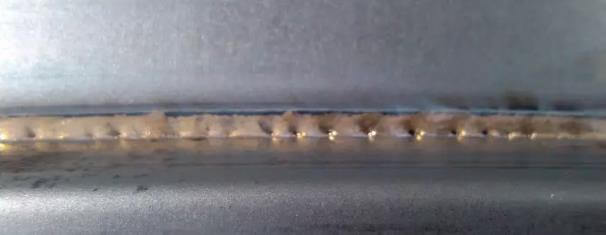
Déviation/déformation de la soudure
Laser
Causes possibles :
1) Réglage déraisonnable du décalage de la soudure
Se connecter au logiciel IHM de base, vérifier le décalage actuel et déterminer comment le modifier en fonction de la direction de la déviation de soudage.
2) La lentille de protection doit être remplacée
Des taches denses et des brûlures au centre de la lentille doivent être remplacées.
3) La position de la lumière et du fil est alignée.
Observez la position relative du fil lumineux à travers l'écran, et l'extrémité du fil de soudure doit se trouver au centre de la fourche transversale.
4) Le faisceau de câbles reliant le capteur de force et le contrôleur supérieur est-il sur le joint de soudure gratuit?
Videz la voie et observez si le câble est pressé ou impliqué par d'autres câbles pendant la marche.
Matières premières et pièces détachées
1) L'écart de position dans la direction y de la soudure formée entre le couvercle supérieur et la paroi latérale dépasse la tolérance.
Régime temporaire piste ajustable
2) L'écart entre le couvercle supérieur et la paroi latérale est hors tolérance.
Le système temporaire permet d'augmenter de manière appropriée la vitesse de dévidage du fil.
Fil de soudure
La vitesse d'alimentation du fil est trop lente, l'alimentation du fil n'est pas régulière ou le réglage de la vitesse est trop faible.
1) Observez si le petit courant du moteur sur le dévidoir est trop important, ce qui indique que la résistance du dévidoir est grande.
2) Observez la vitesse réelle d'alimentation en fil affichée sur l'armoire de traitement pour voir si elle est hors tolérance.
Retirer le fil trois fois à un moment et à une vitesse donnés, mesurer la longueur et vérifier si l'écart par rapport à la valeur théorique est trop important.
Si elle dépasse 3%, cela signifie que l'alimentation du fil est entravée, ce qui affectera le soudage normal.
3) Si l'état n'est pas bon, vérifiez si le tuyau d'alimentation en fil de 690 mm à l'extrémité avant du dévidoir doit être remplacé ;
Si la force de pression du rouleau de guidage doit être recalibrée ;
Si la buse d'alimentation en fil est brûlée et déformée, elle doit être remplacée.
Surface de soudure irrégulière
1) La buse du guide-fil est usée, ce qui entraîne un sautillement du fil.
Vérifier la buse du guide-fil. Si elle est déformée et brûlée, remplacez-la par une neuve.
2) Il y a des taches denses au centre de l'image. tête de laser la lentille de protection, ce qui entraîne une fluctuation de la transmission de la lumière
Vérifiez la lentille de protection. S'il y a des taches denses ou des brûlures au centre de la lentille, remplacez-la par une lentille neuve.
3) Insuffisant puissance du laser
Vérifiez la puissance du laser. Si nécessaire, augmentez la puissance du laser de manière appropriée.
4) Les soudage au laser la surface de la paroi latérale est irrégulière.
Stomates
1. Propreté de la pièce :
Excès de zinc et de substances étrangères.
Vérifier la conformité des pièces entrantes (nettoyage, substances étrangères).
2. Influence du flux d'air
Vérifier l'air comprimé sur le tête de laser et l'air comprimé sur l'appareil (fuite d'air).
Effondrement
1. Puissance laser excessive
Réduire la puissance du laser de manière appropriée
2. La vitesse d'alimentation en fil est trop faible.
Vérifiez la valeur réglée et la valeur réelle de la vitesse de dévidage du fil. Si nécessaire, corrigez ou étalonnez la vitesse de dévidage du fil.
3. Vitesse irrégulière du robot
Vérifier si les paramètres du robot sont raisonnables, en particulier lorsqu'il y a des NTC et des ACC, et lorsque l'attitude du robot varie fortement.
4. L'écart entre le couvercle supérieur et la paroi latérale est anormal.
Vérifier si le jeu de la pièce répond aux exigences d'une transition en douceur à 0,3 mm près.
Démarrage et arrêt de la tumeur de soudage à l'arc
1. La position des points de départ et d'arrivée de l'arc est appropriée..
Vérifier la position des points de départ et d'arrivée de l'arc dans la piste vide et procéder aux ajustements nécessaires en cas d'écart.
2. La concordance entre le retard du laser et le retard de l'alimentation en fil est raisonnable..
1) Le chevauchement de l'amorçage de l'arc peut retarder l'alimentation du fil.
2) Le chevauchement de l'arrêt de l'arc peut retarder l'extinction de la lumière.
3. Les positions de début et de fin d'arc des pièces fluctuent dans la direction X.
Début et fin de la combustion de l'arc
1. La position des points de départ et d'arrivée de l'arc est appropriée..
Vérifier la position des points de départ et d'arrivée de l'arc dans la piste vide et procéder aux ajustements correspondants en cas d'écart.
2. La concordance entre le retard du laser et le retard de l'alimentation en fil est raisonnable..
1) La traversée de l'arc peut retarder l'émission de lumière ou réduire la puissance du laser au niveau de l'arc.
2) L'arrêt de l'arc et le passage de la flamme peuvent retarder l'arrêt de l'alimentation en fil.
3) Fluctuation dans la direction X des positions de départ et d'arrivée de l'arc des pièces.
Interruption du soudage
1) Alarmes de l'armoire de commande "erreur de source laser" et "perte de numéro de programme laser"..
Vérifiez le laser pour confirmer les paramètres, ou contactez le service d'assistance technique. fabricant de lasers.
2) Les alarmes de l'armoire de traitement "pas de fil de gaine" ou "blocage du fil de soudure"..
1) Observez la vitesse réelle d'alimentation en fil pour voir si elle dépasse 10%. Si c'est le cas, vérifiez la canalisation d'alimentation du fil.
2) Défaut du capteur de vitesse de dévidage du fil