Découpe au laser de plaques épaisses : Méthodes et compétences de débogage
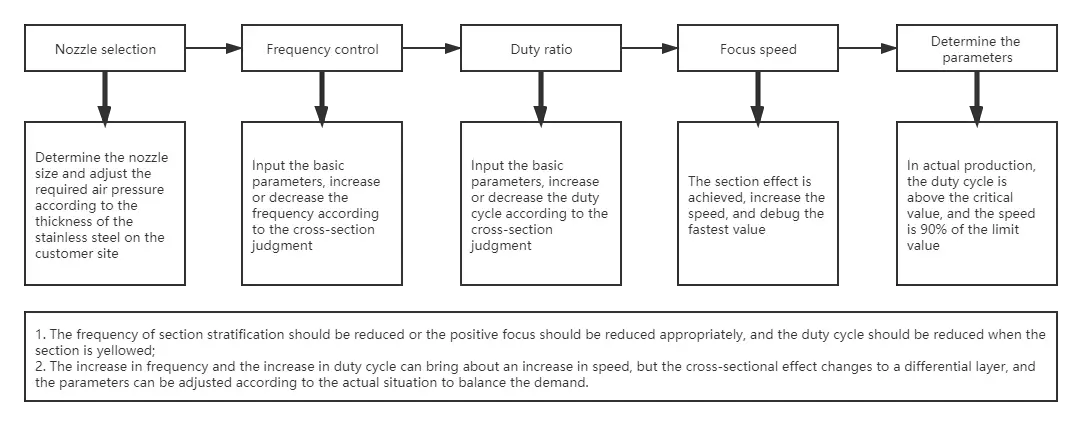
Vous êtes-vous déjà demandé comment réaliser des découpes précises sur des plaques d'acier inoxydable épaisses à l'aide de lasers ? Cet article présente les méthodes de débogage essentielles et les compétences requises pour obtenir des performances optimales en matière de découpe laser. De la sélection de la bonne buse au réglage de la fréquence, en passant par l'ajustement du rapport d'utilisation et de la mise au point, vous apprendrez des techniques clés pour améliorer la qualité et l'efficacité de la découpe. Découvrez les secrets d'une découpe laser parfaite et améliorez vos projets de travail des métaux grâce à ces conseils d'experts.
Les plaques en acier inoxydable sont un matériau très prisé par les utilisateurs de diverses industries. Les produits fabriqués à partir de plaques d'acier inoxydable présentent d'excellentes performances et ont une durée de vie relativement longue. Ils sont donc largement utilisés dans la fabrication de machines, l'ingénierie de la construction, la fabrication d'ustensiles de cuisine, les véhicules ferroviaires et d'autres industries.
Actuellement, la plupart des fabricants optent pour découpe au laser lorsqu'il s'agit de plaques d'acier inoxydable. Toutefois, la découpe de plaques épaisses de haute qualité en acier inoxydable requiert certaines compétences.
Le diamètre de la buse détermine la forme du flux d'air dans l'incision, la zone de diffusion du gaz et le débit du gaz. Ces facteurs peuvent affecter à la fois l'enlèvement de la matière fondue et la stabilité du processus de coupe.
Un débit d'air plus important dans l'incision peut entraîner des vitesses plus élevées et, lorsqu'il est associé à un positionnement approprié de la pièce dans le flux d'air, il peut améliorer la capacité du jet à éliminer la matière en fusion.
Pour l'acier inoxydable plus épais, il est recommandé d'utiliser une buse de plus grand diamètre et une pression d'air plus élevée. Il est important de veiller à ce que la pression et le débit soient équilibrés afin d'obtenir une coupe transversale normale.
Note : Pression d'air à un débit fixe et différentes tailles de buses
Lors de la découpe d'acier inoxydable plus épais, il convient d'utiliser une buse de plus grande taille, ainsi qu'un réglage plus important de la valve proportionnelle et un débit plus élevé afin de maintenir la pression requise et d'obtenir un effet de section transversale normal.
Pour garantir l'effet de coupe et protéger la buse contre les dommages, un test coaxial est nécessaire avant le processus de coupe. Il s'agit de vérifier l'alignement de la buse et du faisceau de sortie du laser pour s'assurer qu'ils sont coaxiaux.
Voici une proposition de méthode d'essai : coller un papier transparent sur la surface de l'extrémité de la sortie de la buse, ajuster le débit de la buse. puissance de sortie du laser pour le poinçonnage, observez s'il y a un trou central sur le papier transparent et la position du trou central, et ajustez simultanément la vis de réglage sur la poignée de la cavité du miroir jusqu'à ce que le trou poinçonné au laser sur le papier transparent coïncide avec le centre de la buse.
III. Ajustement des fréquences
L'effet du changement de fréquence sur la coupe d'acier inoxydable tôle d'acierLorsque la fréquence diminue de 500 à 200 Hz, l'effet de coupe transversale devient plus fin et la stratification s'améliore lentement. Toutefois, si la fréquence est réglée sur 100 Hz, le matériau ne peut pas être coupé et devient anti-lumière bleue.
En modifiant la fréquence, il est possible d'identifier la plage de fréquences optimale pour la coupe.
Pour obtenir la meilleure section de coupe, il est essentiel de veiller à ce que le nombre d'impulsions et l'énergie de l'impulsion unique soient parfaitement adaptés.
Fréquence
500 HZ
400 HZ
300 HZ
200 HZ
Taux d'utilisation
55%
55%
55%
55%
IV. Ajustement du taux d'imposition
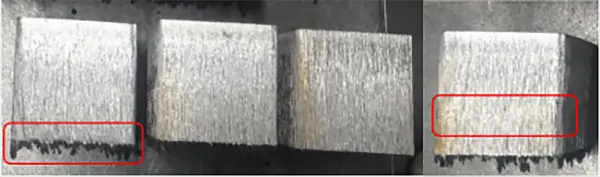
Quand coupe de l'acier inoxydable il est essentiel d'ajuster correctement le rapport cyclique. Un rapport d'utilisation de 53% est considéré comme la valeur critique. Si le rapport cyclique est diminué au-delà de ce point, des marques non coupées peuvent apparaître sur la surface inférieure, la section peut devenir rugueuse et une délamination peut se produire. D'autre part, si l'on augmente le rapport d'utilisation à 60%, la surface de coupe risque de jaunir.
Fréquence
200 HZ
200 HZ
200 HZ
200 HZ
Taux d'utilisation
52%
53%
55%
60%
V. Sélection des thèmes
L'épaisseur, le matériau et la qualité de la coupe peuvent varier en fonction de l'objectif choisi.
Il est nécessaire de régler la mise au point en fonction du matériau et de l'épaisseur à découper.
Pour déterminer rapidement la focalisation optimale de la découpe, il est recommandé de mesurer la focalisation zéro réelle avant la découpe et de se référer ensuite uniquement aux paramètres du processus de découpe.
Fréquence
200 HZ
200 HZ
200 HZ
200 HZ
Taux d'utilisation
52%
53%
55%
60%
Remarque : la méthode ci-dessus permet de vérifier les paramètres, mais la valeur spécifique doit être déterminée en fonction de la puissance du laser et de l'épaisseur des plaques.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà eu du mal à choisir la buse de découpe laser adaptée à votre projet ? Le choix de la buse optimale est crucial pour obtenir des coupes nettes et précises et maximiser l'efficacité. Dans ce...
Vous êtes-vous déjà demandé comment fonctionne une machine de découpe laser ? Dans cet article de blog, nous allons nous plonger dans les rouages de ces machines de haute précision qui ont révolutionné le...
Vous êtes-vous déjà demandé comment un laser peut couper le métal comme un couteau chaud dans du beurre ? Dans cet article fascinant, nous allons explorer la science qui se cache derrière la technologie de découpe au laser à fibre....
Êtes-vous curieux de connaître la technologie de pointe qui révolutionne la fabrication ? Dans cet article de blog, nous allons nous plonger dans le monde des machines de découpe laser, en explorant leurs avantages et les principaux fabricants qui dominent...
Imaginez les conséquences catastrophiques d'une négligence dans l'entretien des machines de découpe laser. Ne laissez pas votre entreprise être victime de temps d'arrêt et de réparations coûteux ! Dans cet article de blog, nous allons nous pencher sur les...
La découpe laser a révolutionné la fabrication, mais même les machines les plus avancées rencontrent des problèmes. Dans cet article de blog, nous nous penchons sur les problèmes courants rencontrés par les machines de découpe de plaques au laser et fournissons des...
L'art de la découpe laser vous intrigue ? Cet article de blog se penche sur les paramètres critiques qui déterminent la qualité et l'efficacité de la découpe. Découvrez les conseils d'initiés de mécaniciens chevronnés...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Pourquoi la qualité de la découpe laser varie-t-elle avec le même équipement et les mêmes paramètres ? Cet article examine comment la composition des plaques d'acier au carbone affecte leurs résultats de découpe. En explorant les...
Faites passer votre entreprise à la vitesse supérieure