Les bases de la découpe laser : Votre guide ultime
Vous êtes-vous déjà demandé comment des motifs complexes sont découpés avec une telle précision sur différents matériaux ? Cet article dévoile le monde fascinant de la découpe au laser, en explorant ses techniques et ses applications. À la fin, vous comprendrez comment cette technologie façonne tout, du métal au textile, et vous promet un avenir aux possibilités infinies.
La découpe au laser, introduite pour la première fois dans les années 1970, a révolutionné la production industrielle moderne. Cette technologie polyvalente est aujourd'hui largement utilisée pour la découpe de précision de divers matériaux, notamment la tôle, le plastique, le verre, la céramique, les semi-conducteurs, les textiles, le bois et le papier. Sa capacité à réaliser des coupes nettes et précises avec un minimum de perte de matériau en a fait un outil indispensable dans divers secteurs de la fabrication.
Dans les années à venir, la découpe laser est appelée à connaître une croissance substantielle, en particulier dans les applications d'usinage de précision et de micro-usinage. Cette expansion est due aux progrès de la technologie laser, tels que l'amélioration de la qualité du faisceau, l'augmentation de la puissance de sortie et l'amélioration des systèmes de contrôle. Ces développements permettent aux fabricants d'atteindre des niveaux de précision et d'efficacité sans précédent dans les opérations de découpe complexes.
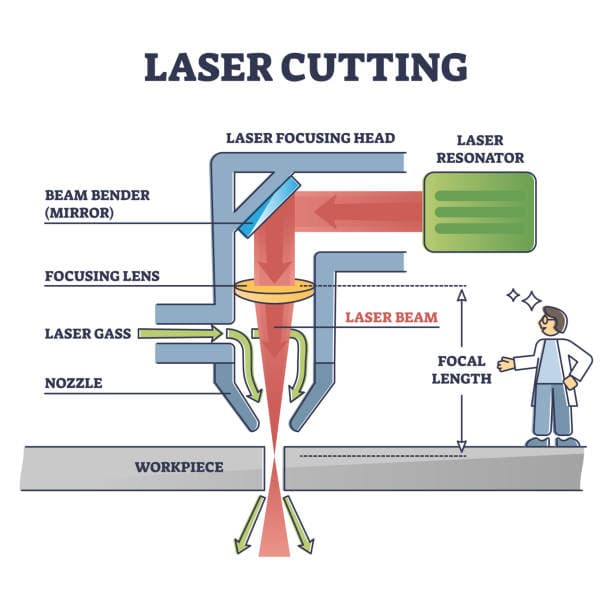
Le principe fondamental de la découpe au laser implique l'application ciblée d'une lumière à haute énergie pour chauffer et traiter rapidement les matériaux. Lorsque le faisceau laser concentré interagit avec la pièce, il crée une zone localisée de chaleur intense. Le matériau fond, se vaporise ou subit une combinaison des deux processus, en fonction des propriétés du matériau et des paramètres du laser.
Lorsque le faisceau laser pénètre dans la pièce, le processus de découpe proprement dit commence. Le faisceau se déplace le long du contour prédéterminé, faisant fondre ou vaporisant continuellement le matériau sur son passage. Pour améliorer la qualité et l'efficacité de la découpe, un gaz d'assistance à haute pression (généralement de l'azote, de l'oxygène ou de l'air comprimé) est dirigé coaxialement avec le faisceau laser. Ce jet de gaz remplit plusieurs fonctions cruciales :
Il expulse le matériau fondu du trait de scie (la largeur de la coupe), empêchant toute redéposition et garantissant un bord de coupe propre.
Il refroidit la zone environnante, minimisant la zone affectée thermiquement (HAZ) et la distorsion thermique potentielle.
Dans certains cas, il fournit de l'énergie supplémentaire au processus de coupe par le biais de réactions exothermiques (par exemple, lorsqu'on utilise de l'oxygène pour couper de l'acier doux).
Il en résulte une incision précise et étroite entre la partie coupée et le matériau restant. La largeur de ces lignes de coupe est remarquablement faible et correspond souvent au diamètre du faisceau laser focalisé lui-même. Ce niveau élevé de précision permet des conceptions complexes et des tolérances serrées, ce qui rend la découpe laser idéale pour des applications allant de la fabrication industrielle à grande échelle aux opérations de micro-usinage délicates.
Coupe à la flamme
L'oxycoupage est un procédé de découpe thermique très répandu, principalement utilisé pour découper des aciers à faible et moyenne teneur en carbone. Cette technique utilise une combinaison de gaz combustible (généralement de l'acétylène, du propane ou du gaz naturel) et d'oxygène pur pour créer une flamme à haute température et faciliter le processus de coupe.
Dans cette méthode, le métal est d'abord préchauffé à sa température d'allumage (environ 870°C ou 1600°F pour l'acier doux) à l'aide de la flamme du gaz combustible. Une fois que le métal a atteint cette température, un flux d'oxygène de haute pureté est dirigé vers la zone chauffée. La pression de l'oxygène, généralement comprise entre 3 et 6 bars (30 à 60 psi), est alors augmentée pour amorcer et maintenir l'action de coupe.
Dans la zone de coupe, le métal chauffé subit une réaction exothermique rapide avec l'oxygène, ce qui le brûle et l'oxyde. Cette réaction d'oxydation génère une quantité importante de chaleur supplémentaire - jusqu'à cinq fois l'énergie de la flamme de préchauffage. L'oxyde et le métal fondus qui en résultent sont ensuite expulsés de la coupe par l'énergie cinétique du jet d'oxygène, ce qui permet d'obtenir une coupe nette.
La réaction chimique et la production de chaleur lors de l'oxycoupage présentent plusieurs avantages :
Capacité à couper des sections épaisses (jusqu'à 300 mm ou 12 pouces) d'aciers faiblement alliés
Coûts d'équipement relativement faibles par rapport à d'autres méthodes de découpe thermique
Portabilité, ce qui le rend adapté aux opérations sur site et sur le terrain
Efficacité dans la découpe de formes irrégulières et le biseautage des arêtes
Toutefois, il est important de noter que l'oxycoupage est principalement limité aux matériaux ferreux à fort potentiel d'oxydation. Pour découper d'autres métaux ou obtenir une plus grande précision, d'autres méthodes telles que le découpage au plasma ou au laser peuvent être plus appropriées.
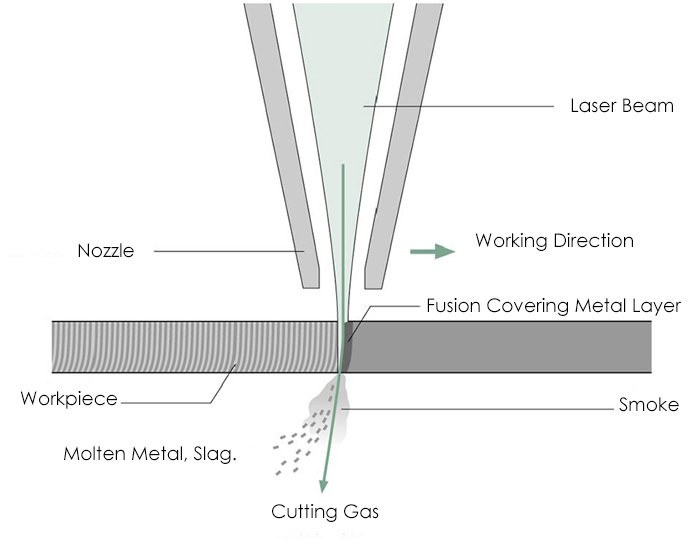
Fig.1 Le faisceau laser fait fondre la pièce tandis que le gaz de coupe évacue le matériau fondu et les scories dans l'incision.
Découpe par fusion
Le découpage par fusion, également connu sous le nom de découpage par fusion, est un processus thermique sophistiqué largement utilisé dans la fabrication de métaux de précision et qui peut être étendu à d'autres matériaux fusibles, y compris les céramiques avancées. Cette technique utilise une source de chaleur à haute énergie, généralement un laser ou un plasma, pour faire fondre rapidement le matériau. Le processus est renforcé par un jet de gaz à haute pression, généralement de l'azote ou de l'argon, qui est dirigé à travers le trait de coupe à des pressions allant de 2 à 20 bars (200 à 2000 kPa).
Le choix entre l'azote et l'argon comme gaz de coupe est crucial et dépend du matériau et du résultat souhaité. Ces deux gaz sont inertes, ce qui signifie qu'ils ne réagissent pas chimiquement avec la matière en fusion dans le trait de coupe. Cette inertie remplit deux fonctions essentielles :
Élimination des matériaux fondus : Le flux de gaz à haute vitesse expulse efficacement la matière liquéfiée au fond de la lame, garantissant une coupe nette et étroite.
Prévention de l'oxydation : En créant une atmosphère inerte autour de la zone de coupe, ces gaz protègent les arêtes fraîchement coupées de l'oxydation, ce qui est particulièrement important pour les métaux réactifs comme le titane ou lorsqu'une finition des arêtes de haute qualité est requise.
L'azote est souvent préféré pour couper l'acier doux et l'acier inoxydable en raison de sa rentabilité et de sa capacité à produire des arêtes sans oxyde. L'argon, plus dense, est généralement utilisé pour les matériaux plus réactifs ou lorsque des coupes de très haute pureté sont nécessaires, comme dans les applications aérospatiales.
La pression du gaz d'assistance est un paramètre critique qui influence la qualité de la coupe, la largeur du trait de scie et la vitesse de coupe. Des pressions plus élevées permettent généralement des vitesses de coupe plus rapides et peuvent produire des traits de scie plus étroits, mais elles peuvent également augmenter le risque de formation de crasse au fond de la coupe. L'optimisation de la pression du gaz, ainsi que d'autres paramètres tels que la puissance du laser et la vitesse de coupe, est essentielle pour atteindre l'équilibre souhaité entre la productivité et la qualité de la coupe dans les applications industrielles.
Découpe à l'air comprimé
Le découpage à l'air comprimé est un procédé de découpage thermique efficace qui convient aux plaques métalliques minces, dont l'épaisseur ne dépasse généralement pas 3 à 6 mm en fonction du matériau. Cette méthode utilise un flux d'air à haute pression pour éliminer le métal en fusion de la zone de coupe.
Dans ce processus, de l'air comprimé à des pressions allant de 5 à 7 bars (500-700 kPa) est dirigé à travers une buse spécialement conçue. Ce flux d'air à grande vitesse expulse efficacement le métal en fusion créé par une flamme oxygaz ou un arc plasma, ce qui permet d'obtenir une coupe nette et étroite.
Le mécanisme de coupe est principalement thermique, l'air comprimé étant composé d'environ 78% d'azote, 21% d'oxygène et 1% d'autres gaz. L'oxygène contribue à la réaction exothermique, améliorant l'efficacité de la coupe, tandis que l'azote agit comme un gaz inerte, aidant à protéger les arêtes de coupe d'une oxydation excessive.
Les principaux avantages de la découpe à l'air comprimé sont les suivants
Rentabilité : Utilise de l'air comprimé facilement disponible au lieu de gaz de coupe coûteux.
Réduction de la zone affectée par la chaleur (HAZ) par rapport à l'oxycoupage traditionnel
Amélioration de la qualité de coupe sur les matériaux minces, avec un minimum de pellicules et des traits de scie droits
Polyvalence dans la découpe de divers métaux, y compris l'acier doux, l'acier inoxydable et les alliages d'aluminium
Toutefois, il est important de noter qu'à mesure que l'épaisseur du matériau augmente, l'efficacité de la découpe à l'air comprimé diminue et que d'autres méthodes, telles que la découpe au plasma ou au laser, peuvent être plus adaptées aux tôles plus épaisses.
Découpe assistée par plasma
Lorsque les paramètres optimaux sont sélectionnés, des nuages de plasma se forment à l'intérieur du trait de coupe pendant la découpe par fusion laser assistée par plasma. Ces nuages sont constitués de vapeur métallique ionisée et de gaz de coupe ionisé, créant un environnement hautement énergétique qui améliore le processus de coupe.
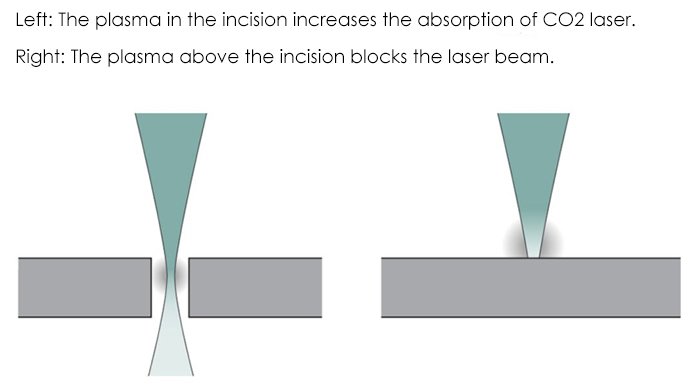
Le nuage de plasma agit comme un moyen de transfert d'énergie efficace, absorbant le rayonnement du laser CO2 et le convertissant en chaleur localisée sur la pièce à usiner. Ce mécanisme améliore considérablement l'efficacité du couplage énergétique, ce qui accélère la fusion du métal et accélère les vitesses de coupe. C'est pourquoi cette technique avancée est souvent désignée par l'expression "découpage plasma à grande vitesse".
L'effet synergique entre le laser et le plasma permet d'atteindre des vitesses de découpe jusqu'à 300% plus rapides que la découpe laser conventionnelle, en particulier dans les matériaux plus épais (>6 mm). En outre, le processus assisté par plasma peut améliorer la qualité de la coupe en réduisant la formation d'écume et en minimisant la zone affectée thermiquement (HAZ).
Il est important de noter que la découpe par fusion assistée par plasma est spécifiquement conçue pour les systèmes laser CO2. Le nuage de plasma reste transparent pour les lasers à solide (tels que les lasers à fibre ou à disque), ce qui rend cette technique inefficace avec ces types de laser. Cette limitation est due aux caractéristiques d'absorption du plasma qui dépendent de la longueur d'onde.
Les paramètres clés du processus pour optimiser la découpe assistée par plasma sont les suivants :
Puissance du laser et position du foyer
Type de gaz d'assistance (généralement de l'oxygène ou de l'azote) et pression
Vitesse de coupe
Conception de la buse et distance d'éloignement
En affinant ces paramètres, les fabricants peuvent obtenir des performances de coupe optimales pour différents matériaux et épaisseurs, maximisant ainsi la productivité tout en maintenant des coupes de haute qualité.
Gazéifier Couper
Le découpage par gazéification vaporise le matériau et minimise l'effet thermique sur le matériau environnant.
CO2 en continu traitement au laser peut obtenir cet effet lors de l'évaporation de matériaux à faible chaleur et à forte absorption, tels que les films plastiques minces et les matériaux non fondus comme le bois, le papier et la mousse.
Les lasers à impulsions ultracourtes permettent d'appliquer cette technique à d'autres matériaux.
Les électrons libres du métal absorbent le laser et s'échauffent considérablement.
L'impulsion laser ne réagit pas avec les particules en fusion et le plasma, et le matériau se sublime directement sans transférer l'énergie au matériau environnant sous forme de chaleur.
Il n'y a pas d'effet thermique apparent dans les picoseconde l'ablation par impulsion du matériau, et il n'y a pas de fusion ni de formation de bavures.
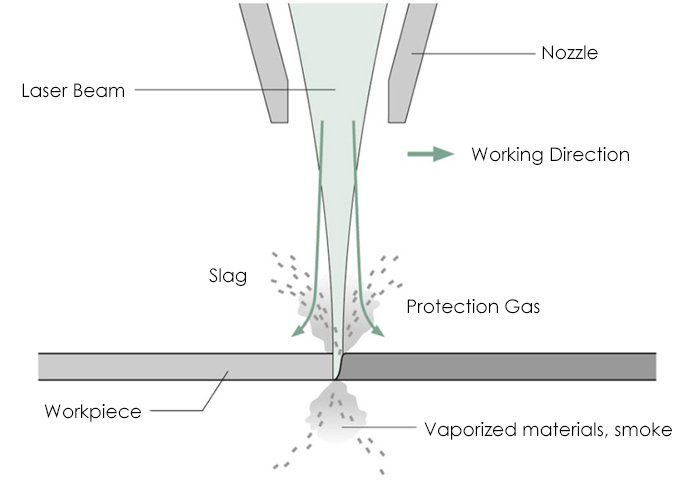
Fig.3 Découpe par gazéification : le laser fait s'évaporer et brûler le matériau. La pression de la vapeur évacue les scories de l'incision.
Plusieurs paramètres influencent la processus de découpe au laserCertains dépendent des performances techniques du générateur laser et de la machine de découpe laser, tandis que d'autres sont réglables.
Degré de polarisation
Le degré de polarisation indique le pourcentage du laser qui est converti.
En général, le degré de polarisation est d'environ 90%, ce qui est suffisant pour obtenir une coupe de haute qualité.
Diamètre de mise au point
Le diamètre de focalisation affecte la largeur de l'incision et peut être modifié en changeant la longueur focale de la lentille de focalisation. Un diamètre de focalisation plus petit permet d'obtenir des incisions plus étroites.
Position centrale
La position focale détermine le diamètre du faisceau, la densité de puissance et la forme de l'incision sur la surface de la pièce.
Fi.4 Position de mise au point : intérieur, surface et côté supérieur de la pièce.
Puissance du laser
Les puissance du laser doit être adapté au type d'usinage, au type de matériau et à l'épaisseur.
La puissance doit être suffisamment élevée pour que la densité de puissance sur la pièce dépasse le seuil de traitement.
Fig.5 Une puissance laser plus élevée permet de découper des matériaux plus épais
Mode de travail
Le mode continu est principalement utilisé pour découper des contours standard sur des métaux et des plastiques dont l'épaisseur varie de quelques millimètres à quelques centimètres.
Pour faire fondre les trous ou produire des contours précis, on utilise des lasers pulsés à basse fréquence.
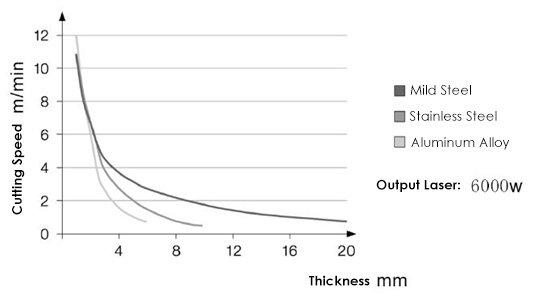
Vitesse de coupe
La puissance du laser et la vitesse de coupe doivent être adaptées l'une à l'autre. Une vitesse de coupe trop rapide ou trop lente peut entraîner une augmentation de la consommation d'énergie. rugosité et la formation de bavures.
Fig.6 La vitesse de coupe diminue avec l'épaisseur de la plaque
Diamètre de la buse
Le diamètre de la buse détermine le débit de gaz et la forme du flux d'air sortant de la buse.
Plus le matériau est épais, plus le diamètre du jet de gaz est important, et donc plus le diamètre de l'ouverture de la buse est grand.
Pureté et pression des gaz
L'oxygène et l'azote sont couramment utilisés comme gaz de coupe.
La pureté et la pression du gaz ont un impact sur l'efficacité de la coupe.
Lors du découpage avec une flamme d'oxygène, la pureté du gaz doit être de 99,95%.
Plus l'épaisseur de la tôle d'acierplus la pression de gaz requise est faible.
Lors de la découpe à l'azote, la pureté du gaz doit être de 99,995% (idéalement 99,999%), ce qui nécessite une pression plus élevée lors de la fusion et de la découpe de plaques d'acier plus épaisses.
Paramètres techniques
Lors des premières étapes de la découpe laser, l'utilisateur doit déterminer les paramètres d'usinage par des opérations d'essai.
Aujourd'hui, les paramètres de traitement mûrs sont stockés dans le dispositif de commande du système de coupe, avec des données correspondantes pour chaque type et épaisseur de matériau.
Les paramètres techniques permettent aux personnes qui ne sont pas familiarisées avec la technologie d'utiliser l'équipement de découpe au laser sans problème.
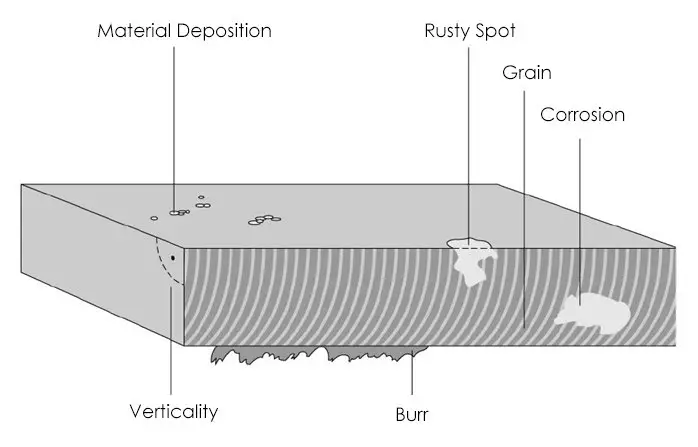
Découpage du jugement de la qualité
Plusieurs critères déterminent la qualité des arêtes de découpe au laser.
Par exemple, la formation de bavures, l'affaissement et le grain peuvent être évalués à l'œil nu.
Les rectitudeLa rugosité et la largeur de l'incision doivent être mesurées à l'aide d'instruments spécialisés.
Le dépôt de matière, la corrosion, la zone d'influence thermique et la déformation sont également des facteurs critiques à prendre en compte lors de l'évaluation de la qualité de la découpe au laser.
Le succès continu de la découpe au laser est inégalé par la plupart des autres techniques, et cette tendance se poursuit aujourd'hui. À l'avenir, le applications de la découpe au laser deviendra de plus en plus prometteuse.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi la qualité de la découpe laser varie-t-elle avec le même équipement et les mêmes paramètres ? Cet article examine comment la composition des plaques d'acier au carbone affecte leurs résultats de découpe. En explorant les...
Vous êtes-vous déjà demandé comment les lasers pouvaient découper l'acier avec une précision extrême ? Dans cet article, nous dévoilons les secrets de la découpe laser. Des modes laser aux réglages des buses, découvrez comment chaque...
Pourquoi la découpe au laser des tôles d'acier galvanisé est-elle si difficile et pourtant cruciale dans la fabrication moderne ? Cet article explore les difficultés rencontrées lors de la découpe au laser de l'acier galvanisé et examine les solutions...
Vous êtes-vous déjà demandé comment la précision de la découpe laser était obtenue ? Cet article explore les facteurs cruciaux qui influencent la qualité de la découpe laser, tels que l'état de la buse, la position du foyer et la pression du gaz auxiliaire. En...
Avez-vous déjà remarqué des taches noires sur votre lentille de découpe laser ou de soudage ? Ces taches peuvent gravement perturber les opérations et affecter la qualité et la précision de votre travail. Dans cet article,...
Vous êtes-vous déjà demandé pourquoi une simple lentille pouvait faire ou défaire une opération de découpe laser ? Cet article révèle le rôle essentiel des lentilles de protection de haute qualité dans les têtes de découpe laser. Vous apprendrez...
Vous devez choisir entre le poinçonnage par tourelle et la découpe au laser pour votre prochain projet ? Il est essentiel de comprendre leurs avantages et leurs limites. Cet article se penche sur les capacités des deux techniques,...
Vous êtes-vous déjà demandé comment la technologie moderne révolutionne l'industrie de la fabrication métallique ? Dans cet article de blog, nous allons explorer l'impact des machines de découpe laser de tubes qui changent la donne. Découvrez comment ces...
Imaginez une machine capable de découper du métal avec la précision d'un scalpel de chirurgien. Les machines de découpe laser des métaux offrent cette capacité et transforment la façon dont les industries travaillent avec les métaux. Cet article...
Faites passer votre entreprise à la vitesse supérieure