Découpe au laser de plaques d'acier inoxydable de 25 mm et plus : Conseils essentiels
Avec la croissance de l'économie, l'utilisation des plaques d'acier inoxydable est devenue de plus en plus répandue. Elles sont désormais couramment utilisées dans l'industrie de la construction, la fabrication de machines, la production de conteneurs, la construction navale, la construction de ponts et d'autres domaines. À l'heure actuelle, la découpe au laser est la principale méthode de découpe des tôles épaisses en acier inoxydable. La technologie de découpe au laser des [...]
Avec la croissance de l'économie, l'utilisation des plaques d'acier inoxydable est devenue de plus en plus répandue. Elles sont désormais couramment utilisées dans l'industrie de la construction, la fabrication de machines, la production de conteneurs, la construction navale, la construction de ponts et d'autres domaines.
À l'heure actuelle, la découpe au laser est la principale méthode de découpe des plaques d'acier inoxydable épaisses. La technologie de découpe au laser Les techniques de découpe des tôles épaisses en acier inoxydable sont de plus en plus avancées et remplacent progressivement les techniques de découpe traditionnelles.
Pour obtenir un résultat de coupe de haute qualité, il est essentiel de maîtriser les techniques du processus.
En termes d'épaisseur, les tôles moyennes désignent les tôles d'acier d'une épaisseur comprise entre 10,0 et 25,0 mm, les tôles d'une épaisseur comprise entre 25,0 et 60,0 mm sont appelées tôles épaisses et les tôles d'une épaisseur supérieure à 60,0 mm sont appelées tôles extra-épaisses.
Pour couper de l'acier inoxydable épais de haute qualité, il est essentiel que les fabricants de produits en acier inoxydable aient une compréhension complète des caractéristiques de l'acier inoxydable. processus de découpe au laser.
Critèrespour découpe laser de plaques épaisses
1. Rugosité
Les découpe au laser Les lignes verticales sur la section coupée sont le résultat de ce processus. La rugosité de la surface de coupe dépend de la profondeur du grain. Un grain peu profond donne une section de coupe plus lisse, tandis qu'un grain plus profond donne une surface de coupe plus grossière. En outre, un grain moins profond permet d'obtenir une coupe de meilleure qualité.
Pour les épais tôleLa perpendicularité de l'arête de coupe est d'une importance capitale. Si le faisceau laser est trop éloigné du foyer, il devient divergent, ce qui peut entraîner des largeurs inégales en haut et en bas de la fente.
Si l'arête de coupe s'écarte considérablement d'une ligne verticale, la pièce ne répondra pas aux normes et peut être difficile à utiliser. Plus l'arête de coupe est proche d'une ligne verticale, plus la qualité de la coupe est élevée.
3. Largeur de coupe
La largeur de la coupe détermine le diamètre intérieur du profilé. Pendant le processus de coupe proprement dit, il est nécessaire d'ajuster les paramètres et de compenser le matériau coupé pour s'assurer que la pièce à usiner répond aux spécifications de taille souhaitées.
4. Céréales
Lors de la découpe de plaques épaisses à grande vitesse, le métal en fusion est expulsé à l'arrière du faisceau laser au lieu d'être éjecté par l'encoche située sous le faisceau laser vertical. Il en résulte un motif incurvé au niveau de l'arête de coupe.
Pour résoudre ce problème, il est nécessaire de réduire la vitesse d'avance vers la fin du processus de coupe, ce qui permet d'éliminer efficacement la formation de ce motif incurvé.
5. Burrs
La bavure est un facteur crucial pour déterminer la qualité de la découpe laser. L'élimination des bavures nécessite un effort supplémentaire, ce qui se traduit par une augmentation du temps et des coûts de main-d'œuvre. Par conséquent, la présence ou l'absence de bavures est le principal critère permettant de déterminer si une découpe laser est considérée comme étant de qualité acceptable.
6. Zone affectée par la chaleur
La zone affectée thermiquement désigne la profondeur de la région où la structure interne a subi des modifications. Lors de la découpe au laser, le métal à proximité de l'entaille est chauffé, ce qui peut entraîner des modifications de la structure du métal. Par exemple, certains métaux peuvent devenir plus durs.
7. Déformation
Un échauffement rapide pendant le processus de coupe peut provoquer des déformations, ce qui est particulièrement critique dans l'usinage de précision. Pour éviter cela, il est nécessaire de contrôler l'échauffement de la pièce. puissance du laser et utilisent des impulsions laser courtes, ce qui réduit l'échauffement des composants et évite les déformations.
Exigences technologiques de la découpe au laser de plaques épaisses d'acier inoxydable
1. Sélection des buses
Diamètre de la buse
Le diamètre de la buse détermine la forme du flux de gaz, la taille de la zone de diffusion du gaz et le taux de flux de gaz dans l'encoche, ce qui influe sur la stabilité de l'élimination de la matière fondue et de la coupe. Un débit d'air plus important dans l'encoche se traduit par des vitesses plus rapides et une meilleure capacité à éliminer la matière fondue, à condition que la pièce soit positionnée correctement dans le flux d'air.
Pour l'acier inoxydable plus épais, il est recommandé d'utiliser une buse plus grande. Pour augmenter la pression et assurer un résultat de coupe normal, le réglage de la valve proportionnelle peut être augmenté, ce qui se traduit par un débit plus élevé.
Spécifications des buses
La spécification de la buse se réfère principalement à l'ouverture de l'extrémité. Par exemple, l'ouverture buse de coupe fabriqué par Precitec a une ouverture qui varie de 1,5 mm à 5,0 mm. Le choix de l'ouverture est principalement basé sur la puissance de coupe. Plus la puissance est élevée, plus la chaleur générée est importante et plus la quantité de gaz nécessaire est grande.
Pour découper des plaques de moins de 3 mm, on utilise généralement une buse avec une ouverture de 2,0 mm. Pour la découpe de plaques d'une épaisseur comprise entre 3 et 10 mm, on choisit une buse de 3,0 mm. Pour découper des plaques d'une épaisseur supérieure à 10 mm, il est nécessaire d'utiliser des buses d'une ouverture de 3,5 mm ou plus.
Buse monocouche à ouverture △3.5
Buse à simple couche ou à double couche ?
En général, les buses à double couche sont utilisées pour la découpe par oxydation (où l'oxygène est utilisé comme gaz auxiliaire) et les buses à simple couche sont utilisées pour la découpe par fusion (où l'azote est utilisé comme gaz auxiliaire). Cependant, certains lasers ont des instructions spécifiques concernant l'utilisation de buses à une ou deux couches. Dans ce cas, il est important de suivre les instructions fournies par le laser.
2.Sélection et pureté des gaz auxiliaires
Divers gaz auxiliaires, dont l'oxygène, l'azote et l'air, sont fréquemment utilisés dans la découpe laser de l'acier inoxydable. Les différents gaz ont des effets variables sur le processus de découpe. L'oxygène produit des sections noires, l'air des sections jaune clair, tandis que l'azote aide à prévenir l'oxydation et à maintenir la couleur d'origine de l'acier inoxydable. C'est pourquoi l'azote est le gaz auxiliaire préféré pour la découpe au laser de l'acier inoxydable. coupe de l'acier inoxydable.
Pureté de l'oxygène et de l'azote recommandée :
Oxygène
Azote
Avantages
Vitesse de coupe élevée, capable de couper des plaques épaisses
Éviter l'oxydation de l'arête de coupe, de sorte que la pièce ne doive pas être retravaillée.
Pureté recommandée
≥99.999%
≥99.995%
Les données d'essai relatives au débit d'azote, au diamètre de la buse et à la pression du gaz sont présentées dans la figure ci-dessous.
L'axe vertical représente les valeurs d'essai du débit de gaz, tandis que l'axe horizontal représente le réglage. Les différentes variations de pression de gaz sont indiquées et les différentes couleurs représentent les conditions d'essai des différents diamètres de buse.
Le graphique montre que le débit est déterminé par la pression de gaz réglée et le diamètre de la buse, avec une corrélation positive linéaire.
3.Position de mise au point
Pour garantir l'effet de coupe et protéger la buse contre les dommages, il est nécessaire d'effectuer un test coaxial avant la coupe. Ce test permet de s'assurer que la buse est alignée avec le faisceau de sortie du laser.
Méthode d'essai de la position focale
Pour effectuer le test coaxial, collez un morceau de papier adhésif transparent à l'extrémité de la sortie de la buse. Réglez la puissance de sortie du laser pour forage et observez s'il y a un trou central sur le papier ruban et sa position. Ajustez la vis de réglage sur la poignée de la cavité du miroir jusqu'à ce que le trou perforé au laser sur le papier ruban soit aligné avec le centre de la buse.
La mise au point affecte l'épaisseur, le matériau et la qualité qui peuvent être coupés. Des matériaux et des épaisseurs différents nécessitent des réglages de focalisation différents. Avant la découpe, mesurez le point zéro réel et utilisez-le comme base pour tester et analyser les paramètres du processus de découpe.
Dans la découpe de l'acier inoxydable, les défocalisation est la direction préférée pour la sélection du processus.
Localisation de l'objectif
Caractéristiques du matériau de coupe et de la section
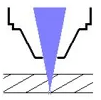
Longueur focale nulle : les focalisation laser est sur la surface de la pièce à découper
Cette méthode convient à la découpe d'acier au carbone mince d'une épaisseur inférieure à 1 mm. L'accent est mis sur la surface de la pièce, ce qui permet d'obtenir une surface supérieure lisse et une surface inférieure rugueuse.
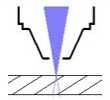
Longueur focale négative: le focalisation laser est en dessous de la surface de la pièce à découper
Il s'agit de la méthode de découpe de l'acier inoxydable. Le foyer est placé sous la surface de la planche, ce qui permet d'obtenir une surface lisse plus large, une fente plus large qu'une fente de longueur focale nulle, un flux de gaz plus important pendant la découpe et un temps de perçage plus long qu'avec une longueur focale nulle.
Longueur focale positive: le foyer du laser se trouve au-dessus de la surface de la pièce à découper
Lors du découpage de l'acier au carbone, l'oxygène est utilisé comme gaz auxiliaire. Il en résulte une surface noircie et une section de coupe rugueuse.
4. Influence de l'ajustement de la fréquence du laser et du taux d'impulsion sur la qualité de la coupe
Influence du changement de fréquence sur la coupe de tôles épaisses en acier inoxydable :
Lorsque la fréquence diminue de 500 à 100 Hz, la qualité de la section coupée s'améliore et la stratification devient plus fine. Toutefois, si la fréquence est réglée sur 100 Hz, la coupe n'est pas possible et la lumière bleue est réfléchie. Pour déterminer la meilleure plage de fréquence, il est nécessaire d'expérimenter les changements de fréquence.
Pour obtenir des résultats de coupe optimaux, il est important d'assurer une adéquation parfaite entre le temps d'impulsion et l'énergie de l'impulsion unique.
Influence de la modification du cycle d'impulsion sur l'épaisseur de l'acier inoxydable découpe de plaques:
La valeur critique pour le cycle d'impulsion est de 45%. Si le rapport cyclique est encore réduit, une marque de contre-dépouille apparaît sur la surface inférieure. Inversement, si le rapport cyclique augmente jusqu'à 60%, la section de coupe devient rugueuse, avec des couches claires et une surface de coupe jaune.
Le rapport cyclique de l'impulsion représente la proportion de temps pendant laquelle le faisceau est irradié lors de chaque impulsion. La fréquence est le nombre de fois que la puissance de crête se produit dans une impulsion, tandis que le rapport cyclique fait référence au rapport entre la puissance de crête et la faible puissance dans une impulsion.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure