la surface. Inversement, le matériau proche de la surface extérieure subit un étirement, dont l'intensité augmente à mesure que l'on se rapproche de la surface.
En supposant que la tôle soit composée de fines couches empilées (comme c'est le cas pour la plupart des métaux), il doit exister une couche au milieu qui ne subit ni compression ni étirement pendant le pliage. Cette couche est appelée couche neutre. La couche neutre est essentielle pour déterminer le facteur K et, par conséquent, la surépaisseur de pliage et les dimensions du modèle plat d'une pièce de tôle.
La couche neutre, bien qu'invisible dans la tôle, joue un rôle essentiel dans les opérations de pliage et est intrinsèquement liée aux propriétés du matériau. Cette relation influence directement le facteur K, un paramètre critique dans la fabrication des tôles.
La position de la couche neutre est déterminée par plusieurs caractéristiques du matériau :
Le facteur K, qui représente la position de la couche neutre, est par conséquent influencé par ces mêmes propriétés matérielles. Il est généralement exprimé sous la forme d'une décimale entre 0 et 1, où 0,5 indique la couche neutre à mi-épaisseur de la feuille.
Un principe fondamental dérivé du concept de couche neutre est que la longueur dépliée (modèle plat) d'une pièce de tôle pliée est égale à la longueur de la couche neutre. Ce principe peut être exprimé mathématiquement comme suit :
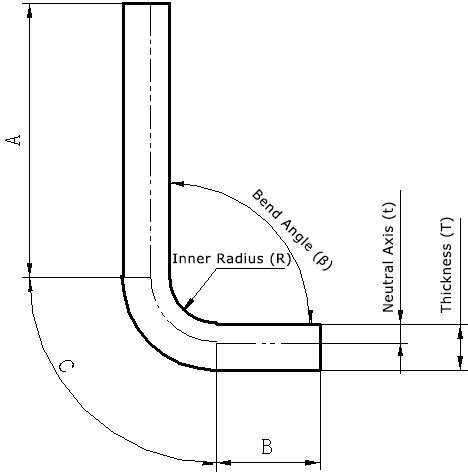
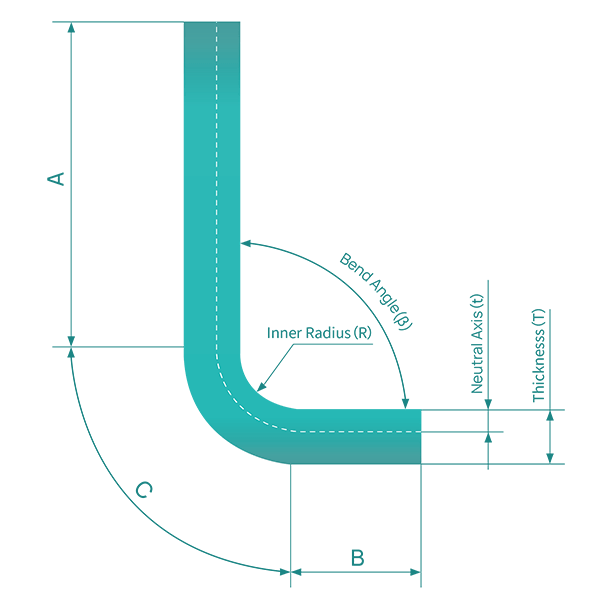
Longueur dépliée = longueur droite A + longueur droite B + longueur d'arc C
Où ?
Cette relation est cruciale pour le dimensionnement précis des modèles plats, qui repose sur la détermination précise du facteur K et le calcul de la surépaisseur de pliage. La surépaisseur de pliage, à son tour, est influencée par :
La compréhension de ces interrelations permet aux ingénieurs de.. :
Dans la pratique, si les calculs théoriques constituent un point de départ, les essais empiriques et l'ajustement des facteurs K pour des combinaisons spécifiques de matériaux et d'outillage donnent souvent les résultats les plus précis dans les environnements de production.
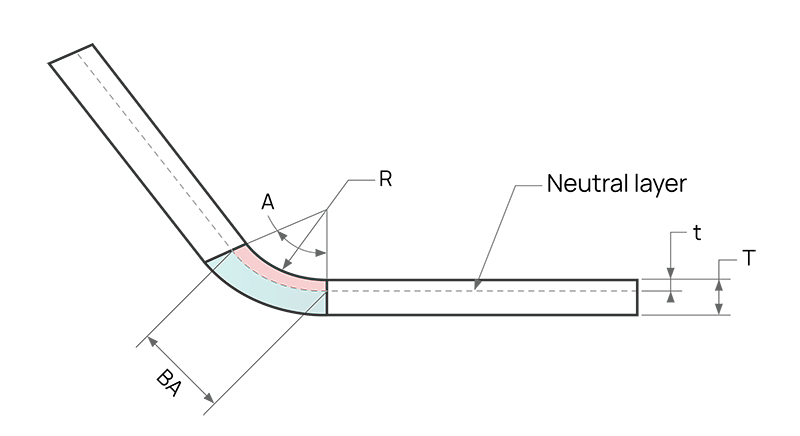
Les illustrations ci-dessous fournissent une explication visuelle détaillée du concept de facteur K :
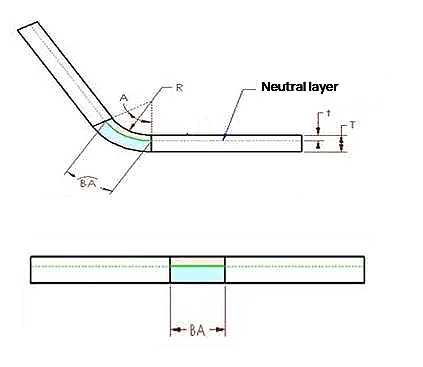
Dans la section transversale d'une pièce de tôle, il existe une couche neutre ou un axe. Le matériau de cette couche neutre dans la zone de pliage ne subit ni compression ni étirement, ce qui en fait la seule zone qui reste indéformée pendant le pliage. Dans le diagramme, la couche neutre est représentée par l'intersection des régions rose (compression) et bleue (étirement).
Une idée clé est que si la couche neutre reste indéformée, la longueur de l'arc de la couche neutre dans la zone de pliage doit être égale à la fois dans les états pliés et aplatis de la pièce de tôle. Ce principe constitue la base du calcul des surépaisseurs de pliage et des dimensions du modèle plat à l'aide du facteur K.
Par conséquent, la surépaisseur de flexion (BA) doit être égale à la longueur de l'arc de la couche neutre dans la zone de flexion de la pièce de tôle. Cet arc est représenté en vert dans la figure.
La position de la couche neutre dans la tôle dépend de facteurs spécifiques. propriétés des matériauxcomme la ductilité.
En supposant que la distance entre la couche de tôle neutre et la surface est "t", c'est-à-dire que la profondeur entre la surface de la pièce de tôle et la couche de tôle neutre est "t", la distance entre la surface de la pièce de tôle et la couche de tôle neutre est "t". matériau métallique dans le sens de l'épaisseur est t.
Par conséquent, le rayon de l'arc de la couche de tôle neutre peut être exprimé comme (R+t).
En utilisant cette expression et le angle de flexionla longueur de l'arc de la couche neutre (BA) peut être exprimée comme suit :
Pour simplifier la définition de la couche neutre dans la tôle et compte tenu de l'applicabilité à toutes les épaisseurs de matériau, le concept de facteur k est introduit. Plus précisément, le facteur k est le rapport entre l'épaisseur de la position de la couche neutre et l'épaisseur totale de la pièce de tôle, c'est-à-dire que le facteur k est le rapport entre l'épaisseur de la position de la couche neutre et l'épaisseur totale de la pièce de tôle :
Par conséquent, la valeur de K est toujours comprise entre 0 et 1. Si le facteur k est de 0,25, cela signifie que la couche neutre est située à 25% de l'épaisseur du matériau de la tôle, et s'il est de 0,5, cela signifie que la couche neutre est située à la moitié de l'épaisseur totale, et ainsi de suite.
En combinant les deux équations ci-dessus, on obtient l'équation suivante :
Certaines valeurs telles que A, R et T sont déterminées par la forme géométrique réelle.
Pour déterminer avec précision la valeur du facteur K, nous proposons deux calculateurs de précision conçus pour différents scénarios d'entrée. Bien que les résultats puissent présenter de légères variations, les deux calculateurs fournissent des résultats fiables adaptés à vos besoins spécifiques en matière de formage des métaux.
Calculateur 1 : Tolérance de courbure connue et rayon de courbure intérieur
Cette calculatrice est optimisée pour les situations où vous disposez de mesures précises de la surépaisseur de pliage et du rayon de pliage intérieur. Il utilise ces paramètres pour calculer le facteur K et la distance critique entre la surface intérieure et l'axe neutre (t), essentiels pour des calculs précis du pliage de la tôle.
Entrées :
Sorties :
Si vous ne connaissez que le rayon de courbure intérieur et l'épaisseur du matériau, utilisez ce calculateur pour déterminer le facteur K.
Entrées :
Sorties :
Ces calculateurs constituent un moyen pratique de déterminer rapidement le facteur K et la position de l'axe neutre pour vos projets de conception de tôles.
Sur la base des calculs précédents, nous pouvons déduire la formule de calcul du facteur K :
Où ?
Exemple de calcul :
Nous allons effectuer un exemple de calcul à partir des informations suivantes :
La formule pour calculer le facteur K est la suivante :
Étape 1 : Substituer les valeurs données dans la formule du facteur K :
K = (2.1 × 180/(3.14 × 90) - 1)/1
Étape 2 : Simplifier l'équation :
K ≈ 0.337
Par conséquent, pour les paramètres donnés, le facteur K est d'environ 0,337.
Cet exemple montre comment appliquer la formule de calcul du facteur K pour déterminer le facteur K d'un scénario spécifique de pliage de tôle.
Les facteurs K suivants concernent des matériaux métalliques courants.
Tableau du facteur K
| Épaisseur (SPCC/SECC) | Facteur K (Tous les angles, y compris l'angle R) |
| 0.8 | 0.615 |
| 1 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2 | 0.455 |
| 3 | 0.349 |
| 4 | 0.296 |
Tableau de déduction de la courbure
| Épaisseur (SPCC/SECC) | Déduction de la courbure (applicable uniquement aux angles de 90°) |
| 0.8 | 1 |
| 1 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2 | 3 |
| 3 | 5 |
| 4 | 7 |
| 5 | 10 |
Le tableau suivant présente les valeurs de tolérance au pliage obtenues par un fabricant spécifique pour divers matériaux et épaisseurs. Veuillez noter que ces valeurs sont données à titre indicatif et qu'elles peuvent ne pas être universellement applicables.
| Epaisseur du matériau (T) | SPCC | Al | SUS | Cuivre |
| 0.8 | 1.4 | 1.4 | 1.5 | – |
| 1.0 | 1.7 | 1.65 | 1.8 | – |
| 1.2 | 1.9 | 1.8 | 2.0 | – |
| 1.5 | 2.5 | 2.4 | 2.6 | – |
| 2.0 | 3.5 | 3.2 | 3.6 | 37 (R3) |
| 2.5 | 4.3 | 3.9 | 4.4 | – |
| 3.0 | 5.1 | 4.7 | 5.4 | 5.0 (R3) |
| 3.5 | 6.0 | 5.4 | 6.0 | |
| 4.0 | 7.0 | 6.2 | 7.2 | 6.9 (R3) |
Note : Pour le cuivre, les valeurs de surépaisseur de pliage sont des coefficients lorsque le rayon de pliage intérieur est R3. En cas d'utilisation d'un poinçon aigu pour le pliage, se référer à la surépaisseur de pliage pour l'alliage d'aluminium ou déterminer la valeur par essai de pliage.
Pour comprendre pourquoi le facteur K ne peut pas dépasser 0,5, il est essentiel de comprendre les concepts du facteur K et de la couche neutre dans le pliage des tôles.
Le pliage de la tôle consiste à créer une déformation contrôlée pour former un arc de petit rayon. Contrairement au profilage, qui produit des rayons plus larges, le cintrage permet généralement d'obtenir des courbes plus serrées. Quelle que soit la méthode de pliage employée (pliage à l'air, par le bas ou par frappe), il est physiquement impossible d'obtenir un angle droit parfait en raison des propriétés des matériaux et des limites de l'outillage. Le rayon de la pièce à usiner est directement lié au rayon inférieur de la matrice - un rayon de matrice plus petit produit un rayon de courbure plus serré, et vice versa.
Lors du pliage de la tôle, le matériau subit à la fois une compression à l'intérieur du pli et une tension à l'extérieur. Cette déformation crée un plan théorique dans l'épaisseur du matériau où il n'y a ni compression ni tension - c'est ce qu'on appelle la couche neutre ou l'axe neutre.
Lorsqu'une tôle est pliée, les dimensions de la surface intérieure diminuent tandis que celles de la surface extérieure augmentent. Ce changement dimensionnel donne naissance à la surépaisseur de pliage, un facteur critique pour des calculs précis de pliage. Par exemple, lors du pliage d'un angle de 90 degrés à partir d'une ébauche plate de dimensions extérieures de 20 x 20 mm, la longueur dépliée sera toujours inférieure à 40 mm, quelle que soit l'épaisseur du matériau. Cela est dû à l'allongement des fibres extérieures pendant le cintrage.
Les recherches avancées et les exigences de fabrication de haute précision ont révélé que la position de la couche neutre n'est pas toujours au centre exact de l'épaisseur du matériau. En fait, pour les petits rayons de courbure (typiquement lorsque le rayon de courbure intérieur est inférieur à 2 fois l'épaisseur du matériau), l'axe neutre se déplace vers l'intérieur de la courbure.
Ce décalage se produit parce que les forces de compression à l'intérieur du coude sont plus importantes que les forces de traction à l'extérieur, ce qui entraîne une distribution asymétrique de la déformation. Par exemple, dans un coude serré, la dimension intérieure peut diminuer de 0,3 mm, tandis que la dimension extérieure augmente de 1,7 mm, au lieu de changements égaux de 1 mm des deux côtés.
Le facteur K est un coefficient sans dimension utilisé pour localiser la position de la couche neutre dans l'épaisseur du matériau pendant la flexion. Il est défini comme le rapport de la distance entre la surface intérieure de la courbure et la couche neutre, divisé par l'épaisseur totale du matériau.
Mathématiquement, le facteur K = d / t, où :
d = distance entre la surface intérieure du coude et la couche neutre
t = épaisseur totale du matériau
La position de la couche neutre est contrainte par les limites physiques du matériau. À son maximum théorique, la couche neutre pourrait être située au centre exact de l'épaisseur du matériau. Dans ce cas :
d (maximum) = t / 2
Facteur K (maximum) = (t / 2) / t = 0,5
Par conséquent, le facteur K dans le pliage des tôles ne peut pas dépasser 0,5, car cela signifierait que la couche neutre est positionnée au-delà de l'axe central de l'épaisseur du matériau, ce qui est physiquement impossible.
Dans la pratique, les facteurs K sont généralement compris entre 0,3 et 0,5, en fonction des propriétés du matériau, du rayon de courbure et du procédé de formage. La détermination précise du facteur K est essentielle pour calculer avec exactitude la tolérance de pliage et obtenir des tolérances dimensionnelles serrées dans la fabrication de tôles.
Même pour un même matériau, le facteur K n'est pas constant et est affecté par la technologie de transformation. Au stade de la déformation élastique du pliage de la tôle, l'axe neutre est situé au milieu de l'épaisseur de la tôle. Cependant, à mesure que la déformation par flexion de la pièce augmente, le matériau subit principalement une déformation plastique, qui n'est pas récupérable.
À ce stade, la couche neutre se déplace vers l'intérieur du coude à mesure que l'état de déformation change. Plus la déformation plastique est importante, plus le décalage vers l'intérieur de la couche neutre est important.
Pour refléter l'intensité de la déformation plastique pendant la flexion de la plaque, nous pouvons utiliser le paramètre R/T, où R représente le rayon de courbure intérieur et T l'épaisseur de la plaque. Un rapport R/T plus petit indique un niveau plus élevé de déformation de la plaque et un déplacement plus important de la couche neutre vers l'intérieur.
Le tableau ci-dessous présente des données pour des tôles à section rectangulaire dans des conditions de traitement spécifiques. Lorsque R/T augmente, le facteur de position de la couche neutre K augmente également.
| R/T | K |
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.3 |
| 1 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2 | 0.37 |
| 2.5 | 0.4 |
| 3 | 0.42 |
| 5 | 0.46 |
| 75 | 0.5 |
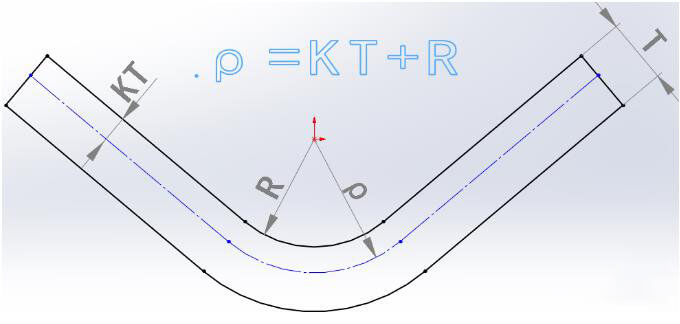
Le rayon de la couche neutre (ρ) peut être calculé à l'aide de la formule suivante :
ρ = R + KT
Où ?
Une fois que le rayon de la couche neutre est déterminé, sa longueur développée peut être calculée sur la base de la géométrie et, par la suite, la longueur développée de la feuille peut être dérivée.
En général, dans les mêmes conditions de pliage, les matériaux de tôlerie plus souples ont des valeurs K plus faibles et des décalages plus importants de la couche neutre vers l'intérieur.Le Machinery's Handbook fournit trois tableaux de pliage standard applicables au pliage à 90 degrés, comme indiqué ci-dessous :
| Tableau | Matériau | Facteur K |
| # 1 | Laiton doux, cuivre | 0.35 |
| # 2 | Laiton dur, cuivre, acier doux, aluminium | 0.41 |
| # 3 | Laiton dur, bronze, froid acier laminéacier à ressorts | 0.45 |
Ces tableaux montrent comment les propriétés des matériaux influencent le facteur K et la position de la couche neutre.
Pour les courbes dont le rayon intérieur est plus petit, l'angle de courbure peut également avoir une incidence sur la variation du facteur K. Au fur et à mesure que l'angle de courbure augmente, la couche neutre subit un décalage plus important vers le côté intérieur de la courbure. Cette relation entre l'angle de courbure et le décalage de la couche neutre est particulièrement significative pour les courbes à faible rayon et doit être prise en compte lors de la détermination du facteur K approprié pour une pièce de tôle donnée.
Dans les opérations de pliage de tôles, l'étalonnage du facteur K est crucial pour obtenir des résultats précis et cohérents. Ce processus d'étalonnage est essentiel en raison de plusieurs facteurs inhérents au formage des métaux :
En investissant du temps dans l'étalonnage du facteur K, les fabricants peuvent améliorer de manière significative la précision de leurs calculs de pliage de tôle, accroître la qualité de leurs produits et optimiser leur flux de travail de la conception à la fabrication. Ce processus d'étalonnage, bien qu'il demande un certain effort au départ, permet en fin de compte d'économiser du temps et des ressources en réduisant les erreurs et les itérations dans le processus de fabrication de la tôle.
Voici une analyse complète du processus d'étalonnage du facteur K pour la conception de tôles dans SolidWorks :
En suivant méticuleusement ce processus d'étalonnage, vous garantissez une modélisation précise de la tôle dans SolidWorks, ce qui permet de développer des modèles plats précis et d'optimiser les processus de fabrication.
Pour déterminer la valeur optimale du facteur K pour le pliage de la tôle en fonction des différentes propriétés des matériaux, il est essentiel de comprendre le rôle et la signification du facteur K. Le facteur K est une valeur autonome qui décrit la manière dont la tôle se plie et se déploie en fonction de différents paramètres géométriques. Il est également utilisé pour calculer la compensation du pliage pour différentes épaisseurs de matériau, différents rayons de pliage et différents angles de pliage. Le choix du facteur K approprié est crucial pour garantir la précision du dépliage et du pliage des pièces de tôle.
Le processus de détermination de la valeur optimale du facteur K en fonction des propriétés du matériau peut être résumé par les étapes suivantes :
En suivant ces étapes et en tenant compte des propriétés des matériaux, des valeurs par défaut, des ajustements expérimentaux, des tableaux de déduction de pliage et des paramètres de pliage supplémentaires, vous pouvez déterminer la valeur optimale du facteur K pour votre application spécifique de pliage de tôle.
Q : Quelle est la fourchette typique des valeurs du facteur K pour les matériaux courants ?
R : Le facteur K est généralement compris entre 0,3 et 0,5, en fonction des propriétés du matériau et des conditions de formage. Pour les matériaux tendres et ductiles comme le cuivre et l'aluminium recuits, les facteurs K sont généralement plus faibles, de l'ordre de 0,33 à 0,38. Les matériaux de résistance moyenne, tels que l'acier doux et le laiton, ont généralement des facteurs K compris entre 0,40 et 0,45. Les matériaux à haute résistance tels que l'acier inoxydable et l'acier à ressort ont généralement des facteurs K plus élevés, compris entre 0,45 et 0,50. Il est important de noter que ces valeurs peuvent varier en fonction de facteurs tels que l'épaisseur de la tôle, le rayon de courbure et l'orientation du grain.
Q : Comment choisir le facteur K approprié pour ma conception de tôle ?
R : Le choix du facteur K approprié implique la prise en compte de plusieurs facteurs :
Validez toujours le facteur K que vous avez choisi par le biais de prototypes ou d'échantillons avant la fabrication à grande échelle, afin de garantir la précision et la qualité des pièces finales.
En conclusion, le facteur K est un concept essentiel dans la conception et la fabrication des tôles, servant de paramètre clé pour prédire avec précision le comportement des matériaux pendant les opérations de pliage. En comprenant sa relation avec la position de l'axe neutre, les propriétés du matériau et les conditions de formage, les concepteurs et les ingénieurs peuvent créer des modèles plats précis et obtenir des surépaisseurs de pliage optimales.
Il est essentiel de maîtriser les nuances de la sélection et de l'application du facteur K pour produire des pièces de tôlerie de haute qualité avec une précision dimensionnelle et des performances constantes. Les technologies de fabrication et les matériaux continuant d'évoluer, il est essentiel de se tenir informé des dernières recherches et des meilleures pratiques de l'industrie en matière de détermination du facteur K pour conserver un avantage concurrentiel dans la fabrication de tôles.
Autres lectures et ressources
Pour approfondir votre compréhension du pliage de la tôle et des concepts connexes, explorez les ressources suivantes :

En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.







