Histoire du soudage au laser : Evolution et recherche
1. Introduction Le soudage, en tant que méthode permettant de réaliser des assemblages permanents de matériaux, est largement utilisé dans des secteurs tels que la fabrication mécanique, la pétrochimie, les ponts, les navires, la construction, l'ingénierie énergétique, les véhicules de transport et l'aérospatiale. Il est devenu une technologie de traitement indispensable dans l'industrie de la fabrication mécanique. En outre, avec le développement de l'économie nationale, son champ d'application continuera à [...]
Le soudage, en tant que méthode permettant de réaliser des assemblages permanents de matériaux, est largement utilisé dans des secteurs tels que la fabrication mécanique, la pétrochimie, les ponts, les navires, la construction, l'ingénierie énergétique, les véhicules de transport et l'aérospatiale.
Elle est devenue une technologie de traitement indispensable dans l'industrie de la fabrication mécanique.
En outre, avec le développement de l'économie nationale, son champ d'application continuera à s'étendre.
Le laser, invention majeure de l'humanité depuis le XXe siècle après l'énergie atomique, les ordinateurs et les semi-conducteurs, présente une densité d'énergie, une précision et une adaptabilité élevées.
Un nouveau moyen de couper et de soudage appliquée à la production industrielle, elle présente un grand potentiel de développement. Soudage au laser démontre pleinement ses caractéristiques de traitement avancé, rapide et flexible dans la production industrielle.
Il s'agit non seulement d'une garantie technique pour le développement de nouveaux produits industriels, mais aussi d'un moyen technique indispensable pour une production de qualité et à faible coût.
2. Historique du développement du soudage au laser
1) Développement du laser
LASER, un acronyme composé de la première lettre de chaque mot de "Light Amplification by Stimulated Emission of Radiation".
Le principe du laser a été découvert par le célèbre physicien américain Albert Einstein dès 1916, mais ce n'est qu'en 1960 que le laser a été fabriqué avec succès pour la première fois.
Le laser est né dans le contexte d'une préparation théorique et d'un besoin urgent de pratique de production.
Dès son apparition, il a connu un développement extraordinairement rapide. Le développement des lasers a non seulement donné une nouvelle vie à l'ancienne science et technologie de l'optique, mais a également conduit à l'émergence d'une toute nouvelle industrie.
Les lasers permettent aux gens d'utiliser efficacement des méthodes et des moyens avancés sans précédent pour obtenir des avantages et des résultats sans précédent, favorisant ainsi le développement de la productivité.
2) Développement de lasers pour le soudage
Les lasers offrant des avantages exceptionnels, ils sont utilisés dans le domaine du soudage depuis les années 1970.
Actuellement, la recherche sur le soudage au laser représente environ 20% du total de la méthodologie de soudage, ce qui la place en deuxième position après le soudage par bouclier gazeux.
Les lasers pour le soudage nécessitent une densité de puissance élevée (104-105 W/cm2), la distribution de la densité de puissance du mode fondamental et la bonne qualité du faisceau. Les lasers les plus couramment utilisés pour le soudage sont les suivants :
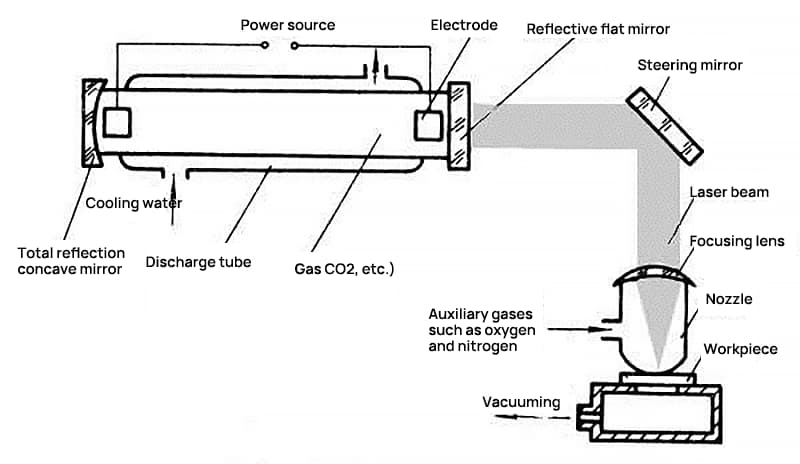
Il s'agit d'un type de laser à gaz qui utilise le CO2 comme matière première. Il présente les avantages d'une structure simple, d'un faible coût, d'une grande facilité d'utilisation, d'un milieu de travail uniforme, d'une bonne qualité de faisceau et d'une capacité à fonctionner de manière continue et stable pendant une période prolongée.
À l'heure actuelle, il s'agit de l'outil le plus diversifié et le plus largement utilisé. type de laser. Le laser hélium-néon est la variante la plus courante.
Figure 2. Principe du laser à gaz
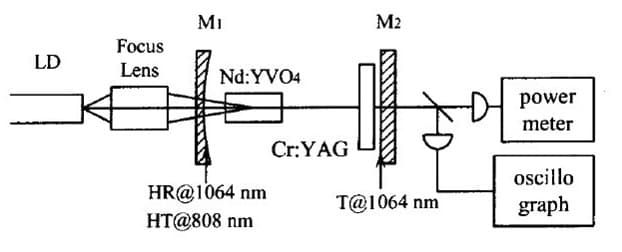
(2) Laser Nd:YAG, laser Disc YAG ;
Il s'agit de types de lasers à l'état solide qui utilisent des cristaux de grenat d'yttrium et d'aluminium comme matrice. Le procédé chimique formule pour grenat d'yttrium et d'aluminium est Y3Al5O12, communément abrégé en YAG.
Figure 3 : Principe de fonctionnement du laser YAG
Tableau 1 : Comparaison des paramètres de performance de plusieurs lasers de soudage
3) Développement de robots de soudage
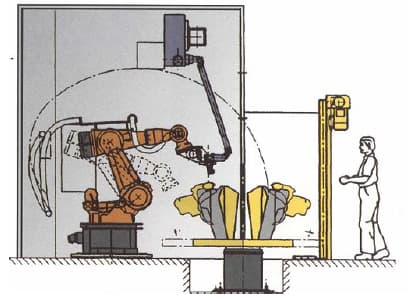
L'utilisation de lasers dans les robots de soudage représente un aspect important du soudage au laser. Avec des attributs tels que la liberté à plusieurs degrés, la programmation flexible, l'automatisation élevée et l'adaptabilité, les robots de soudage sont un élément crucial des chaînes de montage de soudage.
L'installation de lasers sur les robots de soudage permet d'améliorer l'efficacité de la soudure. qualité du soudage et élargit le champ d'utilisation, ce qui les rend de plus en plus indispensables dans les chaînes de production de la construction navale et de l'industrie automobile.
La figure 4 illustre une représentation schématique d'un système de stockage de CO2 robot de soudage au laser en action.
Le soudage de matériaux métalliques avec un laser implique essentiellement une interaction complexe entre le laser et les substances opaques.
Ce processus, au niveau microscopique, est quantique et, au niveau macroscopique, il se manifeste par des phénomènes de réflexion, d'absorption, de fusion et de vaporisation.
Le soudage au laser peut être effectué à l'aide d'un faisceau laser continu ou pulsé. Les principes du soudage au laser peuvent être divisés en deux catégories : le soudage par conduction thermique et le soudage au laser à pénétration profonde.
Pour les densités de puissance inférieures à 104-105 W/cm2Il s'agit d'un soudage par conduction thermique, ce qui se traduit par une faible profondeur de fusion et des vitesses de soudage plus lentes.
Pour les densités de puissance supérieures à 105-107 W/cm2la surface du métal sous l'effet de la chaleur forme un "trou de serrure", ce qui permet d'obtenir de profonds changements dans la structure du métal. soudage par pénétrationLe système de soudage à l'arc est caractérisé par des vitesses de soudage rapides et un rapport profondeur/largeur élevé.
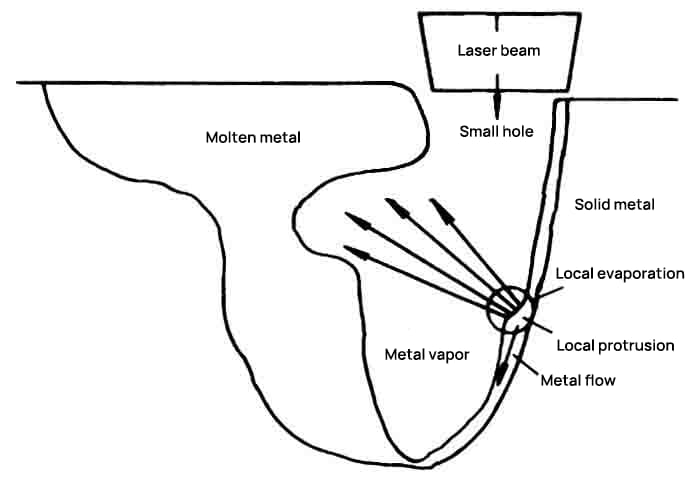
Lors de l'interaction entre le laser et la pièce, un effet d'auto-oscillation peut se produire, entraînant des changements périodiques dans le bain de soudure, de petits trous dans le bain de soudure et des phénomènes d'écoulement du métal.
La fréquence de cette oscillation est liée aux paramètres du faisceau laser, aux propriétés thermophysiques du métal et aux caractéristiques dynamiques de la vapeur métallique.
Les changements périodiques dans le bain de soudure peuvent engendrer deux phénomènes uniques dans le processus de soudage. cordon de soudure: Le premier est la formation de pores remplis de gaz qui, en raison de changements périodiques et de l'écoulement du métal de l'avant vers l'arrière, combinés aux perturbations causées par l'évaporation du métal, peuvent potentiellement diviser le petit trou, laissant la vapeur dans le cordon de soudure et formant un pore après la solidification.
L'autre est le changement périodique de la profondeur de fusion à la racine du cordon de soudure, qui est lié aux changements périodiques du petit trou.
Figure 5 : Schéma du bain de fusion pour le soudage au laser
La densité de puissance et la forme d'onde de l'impulsion sont des facteurs importants qui influencent la qualité du soudage au laser, défocalisation La coordination organique de ces éléments détermine la qualité finale du soudage. Leur coordination organique détermine la qualité finale du soudage.
Comparé à d'autres procédés de soudage traditionnels, le soudage au laser présente de nombreux avantages. L'un des principaux est la capacité de concentrer le faisceau laser sur une zone très étroite, générant ainsi une source de chaleur à haute densité énergétique.
Ensuite, cette source de chaleur concentrée balaie rapidement le cordon de soudure. À cet égard, le soudage au laser peut être comparé au soudage par faisceau d'électrons.
Simultanément, la concentration étroite du faisceau laser, le transfert de chaleur efficace vers la pièce à usiner et l'étroite zone affectée par la chaleur constituent des défis pour l'assemblage des joints.
Un écart minime dans l'assemblage peut entraîner des changements importants dans les conditions de soudage, et même des écarts étroits (≤0,1 mm) peuvent provoquer des défauts dans les rayonnement laser et une diminution de l'efficacité thermique.
Pour résoudre les problèmes liés à la précision élevée de l'assemblage et aux exigences en matière d'espace dans le soudage au laser, ainsi qu'aux défauts courants tels que la porosité, les fissures, les contre-dépouilles, et à l'investissement élevé en équipement avec un faible taux de conversion énergétique, l'une des tendances récentes en matière de soudage au laser est l'utilisation de la technologie laser composite.
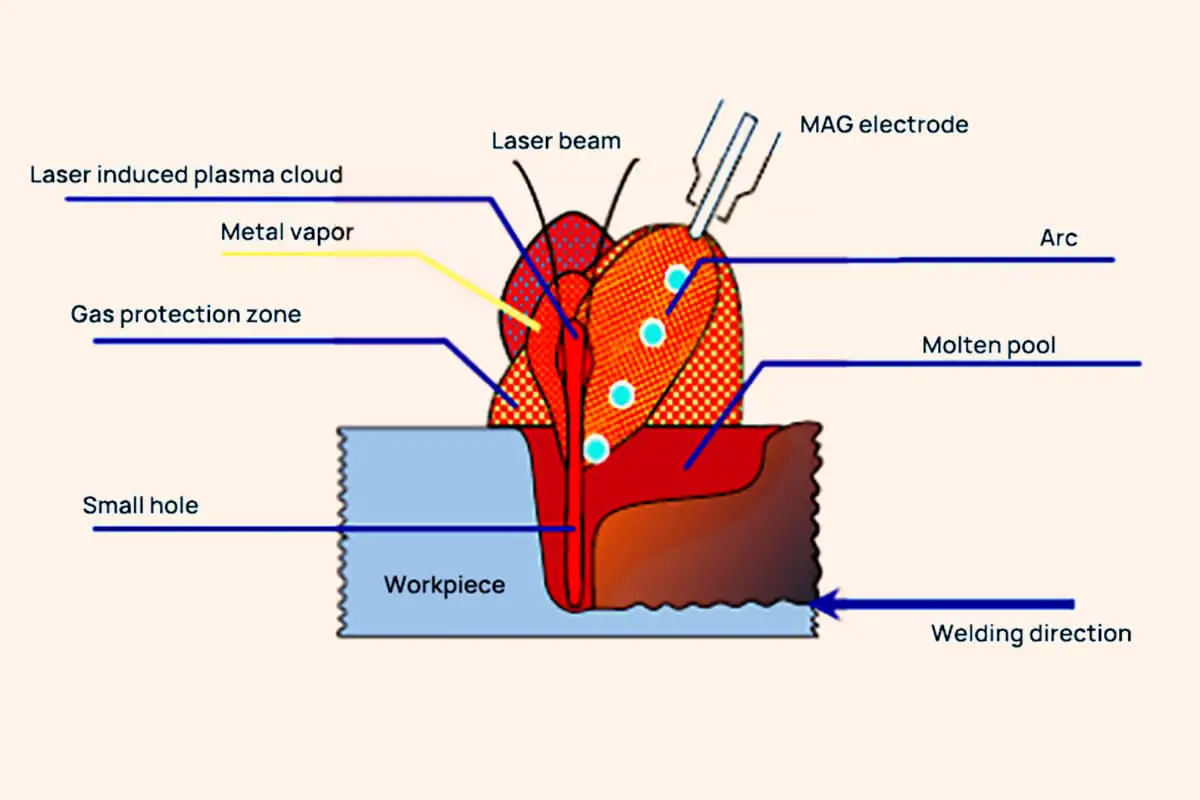
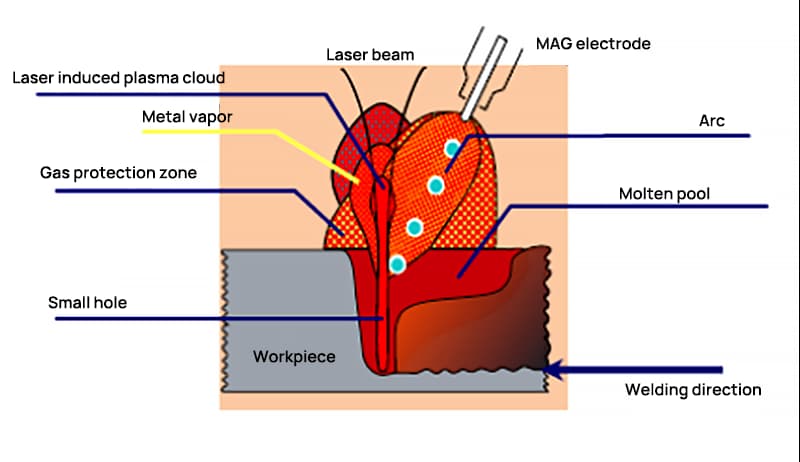
Par exemple, la méthode de soudage combinée laser+arc intègre le avantages du soudage au laserLes avantages du soudage à l'arc, tels que le faible investissement en équipement, l'insensibilité à l'interstice et la capacité de remplissage du métal, s'ajoutent aux avantages du soudage à l'arc, tels que le rapport important entre la profondeur et la largeur de la soudure, la petite zone affectée thermiquement, la vitesse de soudage rapide, la faible énergie de ligne lors du soudage, la faible déformation du soudage, le petit diamètre du point lumineux focalisé et la densité d'énergie élevée.
Cette combinaison a permis d'augmenter la absorption laser La technologie des composites laser a également développé d'autres techniques globales telles que le soudage laser-HF, le soudage par compression laser et le brasage laser. Outre le laser+arc, la technologie des composites laser a également développé d'autres techniques globales telles que le soudage laser-HF, le soudage par compression laser et le brasage laser, élargissant ainsi le champ d'application et les effets d'utilisation du soudage laser et favorisant le développement du laser. technologie du soudage.
Figure 6 : Illustration schématique du soudage laser + arc
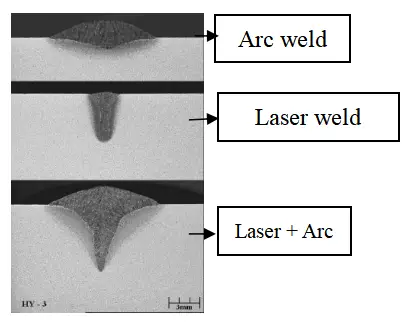
Figure 7 : Profondeurs de pénétration de la soudure dans trois conditions de soudage
4. Application du soudage au laser dans l'industrie automobile
Les progrès de l'industrie automobile ont fixé des normes plus élevées pour la qualité des carrosseries.
Les techniques de soudage et de découpe au laser sont non seulement plus performantes que les méthodes de fabrication traditionnelles en termes de qualité de traitement, mais elles améliorent aussi considérablement l'efficacité de la production.
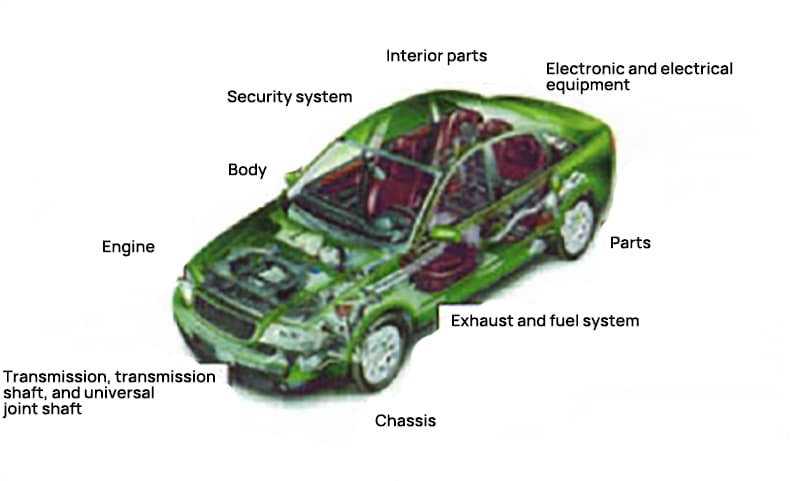
Comme l'illustre la figure 7, les technologies de soudage et de découpe au laser joueront sans aucun doute un rôle essentiel dans le domaine de la construction automobile au 21e siècle.
L'ensemble du processus de soudage au laser dans la construction automobile comprend principalement trois types de soudage : le soudage au laser, le soudage à l'arc et le soudage à l'arc. soudage bout à bout de plaques d'épaisseur inégale ; le soudage d'assemblages de carrosseries et de sous-ensembles au laser ; et le soudage au laser de pièces automobiles.
Le soudage bout à bout était à l'origine une technique adoptée par Honda Motor Company au Japon dans les années 1960 pour utiliser la ferraille pour les plaques intérieures de la carrosserie. À partir du milieu des années 1980, le soudage bout à bout au laser, en tant que nouvelle technologie, a fait l'objet d'une grande attention en Europe, en Amérique et au Japon.
Dans la conception et la fabrication des carrosseries, le soudage bout à bout au laser permet de combiner des plaques d'épaisseurs, de matériaux et de propriétés différents pour former un tout. découpe au laser et d'assemblage, puis transformés en éléments particuliers de la carrosserie par emboutissage.
La technologie de soudage laser à pénétration profonde, avec sa vitesse de soudage élevée et son excellente qualité de connexion, a considérablement amélioré l'efficacité de l'industrie de l'acier. application du soudage au laser dans la fabrication de carrosseries.
L'utilisation de technologie de soudage au laser dans les carrosseries automobiles améliore considérablement la rigidité, la résistance et l'étanchéité de la voiture ; réduit le poids de la carrosserie et atteint les objectifs d'économie d'énergie ; améliore la précision de l'assemblage, augmentant la rigidité de la carrosserie de 30%, améliorant ainsi la sécurité ; réduit les coûts d'emboutissage et d'assemblage dans le processus de fabrication de la carrosserie automobile, réduit le nombre de pièces de la carrosserie et améliore le degré d'intégration de la carrosserie ; rend l'ensemble de la carrosserie plus solide et plus sûre, et réduit également le bruit et les vibrations pendant le fonctionnement du véhicule, améliorant ainsi le confort de la conduite.
L'utilisation du soudage laser à la place du soudage traditionnel pour les pièces automobiles permet d'éviter presque toute déformation sur le site de soudage, d'accélérer la vitesse de soudage et d'éliminer la nécessité d'un soudage au laser. traitement thermique post-soudure.
À l'heure actuelle, le soudage au laser est largement utilisé dans la fabrication de diverses pièces automobiles, notamment les engrenages de transmission, les tiges de poussoir de soupape, les charnières de porte, les arbres de transmission, les arbres de direction, les tuyaux d'échappement du moteur, les embrayages, les essieux de roue de turbocompresseur et les châssis, devenant ainsi un processus standard dans la fabrication de pièces automobiles.
5. Conclusion
Avec le développement de la technologie du soudage au laser jusqu'à aujourd'hui, sa tendance à remplacer progressivement les techniques traditionnelles de soudage est en train de s'affirmer. méthodes de soudage comme le soudage à l'arc et le soudage par résistance est irréversible.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure