Découpe au laser de l'aluminium : ce qu'il faut savoir
Vous êtes-vous déjà demandé comment des motifs complexes sont découpés dans l'aluminium avec une telle précision ? Cet article explore le monde fascinant de l'aluminium découpé au laser et révèle la technologie qui le sous-tend. Vous découvrirez le processus, ses avantages et ses applications concrètes. Préparez-vous à plonger dans la magie de la découpe laser !
Peut-on découper au laser une plaque d'aluminium ?
Les lasers CO2 et les lasers à fibre sont tous deux capables de découper des feuilles d'aluminium minces, mais avec des considérations distinctes pour chaque technologie.
Les lasers à fibre sont généralement préférés pour la découpe de l'aluminium en raison de leur capacité à traiter directement les métaux non ferreux sans traitement de surface supplémentaire. Leur longueur d'onde plus courte (typiquement 1064 nm) est plus facilement absorbée par l'aluminium, ce qui permet une découpe efficace.
Les lasers CO2, bien qu'efficaces pour de nombreux matériaux, nécessitent des précautions particulières lors de la découpe de l'aluminium. La forte réflectivité du matériau à la longueur d'onde du laser CO2 (10,6 μm) nécessite l'application d'un revêtement antireflet sur la surface de l'aluminium. Ce revêtement empêche les rétro-réflexions potentiellement dommageables pour la source laser et améliore l'absorption de l'énergie pour une découpe plus efficace.
L'aluminium peut en effet être traité à l'aide de différentes technologies de découpe, notamment le laser, le plasma, le jet d'eau et les méthodes mécaniques. Toutefois, la découpe au laser offre des avantages indéniables en termes de.. :
Précision : Tolérances serrées et géométries complexes
Qualité des arêtes : Coupe lisse, sans bavure, avec une zone affectée par la chaleur réduite au minimum
Vitesse : Particulièrement efficace pour les plaques de faible et moyenne épaisseur
Flexibilité : Facilement programmable pour diverses conceptions de pièces
L'épaisseur maximale d'aluminium qu'un laser peut découper est directement liée à la puissance du laser et à la qualité du faisceau. En règle générale :
Laser à fibre de 4500W : Jusqu'à une plaque d'aluminium de 12-15 mm
Laser à fibre de 6000W : Jusqu'à une plaque d'aluminium de 16-20 mm
Laser à fibre de 8000W+ : Capable de découper des plaques d'aluminium de plus de 25 mm dans des conditions optimales.
Il est important de noter que ces valeurs peuvent varier en fonction de facteurs tels que la composition de l'alliage d'aluminium, la qualité de coupe souhaitée et les exigences en matière de vitesse de coupe.
Le processus de découpe au laser de l'aluminium comprend
Focalisation du faisceau : Concentration de l'énergie laser en un point de petite taille (généralement 0,1-0,3 mm).
Interaction des matériaux : Fusion rapide et vaporisation partielle de l'aluminium
Gaz d'assistance : Azote à haute pression ou air comprimé pour éjecter le matériau fondu et protéger l'arête de coupe de l'oxydation.
Mouvement continu : Le faisceau laser ou la pièce se déplace pour créer la trajectoire de coupe souhaitée.
Si la découpe laser de l'aluminium peut être plus coûteuse que certaines méthodes traditionnelles en raison des coûts d'équipement plus élevés et de la consommation d'énergie, elle s'avère souvent rentable pour les pièces complexes ou si l'on considère l'ensemble du processus de fabrication, y compris les exigences réduites en matière de post-traitement.
Pour optimiser la découpe laser de l'aluminium :
Utiliser un gaz d'assistance de haute pureté pour éviter la formation d'oxyde.
Mettre en place une extraction correcte des fumées pour gérer les vapeurs d'aluminium
Ajuster les paramètres de coupe (puissance, vitesse, focalisation) en fonction des propriétés spécifiques de l'alliage
Envisager des têtes de coupe spécialisées conçues pour les matériaux hautement réfléchissants
Les découpeurs laser peuvent être utilisés pour découper des plaques d'aluminium
Ces dernières années, les progrès de la technologie laser ont conduit à une expansion significative de l'application de la découpe laser pour le traitement de l'aluminium. Cette évolution a incité les industries à réévaluer les avantages de la découpe laser de l'aluminium, reconnaissant son potentiel à révolutionner les processus de fabrication.
La découpe au laser offre plusieurs avantages par rapport aux méthodes traditionnelles, notamment en ce qui concerne la production de pièces homogènes de haute précision. Le procédé excelle en termes de rapidité et d'efficacité, ce qui réduit considérablement le temps de traitement et les coûts de production. La nature sans contact de la découpe laser minimise également la déformation du matériau et élimine l'usure de l'outil, ce qui renforce encore son intérêt pour la fabrication de l'aluminium.
Le marché offre actuellement trois catégories principales d'équipements de découpe laser adaptés au traitement des plaques d'aluminium :
Machines de découpe laser au dioxyde de carbone (CO2) :
Longueur d'onde : 10,6 μm
Idéal pour la découpe de plaques d'aluminium plus épaisses (typiquement jusqu'à 10-15 mm)
Excellente qualité des arêtes et zone affectée par la chaleur minimale
L'aluminium nécessite une puissance plus élevée que l'acier en raison de sa réflectivité.
Machines de découpe laser à fibre :
Longueur d'onde : 1,064 μm
Supérieure pour la découpe d'aluminium de faible à moyenne épaisseur (jusqu'à 10 mm d'efficacité)
Taux d'absorption plus élevé dans l'aluminium, d'où des vitesses de coupe plus élevées
Réduction des coûts d'exploitation et amélioration de l'efficacité énergétique
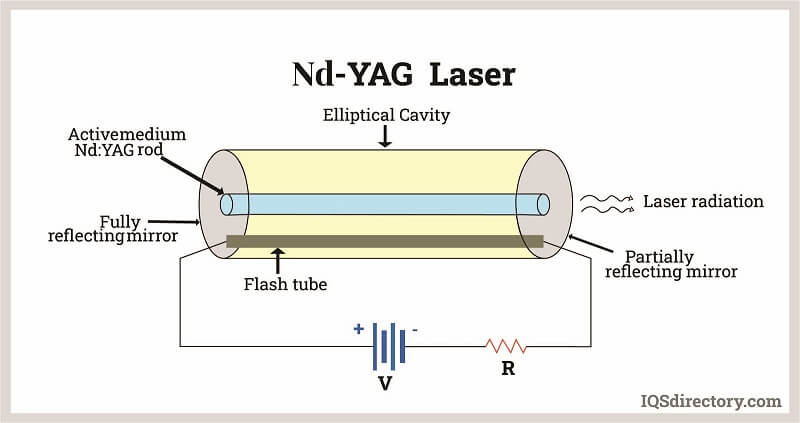
Machines de découpe laser à lampe (Nd:YAG) :
Longueur d'onde : 1,064 μm
Convient à la découpe d'une gamme d'épaisseurs d'aluminium
L'opération pulsée permet de découper avec précision des motifs complexes.
Remplacement progressif des lasers à fibre dans de nombreuses applications
1. LE CO2 machine de découpe laser
La machine de découpe laser au dioxyde de carbone fonctionne à une longueur d'onde de 10,6 μm, qui est facilement absorbée par les matériaux non métalliques. Cette caractéristique permet de découper avec une grande précision divers substrats non métalliques tels que le bois, l'acrylique, le polypropylène (PP) et le polyméthacrylate de méthyle (PMMA ou plexiglas). L'efficacité de l'absorption se traduit par des coupes nettes avec un minimum de zones affectées par la chaleur, ce qui rend les lasers CO2 idéaux pour les applications dans les secteurs de la signalisation, du prototypage et de la décoration.
Toutefois, l'efficacité de la machine est considérablement réduite lors du traitement de matériaux hautement réfléchissants tels que l'aluminium, le cuivre et l'argent. Ces métaux réfléchissent une grande partie de l'énergie du laser, ce qui entraîne une découpe inefficace et des risques potentiels de dispersion du faisceau. Cette limitation est particulièrement prononcée dans le cas de sections plus épaisses ou de scénarios de production en grande quantité.
L'efficacité globale du laser CO2 est en outre limitée par son taux de conversion photoélectrique relativement faible, qui se situe généralement autour de 10-15%. Cette inefficacité se traduit par des coûts d'exploitation plus élevés, notamment une consommation d'électricité importante et la nécessité de disposer de systèmes de refroidissement robustes. En outre, les besoins de maintenance sont considérables, impliquant le remplacement régulier des optiques, des recharges de gaz et, dans certains cas, l'approvisionnement en azote liquide pour certains systèmes de grande puissance.
L'ensemble de ces facteurs limite la polyvalence de la machine dans le traitement des métaux. Pour l'aluminium en particulier, la plupart des systèmes laser CO2 sont limités à la découpe de plaques d'une épaisseur maximale de 3 mm. Cette capacité est insuffisante pour de nombreuses applications industrielles qui nécessitent le traitement de tôles d'aluminium plus épaisses ou qui exigent des taux de production plus élevés.
Par conséquent, si les lasers CO2 excellent dans le traitement des matériaux non métalliques, leurs limites dans la découpe des métaux, en particulier pour les alliages réfléchissants, obligent souvent à envisager d'autres technologies telles que les lasers à fibre ou les systèmes de découpe au plasma pour obtenir des capacités complètes de travail des métaux.
2. Machine de découpe laser à fibre
La technologie de découpe au laser à fibre représente une avancée significative dans la fabrication des métaux, offrant une efficacité et une précision supérieures à celles des lasers CO2 traditionnels. Fonctionnant à une longueur d'onde de 1,06 μm, les lasers à fibre démontrent une absorption améliorée par les matériaux métalliques, ce qui se traduit par des vitesses de coupe plus rapides et une qualité d'arête plus nette sur une large gamme d'épaisseurs.
La conception compacte des systèmes laser à fibre réduit considérablement l'empreinte de la machine, ce qui permet une utilisation plus efficace de l'espace de l'atelier. En outre, ces systèmes présentent des coûts d'exploitation plus faibles en raison de la réduction de la consommation de gaz et d'une plus grande efficacité électrique, avec des efficacités de prise murale atteignant jusqu'à 30-40% par rapport à 10-15% pour les lasers à CO2.
Actuellement, le marché est dominé par des lasers à fibre à ondes continues (CW) de haute qualité, dont IPG Photonics est l'un des principaux fabricants. Bien que ces systèmes offrent des performances exceptionnelles, leur coût initial élevé a été un obstacle à leur adoption généralisée. La concurrence limitée sur le marché des lasers à fibre de haute puissance a contribué à maintenir des structures de prix élevés.
Une considération notable pour les acheteurs potentiels est la nature modulaire des sources laser à fibre. Contrairement aux lasers à CO2, dont les composants individuels peuvent souvent être remplacés, l'endommagement d'une seule fibre dans un laser à fibre nécessite généralement le remplacement de l'ensemble du module laser. Ce facteur peut avoir une incidence sur les coûts de maintenance à long terme et a suscité quelques hésitations parmi les utilisateurs potentiels.
Toutefois, le marché des machines de découpe laser à fibre évolue rapidement. La concurrence accrue des fabricants émergents et les progrès technologiques constants font baisser les coûts. Des innovations telles que l'amélioration de la qualité du faisceau, l'augmentation de la puissance de sortie (qui dépasse aujourd'hui 20 kW pour les applications de découpe) et l'amélioration de la conception des têtes de découpe permettent d'étendre les capacités de ces systèmes.
En outre, l'intégration de l'automatisation et des technologies de l'industrie 4.0 améliore la proposition de valeur globale des machines de découpe laser à fibre. Des fonctionnalités telles que le changement automatique de buse, la surveillance des processus en temps réel et la maintenance prédictive améliorent la productivité et réduisent les temps d'arrêt.
Au fur et à mesure que la technologie évolue et devient plus accessible, les machines de découpe laser à fibre deviennent de plus en plus le choix préféré des fabricants de métaux dans divers secteurs, de l'automobile à l'aérospatiale en passant par les ateliers généraux, car elles offrent une combinaison convaincante de vitesse, de précision et d'efficacité opérationnelle.
3. Machine de découpe laser YAG
La machine de découpe laser YAG (grenat d'yttrium-aluminium) fonctionne à une longueur d'onde de 1,06 μm, ce qui la rend très efficace pour la découpe d'une large gamme de matériaux métalliques. Cette longueur d'onde est particulièrement adaptée au traitement des métaux réfléchissants tels que le cuivre, le laiton et l'aluminium, qui posent des problèmes aux lasers CO2.
La technologie laser YAG est une pierre angulaire des applications de découpe industrielle depuis des décennies, et elle est largement reconnue pour sa polyvalence et sa fiabilité. Sa longévité sur le marché témoigne de sa pertinence et de son efficacité dans les processus de fabrication modernes.
La qualité supérieure du faisceau des lasers YAG, caractérisée par une densité de puissance élevée et une excellente focalisation, permet des coupes précises et nettes avec un minimum de zones affectées par la chaleur. Ceci est particulièrement avantageux lors de la découpe de métaux fins ou d'épaisseur moyenne. Les caractéristiques du laser pulsé des systèmes YAG permettent un contrôle exceptionnel du processus de découpe, ce qui rend possible la réalisation de dessins complexes et d'angles vifs dans les pièces métalliques.
Les lasers YAG présentent un taux élevé d'utilisation de l'énergie, généralement de l'ordre de 20 à 30%, ce qui est nettement supérieur aux lasers CO2. Cette efficacité se traduit par une réduction de la consommation d'énergie et des coûts d'exploitation. La capacité de délivrer des puissances de pointe élevées dans des impulsions courtes permet également au laser YAG de découper des matériaux plus épais plus efficacement que les lasers à ondes continues d'une puissance moyenne similaire.
En outre, l'investissement initial et les coûts d'exploitation relativement faibles des systèmes laser YAG les rendent de plus en plus attrayants pour un large éventail de clients, depuis les petits ateliers jusqu'aux installations de fabrication à grande échelle. Les exigences de maintenance réduites et la durée de vie plus longue des lasers YAG à l'état solide par rapport aux lasers à gaz contribuent à leur rentabilité au fil du temps.
Il convient de noter que si les lasers YAG traditionnels pompés par une lampe sont toujours utilisés, de nombreux systèmes modernes font appel à la technologie DPSS (diode-pumped solid-state) ou à des lasers à fibre, qui offrent une efficacité et une qualité de faisceau encore plus grandes tout en conservant les avantages de la longueur d'onde de 1,06 μm.
Avantages de la machine de découpe laser de plaques d'aluminium
La machine de découpe laser de plaques d'aluminium offre une précision supérieure avec des incisions exceptionnellement étroites et lisses, dépourvues des filets et des bords rugueux généralement associés aux processus de découpage mécanique. Cette découpe de précision se traduit par des zones affectées thermiquement (HAZ) minimales, des contraintes thermiques réduites et une déformation thermique négligeable, ce qui préserve l'intégrité structurelle du matériau.
L'un des avantages les plus significatifs est la vitesse de coupe rapide de la machine, qui peut être jusqu'à 10 fois plus rapide que les méthodes traditionnelles, en fonction de l'épaisseur du matériau et de la complexité de la coupe. Cette capacité de coupe rapide se traduit par une augmentation de la productivité et une réduction des délais dans les processus de fabrication.
La nature sans contact de la découpe laser élimine les forces d'impact et l'usure de l'outil inhérentes aux méthodes de découpage mécanique. Cela permet non seulement de prolonger la durée de vie de l'équipement, mais aussi de réduire considérablement les temps d'arrêt et les coûts de maintenance. En outre, l'absence de contact physique empêche la formation de bavures, qui sont courantes dans les processus de découpe mécanique, ce qui élimine la nécessité d'opérations d'ébavurage secondaires.
La technologie de découpe au laser permet une utilisation très efficace des matériaux. Les pièces peuvent être imbriquées les unes dans les autres sur la plaque d'aluminium, ce qui permet généralement d'économiser de 201 à 301 tonnes de matériau par rapport aux méthodes de découpe traditionnelles. Cette optimisation permet non seulement de réduire les coûts des matières premières, mais aussi de minimiser les déchets, contribuant ainsi à des pratiques de fabrication plus durables.
Un autre avantage clé est le processus de découpe en une seule étape. Contrairement aux méthodes mécaniques qui peuvent nécessiter plusieurs passages ou des opérations de finition ultérieures, la découpe laser permet d'obtenir la géométrie finale du produit en une seule étape. Cette approche rationalisée élimine la nécessité d'un traitement supplémentaire, ce qui réduit le temps de production et les coûts de main-d'œuvre tout en garantissant une qualité constante pour toutes les pièces découpées.
Comment les machines de découpe laser découpent-elles les plaques d'aluminium ?
La découpe au laser de plaques d'aluminium fait appel à un processus sophistiqué qui exploite la puissance de l'énergie lumineuse focalisée. Le processus commence par une source laser à haute puissance, généralement un laser CO2 ou à fibre, qui génère un faisceau de lumière concentré.
Ce faisceau laser est dirigé avec précision à travers un système optique avancé, qui comprend des miroirs et des lentilles de focalisation, afin de créer un point d'énergie à très haute densité. Lorsque ce faisceau focalisé frappe la surface de la plaque d'aluminium, il chauffe rapidement le matériau jusqu'à son point de fusion ou de vaporisation, en fonction de la puissance du laser et de l'épaisseur du matériau.
Simultanément, un gaz d'assistance à haute pression, généralement de l'azote ou de l'air comprimé pour l'aluminium, est dirigé coaxialement avec le faisceau laser. Ce gaz remplit plusieurs fonctions essentielles :
Il souffle l'aluminium fondu ou vaporisé, créant ainsi un trait de scie propre.
Il empêche l'oxydation du bord de coupe et garantit une finition de haute qualité.
Il contribue à refroidir la zone environnante, réduisant ainsi la zone affectée par la chaleur (ZAT).
La tête de découpe laser se déplace par rapport à la plaque d'aluminium, guidée par la programmation CNC, et crée une trajectoire de coupe précise. Ce mouvement peut être réalisé soit en déplaçant la tête de découpe sur une pièce stationnaire, soit en déplaçant la pièce sous un faisceau laser fixe, en fonction de la configuration de la machine.
La découpe laser offre plusieurs avantages distincts pour le traitement des plaques d'aluminium :
Haute précision : Les découpeurs laser peuvent atteindre des tolérances aussi étroites que ±0,1 mm, avec des largeurs de trait de scie allant de 0,1 mm à 0,3 mm, en fonction de l'épaisseur du matériau et de la puissance du laser.
Distorsion minimale : Le chauffage localisé et le refroidissement rapide permettent d'obtenir une zone dangereuse très réduite, généralement inférieure à 0,5 mm pour l'aluminium, ce qui réduit les contraintes thermiques et les déformations.
Polyvalence : Les géométries complexes et les dessins compliqués peuvent être découpés sans nécessiter d'outillage ou de moules spécialisés, ce qui offre une grande souplesse de production.
Vitesse : Les vitesses de coupe peuvent atteindre jusqu'à 20 mètres par minute pour les feuilles d'aluminium minces, ce qui dépasse de loin les méthodes de coupe mécanique traditionnelles.
Qualité de la surface : Les arêtes de coupe sont lisses et généralement exemptes de bavures, ce qui élimine souvent la nécessité de procéder à des opérations de finition secondaires.
Processus sans contact : L'absence de contact mécanique entre l'outil de coupe et la pièce à usiner évite les rayures de surface et réduit l'usure de l'outil.
Efficacité matérielle : Le logiciel d'imbrication permet d'optimiser la disposition des pièces sur la plaque, ce qui minimise les pertes de matière.
Potentiel d'automatisation : Les systèmes de découpe laser peuvent être facilement intégrés dans des lignes de production automatisées, ce qui améliore l'efficacité globale de la fabrication.
Lors de la découpe de l'aluminium, il faut tenir compte de sa forte réflectivité et de sa conductivité thermique. Les lasers à fibre sont souvent préférés pour la découpe de l'aluminium en raison de leur longueur d'onde plus courte, qui est plus facilement absorbée par le matériau. En outre, il est essentiel de bien choisir la pression et le débit du gaz d'assistance pour obtenir des coupes nettes et éviter la formation de crasse sur le bord inférieur de la plaque.
La technologie laser continue de progresser, avec des développements dans la qualité du faisceau, la puissance de sortie et les systèmes de contrôle, les capacités de découpe des tôles d'aluminium s'étendent continuellement, renforçant encore la position de la découpe laser en tant que technologie de base dans la fabrication moderne des métaux.
Paramètres du processus de découpe laser de l'aluminium
La découpe laser de l'aluminium nécessite un examen attentif des différents paramètres du processus afin d'obtenir des résultats optimaux. Les facteurs clés qui influencent la qualité et l'efficacité de la découpe laser de l'aluminium.
Épaisseur
1
2
3
4
5
6
Paramètres de coupe
Puissance W
1800- 2200
2000-2300
2200- 2400
2400- 2800
2600- 3000
3000
Vitesse
2000- 4000
2000-3000
1000- 2000
800- 1000
300- 500
400
Gaz
N2
Pression d'air KPA
10
15
18
20
20
22
Variation minimale de la puissance
80- 100
90- 100
100
100
100
100
Paramètres de découpe des trous
Puissance W
2200
2200
2300
2400
2400
3000
Gaz
N2
O2, N2
O2
O2
O2
O2
Pression atmosphérique KPA
150
150
150
150
150
200
Fréquence HZ
200
200
150
150
150
200
Proportion d'air
18
18
16
16
16
18
L'heure S
0.5
1
2
4
5
6
Analyse technique de la découpe laser des matériaux en aluminium
Du point de vue du coût et de l'investissement, les machines de découpe laser à fibre et les machines de découpe laser YAG sont largement utilisées pour découper l'aluminium et d'autres matériaux tels que l'acier inoxydable et l'acier au carbone.
Ces deux types d'équipements ont démontré leur efficacité dans la découpe des plaques d'aluminium.
Toutefois, en raison de la nature hautement réfléchissante de l'aluminium, ni les machines de découpe laser à fibre ni les machines de découpe laser YAG ne sont capables de traiter des plaques d'aluminium plus épaisses.
Il est recommandé d'utiliser de l'azote lors de la découpe laser de plaques d'aluminium afin d'éviter l'oxydation et de conserver l'uniformité de la couleur du matériau.
L'azote est une meilleure option que les autres.
L'épaisseur de coupe de ces machines varie : un laser de 2000 W peut couper de 6 à 8 mm, un laser de 4000 W de 12 mm et un laser de 6000 W de 16 mm.
Sur les deux, machines de découpe laser à fibre sont mieux adaptés à la découpe des plaques d'aluminium, car leur longueur d'onde d'absorption de 1064nm est plus efficace.
Basé sur des années d'expérience dans la découpe au laser matériaux en aluminiumLes différences entre les machines de découpe laser à fibre et les machines de découpe laser YAG restent importantes et peuvent être divisées en trois catégories : la qualité de la découpe, la vitesse de découpe et le coût de production (le coût de production se réfère principalement à la durée de vie de l'équipement).
Qualité de coupe :
Profilé en aluminium est très réfléchissant et constitue un défi pour les machines de découpe laser à fibre et les machines de découpe laser YAG qui doivent découper de l'aluminium épais.
Les matériaux en aluminium sont également sujets aux bavures pendant le processus de coupe, ce qui rend le contrôle du processus essentiel pour obtenir une qualité de coupe optimale.
Vitesse de coupe :
Il est essentiel de contrôler correctement la vitesse de coupe. Une vitesse de coupe trop rapide peut entraîner des bavures, tandis qu'une vitesse trop lente peut provoquer des fissures dans les matériaux en aluminium, ce qui affecte la qualité de la coupe.
D'une manière générale, pour un équipement de découpe laser de même puissance, la vitesse de découpe d'une machine de découpe laser à fibre est plus rapide que celle d'une machine de découpe laser YAG.
Coût de production :
Le coût de la découpe laser est relativement faible par rapport à d'autres procédés de découpe, mais il existe une différence entre les machines de découpe laser à fibre et les machines de découpe laser YAG.
Le coût de la découpe au laser à fibre est inférieur en raison du remplacement fréquent des accessoires de la lampe laser dans les machines de découpe au laser YAG.
Toutefois, à long terme, l'aluminium a un effet néfaste sur le laser de la machine de découpe laser à fibre, ce qui réduit considérablement sa durée de vie.
De ce point de vue, les machines de découpe laser YAG sont plus rentables.
Il est important de noter que l'aluminium a une forte réflectivité et un faible pouvoir de réflexion. absorption du laserIl est donc nécessaire de porter des lunettes de protection contre le laser pendant le traitement pour garantir la sécurité.
Quel gaz est utilisé pour la découpe laser de l'aluminium ?
Quel gaz est utilisé pour la découpe laser de l'aluminium ?
L'azote ou l'air comprimé sont les principaux gaz utilisés pour la découpe laser de l'aluminium, en particulier pour les épaisseurs allant jusqu'à 1,6 mm. L'azote produit généralement des résultats supérieurs, avec des bords de coupe plus lisses et une oxydation minimale. L'air comprimé peut être utilisé comme une alternative plus économique, mais il peut entraîner une légère formation de scories le long de certaines sections de la découpe.
Le choix du gaz d'assistance pour la découpe laser de l'aluminium, comme pour d'autres matériaux, a un impact significatif sur la qualité de la découpe, la vitesse et l'efficacité globale. Les principaux gaz d'assistance utilisés dans les opérations de découpe laser sont les suivants :
Azote : Préféré pour la coupe de l'aluminium en raison de sa nature inerte, empêchant l'oxydation et produisant des coupes nettes et sans oxyde. Il est recommandé d'utiliser de l'azote de haute pureté (99,99% ou plus) pour obtenir des résultats optimaux, en particulier dans les applications nécessitant une finition des arêtes de haute qualité.
Air comprimé : Une option rentable pour les applications moins exigeantes. Bien qu'il puisse produire des bords légèrement plus rugueux que l'azote, il permet d'obtenir des résultats acceptables pour de nombreuses applications industrielles.
Oxygène : Généralement déconseillé pour la découpe de l'aluminium en raison de sa nature réactive avec le matériau. En revanche, c'est le choix préféré pour l'acier au carbone, car il favorise la combustion et accélère le processus de coupe.
Argon : Utilisé occasionnellement pour des applications spécialisées de découpe de l'aluminium, en particulier lors de l'utilisation d'alliages hautement réfléchissants ou dans des situations où une zone affectée par la chaleur minimale est essentielle.
Le choix du gaz d'assistance remplit plusieurs fonctions cruciales dans le processus de découpe laser :
Dissipation de la chaleur : Absorbe et élimine l'excès de chaleur généré pendant la coupe, évitant ainsi la déformation du matériau et maintenant la précision dimensionnelle.
Prévention de l'oxydation : Les gaz inertes tels que l'azote protègent la zone de découpe de l'oxygène atmosphérique, préservant ainsi les propriétés et l'aspect d'origine du matériau.
Élimination des scories : Un flux de gaz à haute pression expulse la matière fondue et les débris de la ligne de coupe, garantissant des coupes nettes et réduisant les besoins de post-traitement.
Protection des optiques : Le flux continu de gaz permet de protéger l'optique du laser de la contamination par des matériaux vaporisés et des débris, ce qui prolonge la durée de vie des composants critiques.
Refroidissement : Certains gaz, en particulier l'air et l'azote, assurent un refroidissement supplémentaire de la tête de coupe, ce qui permet de maintenir des températures de fonctionnement optimales.
Lorsque vous travaillez l'aluminium avec la technologie de découpe laser, tenez compte de facteurs tels que l'épaisseur du matériau, la qualité des bords souhaitée, le volume de production et les contraintes de coût pour sélectionner le gaz d'assistance le plus approprié à votre application spécifique.
Y aura-t-il des bavures lors de la découpe au laser de l'aluminium ?
La découpe laser de l'aluminium produit généralement peu de bavures par rapport aux méthodes de découpe traditionnelles. Cependant, un certain degré de formation de bavures est souvent inévitable en raison des propriétés thermiques du matériau et de la nature hautement énergétique de la découpe au laser. L'ampleur de la formation de bavures dépend de facteurs tels que la puissance du laser, la vitesse de coupe, la pression du gaz d'assistance et l'épaisseur du matériau.
Pour éliminer les bavures dans les pièces d'aluminium découpées au laser, un post-traitement est généralement nécessaire. Le choix entre l'ébavurage manuel et l'ébavurage mécanique dépend de la complexité de la pièce, du volume de production et des exigences de qualité :
Ébavurage manuel : Cette méthode permet d'obtenir une précision pour les pièces complexes, mais elle demande beaucoup de travail et de temps. Elle convient à la production de faibles volumes ou aux prototypes pour lesquels chaque pièce peut nécessiter une attention particulière.
Ébavurage à la machine : Plus efficace pour la production en grande quantité, l'ébavurage à la machine donne des résultats constants et est rentable à long terme. Les options comprennent :
Finition vibratoire : idéale pour les pièces de petite et moyenne taille
Usinage par flux abrasif : Efficace pour les passages internes et les géométries complexes
Ébavurage électrochimique : Convient aux matériaux conducteurs tels que l'aluminium et offre une grande précision.
Pour des résultats optimaux, une combinaison d'ébavurage automatisé suivi d'une retouche manuelle peut être employée, en particulier pour les composants critiques. En outre, l'optimisation des paramètres de découpe au laser peut réduire de manière significative la formation initiale de bavures, minimisant ainsi la nécessité d'un traitement ultérieur approfondi.
Fonctionnement en toute sécurité de la machine de découpe laser de l'aluminium
Respecter strictement les protocoles de sécurité lors de l'utilisation de l'équipement de découpe au laser. Mettre en marche le système laser en suivant les procédures de démarrage établies.
Les opérateurs doivent suivre une formation complète, démontrant leur maîtrise de la structure, des fonctions et du système d'exploitation de la machine. Il doit notamment comprendre les caractéristiques spécifiques du traitement de l'aluminium.
Portez un équipement de protection individuelle (EPI) approprié, y compris des lunettes de sécurité certifiées pour la longueur d'onde spécifique du laser utilisé. S'assurer que toute la peau exposée est couverte afin d'éviter les réflexions potentielles de la surface d'aluminium hautement réfléchissante.
Avant le traitement, vérifiez la compatibilité de l'alliage d'aluminium avec la découpe au laser. Tenez compte de facteurs tels que la conductivité thermique, la réflectivité et le potentiel d'oxydation. Mettez en place des systèmes d'extraction des fumées appropriés pour gérer les vapeurs et les particules spécifiques à l'aluminium.
Maintenir une vigilance constante pendant le fonctionnement. Si l'opérateur doit quitter son poste de travail, il doit enclencher le système de verrouillage de sécurité du laser et mettre la machine hors tension conformément aux protocoles d'arrêt.
Placez l'équipement d'extinction des incendies approprié à portée de main. Les extincteurs de classe D sont recommandés pour les incendies potentiels d'aluminium. Appliquer une politique stricte d'extinction du faisceau lorsque la machine est inactive. Établissez et maintenez une zone dégagée autour de la découpeuse laser, exempte de matériaux inflammables et d'objets réfléchissants.
Surveillez attentivement le processus de coupe pour détecter toute anomalie, telle que des étincelles excessives ou des schémas de coupe irréguliers. Arrêtez immédiatement les opérations en cas de problème et suivez les procédures de dépannage établies ou adressez-vous au personnel d'encadrement.
Maintenir un environnement de travail propre et organisé. Enlever régulièrement les copeaux et les débris d'aluminium du banc de coupe et des zones environnantes. Séparer et stocker correctement les matières premières, les pièces finies et les déchets conformément aux règles de manutention.
Lors de l'utilisation de gaz d'assistance (par exemple, l'azote ou l'argon pour la découpe de l'aluminium), il convient de respecter les bonnes pratiques de manipulation et de stockage des bouteilles. Fixer les bouteilles verticalement et utiliser les détendeurs appropriés. Mettre en œuvre une procédure de purge pour éviter la formation éventuelle d'oxyde d'aluminium dans les conduites de gaz.
Respecter les protocoles de sécurité en matière de haute tension pendant les activités de maintenance. Respecter le calendrier d'entretien recommandé par le fabricant, qui comprend généralement des contrôles quotidiens, hebdomadaires et trimestriels. Portez une attention particulière à l'état des optiques et des systèmes d'émission de faisceaux, car la découpe de l'aluminium peut générer plus de débris que d'autres matériaux.
Après la mise en route de la machine, effectuez un essai à basse vitesse sur les axes X et Y pour vérifier la fluidité des mouvements et détecter tout problème potentiel avant de commencer la production.
Validez toujours les nouveaux programmes de coupe par des simulations et des essais à des réglages de puissance et de vitesse réduits. Vérifier la précision de la trajectoire de coupe programmée et s'assurer qu'elle reste dans l'enveloppe de travail de la machine.
Surveillez en permanence le processus de découpe, en accordant une attention particulière à l'interaction entre le faisceau et le matériau, à la qualité de la découpe et aux mouvements de la machine. Soyez prêt à engager des procédures d'arrêt d'urgence si la machine présente un comportement inattendu ou s'approche de ses limites.
Conseils pour l'utilisation de la machine de découpe laser de l'aluminium
(1) La tête de découpe laser à double focalisation est un composant essentiel de la machine de découpe laser, susceptible de s'user en cas d'utilisation prolongée. Une inspection régulière et un remplacement en temps voulu sont essentiels pour maintenir des performances de coupe optimales et éviter les temps d'arrêt imprévus.
(2) Pour garantir une qualité de découpe constante, il est essentiel de vérifier la rectitude des guides linéaires de la machine de découpe laser à fibre et l'orthogonalité globale de la machine tous les six mois. Corrigez rapidement tout écart en procédant à un alignement et à un étalonnage de précision afin de maintenir la précision de la découpe et la qualité des arêtes.
(3) Mettre en œuvre une routine de nettoyage hebdomadaire à l'aide d'un aspirateur à particules à haute efficacité (HEPA) pour éliminer la poussière et les débris des zones critiques de la machine. Veillez à ce que tous les boîtiers électriques soient correctement scellés afin d'empêcher la pénétration de la poussière, qui peut entraîner des défaillances des composants électriques et compromettre la sécurité.
(4) Inspectez et ajustez régulièrement la tension des courroies dentées ou des vis à billes de la machine de découpe laser à fibre, en fonction de la conception de la machine. Une tension correcte est essentielle pour maintenir la précision du positionnement et éviter le jeu, qui peut affecter la qualité de la coupe et entraîner des risques pour la sécurité.
(5) Établir un programme de maintenance complet pour le système de mouvement de la machine de découpe laser à fibre :
Nettoyer chaque semaine les guides linéaires et les vis à billes à l'aide de solvants appropriés afin d'éliminer la poussière, les particules métalliques et les résidus de coupe.
Appliquer de la graisse de haute qualité à base de lithium sur les guides linéaires et les vis à billes toutes les deux semaines, afin d'assurer une distribution uniforme sans surlubrification.
Inspectez et nettoyez le système de crémaillère et de pignon tous les mois, en appliquant un lubrifiant approprié pour les engrenages afin de minimiser l'usure et de maintenir un mouvement régulier.
Effectuer la maintenance trimestrielle des servomoteurs et des variateurs, notamment en vérifiant les connexions électriques, les systèmes de refroidissement et le retour d'information des encodeurs.
Avantages de la découpe laser de l'aluminium dans l'industrie de la construction
La découpe laser de l'aluminium est une machine-outil spéciale qui utilise la technologie laser pour découper divers graphiques sur les raccords de tuyauterie et les profilés.
Il s'agit d'un produit de haute technologie qui intègre la technologie de la commande numérique, la découpe au laser et les machines de précision.
Grâce à ses caractéristiques spécialisées, à grande vitesse, à haute précision, à son efficacité et à sa rentabilité, il constitue un outil précieux dans l'industrie du traitement des tubes métalliques sans contact.
Quels sont donc ses avantages dans le secteur de la construction ?
Traitement efficace : La découpe laser de l'aluminium est particulièrement importante dans la société actuelle où la réduction des coûts et l'augmentation des bénéfices sont au centre des préoccupations. La production automatique et le contrôle par ordinateur de cet équipement laser résolvent efficacement les problèmes de pénurie de main-d'œuvre et d'augmentation des coûts.
Excellent contrôle de l'espace et du temps : Le contrôle de l'espace (changement de direction du faisceau, rotation, balayage, etc.) et le contrôle du temps (marche, arrêt, intervalle d'impulsion) de la découpe laser de l'aluminium sont excellents et faciles à contrôler. En outre, grâce à sa haute précision et à la réduction des bavures, il réduit considérablement le temps nécessaire au traitement ultérieur. En cas de modification du diamètre ou de la forme du tuyau, il suffit de modifier le programme, ce qui fait du développement d'un logiciel de découpe de tuyaux un domaine de recherche précieux.
Performances supérieures et longue durée de vie : La structure rigide du cadre en acier de la machine de découpe laser de l'aluminium assure la stabilité, tandis que la structure unique du faisceau garantit la précision et la vitesse. Cela fait de la découpe laser de l'aluminium un choix populaire dans l'industrie des matériaux de construction.
Haute précision : La découpe laser de l'aluminium est beaucoup plus précise que les méthodes traditionnelles. Elle peut également s'adapter avec souplesse aux petites déformations télescopiques qui peuvent se produire pendant le traitement, ce que de nombreux procédés traditionnels ne peuvent pas faire.
Amélioration de la résistance à la traction : Les machines de découpe laser à fibre optique et les découpe laser des métaux Grâce aux machines de découpe laser, la résistance à la traction de l'aluminium découpé au laser est considérablement améliorée par l'ajout de petites quantités de magnésium, de silicium, de cuivre, de zinc et d'autres éléments. Par conséquent, les machines de découpe laser de l'aluminium sont devenues un élément important du processus complexe et rigoureux. On pense que cette machine apportera une vitalité infinie à l'industrie des matériaux de construction.
Qu'est-ce que la découpe au laser de l'alliage d'aluminium et de l'acier inoxydable a en commun ?
Gaz utilisé : L'azote est principalement utilisé pour éviter l'oxydation de la surface de coupe. La pureté du gaz doit être d'au moins 99,999% pour les plaques plus épaisses. Toutefois, lorsque l'aspect de la surface de coupe n'est pas une préoccupation, l'oxygène peut être utilisé pour la découpe des tôles. coupe de l'acier inoxydablece qui permet d'obtenir des coupes plus épaisses qu'avec l'azote.
Pression du gaz : Pour l'acier inoxydable de moins de 10 mm, la pression doit être d'environ 10 kg et le débit doit être élevé. Toutefois, cela entraîne une forte consommation d'azote et un coût relativement élevé. Pour les plaques de plus de 10 mm, la pression, le débit et le dosage sont plus importants.
Vitesse de coupe : L'épaisseur de la plaque est inversement proportionnelle à la vitesse de coupe. La puissance du générateur laser influe également sur la vitesse de découpe. Par exemple, un générateur laser de 4000 W peut découper 4 mm à une vitesse de 3000-5000 mm/min, tandis que la découpe de 10 mm se fait à une vitesse de 1000 mm/min.
Puissance : La puissance nécessaire à la découpe est déterminée par le fabricant de la machine de découpe laser. Si la découpe n'est pas idéale, l'opérateur peut ajuster la puissance en fonction des besoins, mais cela nécessite une expérimentation et peut varier en fonction de l'aciérie du matériau.
Focus : La position de mise au point pour la découpe de l'acier inoxydable doit généralement se situer au milieu de l'épaisseur de la plaque.
2. Découpe au laser de l'aluminium
Il est plus difficile de couper alliages d'aluminium avec un laser que l'acier inoxydable (SUS). Cela s'explique par le fait que l'aluminium est réfléchissant et qu'il présente une viscosité élevée à l'état de fusion.
Pour la découpe de l'aluminium, l'air et l'azote sont généralement utilisés avec un débit de 40-50m3/h, et la vitesse de découpe dépend de l'épaisseur du matériau.
L'épaisseur maximale pouvant être découpée est généralement de 12 mm. Par exemple, avec un laser de 6 kW, la vitesse de découpe d'une plaque d'aluminium de 4 mm est de 4 000 mm/min, tandis que la vitesse de découpe d'une plaque de 12 mm est de 700 mm/min.
Il est important de prendre des mesures de protection contre les reflets lors de la découpe de l'aluminium. Il est fortement recommandé de porter un masque lors de la découpe de plaques d'aluminium.
L'image ci-dessous montre des échantillons d'acier inoxydable de 28 mm et 25 mm qui ont été découpés au laser avec de l'azote à haute pression.
Derniers mots
Les informations ci-dessus concernent la découpe au laser de l'aluminium. J'espère qu'elles vous seront utiles. Si vous avez des idées ou des suggestions, n'hésitez pas à les laisser dans la section des commentaires.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà eu du mal à choisir la buse de découpe laser adaptée à votre projet ? Le choix de la buse optimale est crucial pour obtenir des coupes nettes et précises et maximiser l'efficacité. Dans ce...
Vous êtes-vous déjà demandé comment fonctionne une machine de découpe laser ? Dans cet article de blog, nous allons nous plonger dans les rouages de ces machines de haute précision qui ont révolutionné le...
Vous êtes-vous déjà demandé comment un laser peut couper le métal comme un couteau chaud dans du beurre ? Dans cet article fascinant, nous allons explorer la science qui se cache derrière la technologie de découpe au laser à fibre....
Êtes-vous curieux de connaître la technologie de pointe qui révolutionne la fabrication ? Dans cet article de blog, nous allons nous plonger dans le monde des machines de découpe laser, en explorant leurs avantages et les principaux fabricants qui dominent...
Imaginez les conséquences catastrophiques d'une négligence dans l'entretien des machines de découpe laser. Ne laissez pas votre entreprise être victime de temps d'arrêt et de réparations coûteux ! Dans cet article de blog, nous allons nous pencher sur les...
La découpe laser a révolutionné la fabrication, mais même les machines les plus avancées rencontrent des problèmes. Dans cet article de blog, nous nous penchons sur les problèmes courants rencontrés par les machines de découpe de plaques au laser et fournissons des...
L'art de la découpe laser vous intrigue ? Cet article de blog se penche sur les paramètres critiques qui déterminent la qualité et l'efficacité de la découpe. Découvrez les conseils d'initiés de mécaniciens chevronnés...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Pourquoi la qualité de la découpe laser varie-t-elle avec le même équipement et les mêmes paramètres ? Cet article examine comment la composition des plaques d'acier au carbone affecte leurs résultats de découpe. En explorant les...
Faites passer votre entreprise à la vitesse supérieure