Le soudage laser dans les voitures : L'avenir de l'assemblage
La technologie du soudage au laser se caractérise par l'efficacité et la flexibilité de ses procédés. Dans le processus de fabrication automobile, elle peut être utilisée pour souder les carrosseries et divers composants automobiles, réduire le poids total de la carrosserie, améliorer la précision de l'assemblage de la carrosserie et répondre aux exigences de légèreté et d'amélioration des performances de sécurité dans la fabrication des voitures. Il [...]
La technologie du soudage au laser se caractérise par l'efficacité et la flexibilité de ses procédés. Dans le processus de fabrication automobile, elle peut être utilisée pour souder les carrosseries et divers composants automobiles, réduire le poids total de la carrosserie, améliorer la précision de l'assemblage de la carrosserie et répondre aux exigences de légèreté et d'amélioration des performances de sécurité dans la fabrication des voitures.
Il permet également de réduire les coûts d'assemblage et d'emboutissage dans la construction automobile, améliorant ainsi l'intégration de la carrosserie.
Par conséquent, comment appliquer activement et efficacement soudage au laser La technologie du soudage au laser est devenue une préoccupation pour les constructeurs automobiles actuels. Cet article aborde en détail l'application de la technologie du soudage au laser.
1. Aperçu de la technologie du soudage au laser
1.1 Principe de la technologie du soudage au laser
Le soudage au laser, qui est fondamentalement une technologie de soudage par fusion, utilise un faisceau laser comme source d'énergie principale. Sous l'effet d'une certaine force d'impact, il complète le soudage des pièces.
Le faisceau laser est généré par un oscillateur optique. Lorsqu'un faisceau laser de forte puissance agit sur la surface du métal, il peut rapidement vaporiser le métal. Lorsque le métal en fusion enveloppe le trou vaporisé, un cordon de soudure se forme sous l'effet de la tension et de la méthode de chauffage et de refroidissement, pour finalement achever le soudage du métal.
Il est important de noter que le faisceau laser a différentes densités à différentes puissances, ce qui affecte la profondeur du cordon de soudure. Plus la densité du faisceau laser augmente, plus la profondeur de fusion augmente, ce qui donne un cordon de soudure plus profond. Inversement, la densité du faisceau laser réduit la profondeur de la fusion, ce qui rend le cordon de soudure moins profond.
1.2 Avantages et inconvénients de la technologie de soudage au laser
Les avantages de la technologie du soudage au laser jouent un rôle important dans la fabrication automobile actuelle, principalement en ce qui concerne les aspects suivants : le soudage proprement dit est soumis à une faible zone affectée par la chaleur et à une déformation plus faible. La qualité et la précision du soudage sont relativement élevées, ce qui assure l'esthétique tout en garantissant la qualité.
L'opération de soudage spécifique est flexible, efficace et peut répondre aux besoins des entreprises. Le bruit de construction est faible et l'effet d'économie d'énergie est impressionnant. Il convient au soudage de matériaux fragiles, très résistants et dont le point de fusion est élevé. Voir le tableau 1 pour plus de détails.
Tableau 1 : Comparaison des scores des différentes technologies de soudage
Projet de comparaison
Soudage au laser
Soudage par faisceau d'électrons
soudage à l'arc avec électrode de tungstène
Soudage par résistance
Efficacité du soudage
6
7
4
8
Grand rapport de profondeur
9
8
3
4
Morphologie de la section transversale de la soudure
8
8
5
5
Soudage sous pression atmosphérique
9
3
7
9
Soudage de matériaux à haute réflectivité
4
8
7
8
coût
4
3
8
8
Frais de fonctionnement
6
6
7
9
fiabilité
8
4
8
9
Vitesse de soudage élevée
9
9
8
2
Note : 1-10 est la note d'évaluation, 1 étant la note la plus basse et 10 la note la plus élevée.
Cependant, la technologie du soudage au laser présente également certaines lacunes, notamment : exigences élevées en matière de positions de soudage, concentration sur le champ d'application des exigences de soudage. Elle ne convient pas aux matériaux d'une épaisseur importante.
L'effet de soudage est affecté lors du soudage de matériaux à conductivité thermique élevée. La faible efficacité de la conversion énergétique et le temps de solidification rapide du cordon de soudure limitent, dans une certaine mesure, l'effet du soudage.
2. Applications pratiques de la technologie du soudage par laser
2.1 Soudage par conduction laser
Dans le domaine de la technologie du soudage au laser, le soudage par conduction laser désigne le processus par lequel deux ou plusieurs pièces sont fusionnées en un tout unifié après fusion et refroidissement, ce qui permet d'obtenir un soudage efficace. Cette méthode ne nécessite pas l'ajout de flux, ce qui permet de réaliser des économies.
Pendant l'opération, sous l'effet du faisceau laser, la température de surface des pièces à souder atteint rapidement le point d'ébullition, vaporisant le métal et créant une cavité, comme le montre la figure 1.
La cavité cesse de s'approfondir une fois que la pression de recul de la vapeur de métal s'équilibre avec la tension superficielle et la gravité du métal liquide. Le soudage est terminé lorsque la cavité à profondeur stable se referme, ce qui marque la fin du soudage laser à pénétration profonde.
Actuellement, dans la construction automobile, le soudage par conduction laser est largement appliqué à l'assemblage de la carrosserie, au groupage et au soudage des composants. Par exemple, les modèles Volkswagen tels que la Passat, le Tiguan et le Jettas utilisent cette méthode de soudage pour le soudage des panneaux latéraux. De même, certains modèles de Peugeot et de Citroën utilisent le soudage par conduction laser pour leurs portières.
En outre, en fonction des types de cordons de soudure, il existe plusieurs classifications, notamment les cordons simples et droits, les cordons multiples et les cordons non linéaires. En raison de la simplicité de la production d'un seul cordon de soudure, cette classification a été largement adoptée.
Volkswagen, en Allemagne, a été le premier à appliquer le soudage par points au laser pour le châssis du modèle Audi en 1985, et Toyota, au Japon, a suivi en 1986 avec le soudage au laser par fil pour le cadre latéral de la carrosserie du véhicule.
L'application en masse de la technologie de soudage par points au laser en Amérique du Nord a commencé en 1993, lorsque les États-Unis ont voulu améliorer la compétitivité des voitures américaines par rapport aux voitures japonaises avec le projet 2mm.
À ce jour, presque tous les constructeurs automobiles de renom dans le monde ont largement adopté la technologie du soudage par points au laser, qui couvre des composants structurels tels que les cadres latéraux, les panneaux intérieurs des portes, les cadres de pare-brise, les passages de roue, les panneaux de plancher et les piliers centraux.
Les États-Unis ont été parmi les premiers à introduire des lasers de haute puissance dans l'industrie automobile, avec des dizaines de stations de traitement laser dans la région de Détroit, axées sur la découpe de pièces métalliques automobiles et le soudage d'engrenages. Cette avancée a permis de réduire de cinq à deux ans le temps nécessaire à la reconception des voitures.
Aux États-Unis, General Motors a mis en place plus de vingt lignes de production par traitement laser, et Ford Motor Company a utilisé des lasers Nd:YAG combinés à des robots industriels pour souder les carrosseries des voitures, ce qui a permis de réduire considérablement les coûts de fabrication.
En 2000, 50% des lignes de production de soudage par résistance par points des trois principaux constructeurs automobiles américains ont été remplacées par des lignes de soudage au laser.
Au Japon, l'application réussie du soudage laser sur les lignes de production a attiré l'attention du monde entier, comme la méthode innovante consistant à souder au laser des feuilles d'acier minces avant de les former à la presse pour en faire des pièces de carrosserie automobile, méthode désormais imitée par la plupart des constructeurs automobiles dans le monde.
De nombreux constructeurs automobiles de renom ont mis en place des lignes de production spécialisées dans le soudage au laser : La ligne de soudage pour l'assemblage du plancher des voitures de Thyssen, la ligne de traitement au laser des engrenages de Volkswagen et Mercedes-Benz, qui a installé des équipements de traitement au laser dans 8 de ses 18 usines.
Figure 1 : Schéma du soudage par autofusion au laser
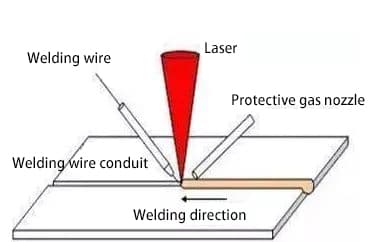
2.2 Soudage laser avec fil de remplissage
Dans la technologie du soudage au laser, le principe du soudage au fil laser consiste à ajouter un matériau de soudage spécifique dans le cordon de soudure. Le faisceau laser fait fondre le matériau de soudage ajouté, formant ainsi un joint soudé.
Par rapport aux méthodes traditionnelles de soudage sans fil de remplissage, le soudage laser avec fil de remplissage offre des avantages significatifs. Il élargit non seulement le champ d'application du soudage au laser, mais permet également de souder des plaques épaisses à une puissance plus faible et d'obtenir une qualité de soudage élevée.
Il est important de noter que dans le soudage laser avec fil, le fil de soudage et le matériau de base doivent tous deux être fondus. Cela crée de petits trous dans le matériau de base, ce qui permet au fil et au matériau de base de fusionner complètement et de former un nouveau bain de fusion mixte.
Ce bain de fusion mixte diffère sensiblement du fil de soudure et du matériau de base, ce qui peut améliorer certains défauts de performance du matériau de base. L'utilisation d'un fil de soudure de composition appropriée comme matériau d'apport garantit que le cordon de soudure présente une résistance élevée à l'usure et à la corrosion.
2.3 Soudage hybride laser-arc
Dans le soudage laser, le principe du soudage hybride laser-arc combine une source de chaleur laser et un arc électrique qui agissent ensemble sur un seul bain de fusion, réalisant ainsi le soudage. Comme le montre la figure 2, cette méthode de soudage se caractérise par une déformation minimale, une vitesse élevée et une grande adaptabilité.
Figure 2 Schéma de principe du soudage composite à l'arc laser
Dans la production de la série de voitures Audi AG en Allemagne, le soudage hybride laser-arc est appliqué au soudage des carrosseries en aluminium les plus critiques. Cette carrosserie appartient à la deuxième génération de la série de luxe Audi A8, conçue en mettant l'accent sur la sécurité en cas d'impact et la résistance à la déformation en torsion. Les cordons de soudure produits par le soudage hybride laser-arc répondent à toutes les exigences, présentant une ténacité, une résistance élevée et une fusion profonde.
Pour répondre aux attentes élevées des clients à l'égard de cette voiture, chaque détail est minutieusement travaillé pour garantir la qualité de la fabrication. Les cordons de soudure étroits du soudage hybride au laser répondent aux normes d'apparence élevées requises pour les pièces, éliminant ainsi la nécessité d'utiliser des bandes de plastique pour remplir les coins au sommet du cadre de la carrosserie de la voiture.
Lors de la fabrication de véhicules légers, toutes les exigences susmentionnées, ainsi que certaines conditions particulières, doivent être satisfaites, et le processus de production d'une carrosserie entièrement en aluminium a des exigences encore plus strictes.
2.4 Soudage à distance par laser
Dans la technologie du soudage au laser, le soudage à distance au laser permet un traitement à longue distance à l'aide de têtes de galvanomètre à balayage à grande vitesse, effectuant le soudage avec des faisceaux laser de différentes puissances sur les pièces.
Grâce à ses avantages technologiques uniques, il est largement utilisé pour les toits ouvrants panoramiques de Mercedes-Benz et pour le soudage latéral des voitures Volkswagen et Audi. Actuellement, l'application du soudage laser à distance dans la construction automobile offre les avantages suivants :
(1) Haute précision de positionnement, permettant un soudage rapide pour répondre aux besoins de fabrication des entreprises automobiles.
(2) La capacité de combiner différentes résistances structurelles pour le soudage, ce qui permet de répondre aux besoins de différentes formes de cordons de soudure.
Le soudage à distance au laser exige des matériaux et des équipements de haute qualité. Dans le cas de composants plus épais, il n'est pas possible de réduire la profondeur du cordon de soudure, ce qui entraîne une diminution de la résistance au cisaillement au niveau de la soudure.
2.5 Brasage au laser
Dans la technologie du soudage au laser, le brasage au laser offre des avantages tels que des formes esthétiques et un scellement solide, ainsi qu'une résistance élevée de la soudure. Le principe fondamental consiste à focaliser un faisceau laser sur la surface du fil d'apport, à le faire fondre, puis à l'introduire dans la zone de soudure pour achever le processus de brasage.
Bien que similaire au soudage par fusion, le matériau de base ne fond pas dans cette méthode. Par conséquent, le matériau de brasage doit avoir un point de fusion plus bas que le matériau de base, ce qui permet un soudage efficace à travers le matériau de brasage liquide, comme l'illustre la figure 3.
Figure 3 Principe du brasage laser
Actuellement, le brasage laser est utilisé pour souder les couvercles de coffre des véhicules Volkswagen, Haima, Chery et Audi. Il est également fréquemment utilisé pour les connexions du toit et des cadres latéraux de marques telles que Cadillac, Porsche, Ford et Volkswagen.
Lors de l'utilisation de cette technique, il est essentiel de tenir compte de l'impact de divers facteurs sur le processus de soudage, en particulier les paramètres du processus tels que la vitesse de soudage, la puissance du laser et le diamètre du faisceau. Ces paramètres doivent être ajustés et conçus en fonction des exigences de soudage spécifiques afin de garantir l'efficacité du brasage laser.
Les équipements de brasage laser intègrent généralement la lentille de traitement du brasage dans un bras robotisé. Le faisceau laser est focalisé sur le joint des tôles et fait fondre le fil d'apport (par exemple, le fil de cuivre-silicium) pour relier les pièces. La réussite de cette méthode réside dans l'obtention d'une résistance des joints proche de celle du soudage, et ses soudures sont réputées pour leur beauté.
Les soudures produites par le brasage laser sont réputées pour leurs propriétés d'étanchéité élevées et leur aspect lisse et propre, ce qui rend les retouches presque inutiles. Par exemple, les carrosseries de véhicules peuvent être peintes directement après le nettoyage.
Figure 4 Avantages du traitement par laser à diode
Les lasers à diode Laserline sont très appréciés dans le monde entier pour leur praticité dans le domaine du brasage laser. Plus de 800 lasers à diode LDF ont été déployés avec succès pour une utilisation à long terme dans des applications d'assemblage de carrosseries automobiles dans le monde entier. Un brasage laser de haute qualité exige non seulement une résistance élevée des soudures et un impact thermique minimal, mais aussi un aspect esthétique des raccords soudés.
La stabilité du bain de fusion produit par les lasers à semi-conducteurs constitue un avantage important en matière de traitement. En outre, le module à trois faisceaux mis au point par Laserline s'est révélé plus avantageux dans les applications de brasage, assurant des soudures de haute qualité sans réduire la vitesse de soudage, même lors du soudage de matériaux difficiles tels que les tôles d'acier galvanisées à chaud.
Figure 5 Brasage de tôles galvanisées à chaud avec trois poutres
Dans la production de carrosseries automobiles, le brasage laser est déjà devenu une méthode de traitement courante.
Toutefois, l'utilisation croissante de matériaux en tôle d'acier galvanisée a posé certains problèmes, tels que l'augmentation des projections de particules pendant le brasage et l'ondulation au niveau de la soudure, ce qui a nécessité une réduction de la vitesse de traitement afin d'éviter ces problèmes.
Laserline a mis au point une solution révolutionnaire : l'utilisation d'un module à faisceaux multiples, avec des faisceaux latéraux placés devant le faisceau principal, pour éliminer en premier lieu la couche galvanisée autour du cordon de soudure, ce qui garantit un processus de brasage en douceur sans qu'il soit nécessaire de réduire la vitesse de brasage. Cette technique a été bien accueillie par l'industrie.
Figure 6 Brasage de tôles d'acier galvanisé
Le brasage traditionnel de tôles d'acier galvanisé par laser à diode utilise la technologie à faisceau unique, la source laser étant intégrée au robot de brasage. Grâce à la stabilité du bain de fusion produit par les lasers à diode, il est possible de réaliser un revêtement laser avec de l'argent ou du laiton comme matériau de base.
Les soudures sont esthétiques et de haute qualité. Volkswagen Touran a effectué une comparaison expérimentale entre un laser YAG de 4 kW et un laser à diode de 6 kW pour le brasage à Wolfsburg, en Allemagne. La stabilité opérationnelle du laser à diode LDF a été confirmée dans la production de masse.
Conclusion
Pour l'industrie automobile, les différentes technologies de soudage au laser offrent des valeurs d'utilisation variables.
Le choix de la méthode de soudage appropriée pour les différentes pièces d'un véhicule peut améliorer la qualité globale de la fabrication automobile et répondre aux besoins des entreprises automobiles en termes de coûts et d'efficacité du soudage.
En analysant les principes, les avantages et les inconvénients des technologies de soudage au laser, cet article explore les effets de l'application du soudage par autofusion au laser, du soudage par remplissage de fil au laser, du soudage composite à l'arc au laser, du soudage à distance au laser et du brasage au laser dans la construction automobile.
Il fournit une expérience en matière de soudage à l'industrie automobile, vise à améliorer le niveau de soudage des entreprises automobiles et promeut un développement sain et durable de l'industrie de la construction automobile.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure