Soudage par remplissage de fil au laser : Principes et avantages
Imaginez que vous puissiez souder avec précision, rapidité et une distorsion thermique minimale : bienvenue dans le monde du soudage par remplissage de fil laser. Cette technique avancée surpasse les méthodes traditionnelles, offrant des solutions à des problèmes tels que la fissuration des soudures et la fusion de matériaux épais. En incorporant un fil de soudure supplémentaire, elle garantit des joints robustes et une meilleure qualité de soudure. Dans cet article, vous découvrirez les principes fondamentaux, les avantages et les diverses applications du soudage par remplissage de fil laser, qui ouvrent la voie à des innovations dans des secteurs allant de l'automobile à l'aérospatiale. Préparez-vous à améliorer votre compréhension et à explorer l'avenir de la technologie du soudage.
Pourquoi le soudage par remplissage de fil au laser est-il nécessaire ?
Par rapport aux méthodes de soudage traditionnelles, le soudage au laser présente des avantages significatifs, notamment un faible apport de chaleur, une vitesse de soudage rapide, une petite zone affectée par la chaleur et une distorsion thermique minimale.
Ces dernières années, le soudage au laser a été largement utilisé dans les industries de haute technologie telles que l'automobile, la construction navale, l'énergie nucléaire et l'aérospatiale, et avec la baisse du coût de l'équipement complet, son application dans les produits matériels quotidiens et d'autres domaines connexes augmente rapidement.
Toutefois, le soudage au laser simple présente également certaines lacunes et ne peut pas répondre pleinement aux demandes de plus en plus diverses.
Tout d'abord, une autorisation d'assemblage stricte est requise pour les véhicules à un seul conducteur. soudage au laser du joint soudé, généralement moins de 0,2 mm, sinon il peut être difficile d'obtenir une bonne connexion.
Deuxièmement, le soudage au laser simple est susceptible de provoquer des fissures lors du soudage de matériaux très sensibles à la chaleur. fissures de soudureIl n'est pas possible d'ajuster la composition de la soudure pour contrôler la formation de fissures.
Troisièmement, lors du soudage de plaques épaisses à l'aide d'un seul laser, un laser à très haute puissance est nécessaire, et sa capacité de fusion dépend entièrement de la limite supérieure de la température de l'eau. puissance du laserqui ne peut pas garantir pleinement la qualité de la soudure.
Afin de répondre aux exigences de développement de diverses industries, les méthodes de soudage au laser ont également été améliorées et développées, comme la méthode de soudage par remplissage de fil au laser dont traite cet article.
Le soudage par remplissage de fil au laser est développé sur la base du soudage au laser simple et présente des avantages évidents par rapport à ce dernier :
① Il réduit considérablement les exigences d'assemblage de la pièce, car l'ajout d'un fil de soudure dans le système d'alimentation de l'usine est nécessaire. processus de soudage augmentera considérablement la quantité de métal en fusion dans le bain de soudure, comblera les écarts plus importants entre les soudures et rendra la soudure plus complète.
② L'organisation et la performance de la zone de soudure peuvent être contrôlées. La composition du fil de soudure est différente de celle du matériau de base du joint soudé. Après la fusion du fil de soudure dans le bain de soudure, la qualité, la composition et le rapport du bain de soudure peuvent être ajustés pour contrôler le processus de solidification et la formation de microstructures.
③ L'apport d'énergie de ligne est faible, et la zone affectée thermiquement et la déformation thermique sont faibles, ce qui est très avantageux pour le soudage de pièces présentant des exigences strictes en matière de déformation.
④ Il peut souder des matériaux épais avec une faible puissance laser. En ajoutant un fil de soudage dans le processus de soudage, il peut réaliser un soudage en plusieurs passes, et le métal fondu du bain de soudure augmentera de manière significative. Il peut être utilisé pour gérer l'ouverture et la rupture du joint de soudure, réduisant ainsi la puissance réelle du laser. épaisseur de soudure de l'élément soudé, et de réaliser un soudage par fil laser en plusieurs passes de matériaux en plaques épaisses.
La différence entre le soudage par remplissage de fil au laser et le brasage au laser avec alimentation en fil
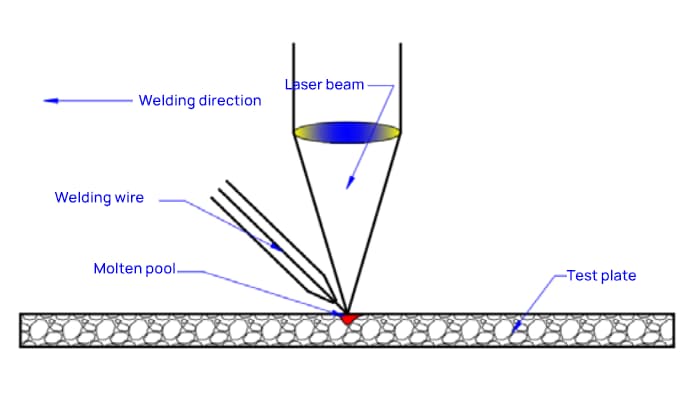
Le soudage par remplissage de fil au laser est illustré à la figure 1. Il est différent du soudage par remplissage de fil au laser. brasage avec alimentation par fil illustrée à la figure 2.
Les éléments de base des deux méthodes de soudage sont identiques et se composent d'un faisceau laser, d'un fil de soudure et d'une pièce à souder.
L'ajout de gaz protecteur dépend des besoins réels.
Les principaux équipements utilisés sont le dévidoir de fil, la machine à souder, la torche d'alimentation en fil d'apport, la tête de soudage et le laser haute puissance.
Figure 1. Soudage par fusion avec remplissage au fil laser.
Bien que les deux méthodes de soudage ne présentent pratiquement aucune différence dans leur forme extérieure, elles présentent des différences significatives dans leur essence. Pour le soudage par remplissage de fil laser, on utilise généralement un laser à fibre de haute puissance.
Le laser doit non seulement faire fondre le fil de soudure, mais il doit également faire fondre le matériau de base et former un effet de petit trou unique au laser en profondeur. soudage par pénétration sur le matériau de base, formant ainsi un bain de soudure plus profond.
La composition et le rapport des éléments dans le mélange formé par le mélange complet des composants du fil de soudure et du métal de base sont significativement différents de ceux du fil de soudure et du métal de base.
Par conséquent, un fil de soudure approprié peut être choisi en fonction des défauts de performance du matériau de base lui-même et ajouté au processus de soudage afin d'obtenir une amélioration ciblée au niveau microcosmique de la résistance à la fissuration, à la fatigue, à la corrosion et à l'usure du joint de soudure.
En outre, le soudage par remplissage de fil laser peut être empilé avec plusieurs passes de soudage, car il est possible de réaliser un soudage à pénétration profonde avec un effet de petit trou, ce qui permet une fusion suffisante des deux passes de soudage supérieures et inférieures et peut éviter les défauts graves d'une fusion incomplète, ce qui permet de souder des joints épais.
Pour brasage au laser pour l'alimentation du fil, on utilise généralement un laser à semi-conducteur de forte puissance. La quasi-totalité de l'énergie du laser agit sur le fil de soudage, et seule une très petite quantité de laser fait fondre une petite quantité de métal à la surface du fil de soudage. joint soudé. Le bain de soudure est presque formé par le fil de soudure fondu.
Par conséquent, la performance de la soudure dépend principalement de la composition des éléments et du rapport du fil de soudure, ainsi que de l'étalement et de la combinaison du fil de soudure fondu au niveau du joint de soudure. L'objectif principal du brasage laser avec alimentation en fil est d'obtenir une certaine force de connexion et des performances d'étanchéité du joint de soudure.
En outre, le brasage laser avec alimentation par fil ne peut pas être empilé en plusieurs passes, et ses deux passes de soudage supérieures et inférieures ne permettent pas d'obtenir une fusion suffisante et efficace. Les performances mécaniques du joint sont très médiocres.
Applications du soudage par remplissage de fil au laser
Avec le développement du remplissage des fils au laser technologie du soudage et l'amélioration de la limite supérieure de la puissance du laser, le champ d'application du soudage par remplissage de fil laser s'élargit de plus en plus, principalement dans les aspects suivants :
Soudage par remplissage de fil au laser d'un alliage d'aluminium
En règle générale, l'alliage d'aluminium ayant une réflectivité et une conductivité thermique élevées pour le laser, la puissance laser requise pour le traitement au laser est plus élevée que celle requise pour le traitement au laser. soudage d'un alliage d'aluminium est relativement élevé, ce qui peut entraîner une évaporation et une combustion importantes des éléments à faible point d'ébullition (tels que Mg, Zn, etc.) dans l'alliage d'aluminium, ainsi qu'une faible tension superficielle du bain de soudure, affectant les caractéristiques de solidification de la soudure.
Ces raisons peuvent entraîner de nombreux problèmes lors du soudage au laser d'alliages d'aluminium, tels que des propriétés mécaniques médiocres du joint soudé, une mauvaise formation de la soudure et de graves pores et fissures.
Cependant, le remplissage du fil au laser soudage de l'aluminium L'alliage peut améliorer considérablement ces problèmes :
① Le soudage par remplissage de fil laser peut améliorer la dépression sur la surface de la soudure et améliorer efficacement la formation de la soudure, et le processus de soudage présente une faible quantité d'éclaboussures.
② L'ajout d'un fil de soudure peut non seulement affecter l'orientation des cristaux en colonne dans la soudure, affaiblir l'interface cristalline générée par la croissance relative des cristaux en colonne au centre de la soudure, améliorer la formation de la soudure, mais aussi augmenter le taux d'absorption du laser par le matériau, augmenter la largeur de fusion et réduire légèrement la microdureté.
De plus, en optimisant les paramètres du processus, la résistance à la traction et l'élongation du joint peuvent être améliorées de manière significative.
③ Des paramètres de soudage appropriés permettent d'obtenir un joint soudé sans défauts internes significatifs, une microdureté supérieure à HV60 et aucun ramollissement significatif dans la zone HAZ du joint soudé. La rupture lors de l'essai de traction se produit dans la zone du matériau de base.
Soudage par remplissage de fil au laser de métaux dissemblables
Dans certains environnements de travail difficiles ou pour des raisons de coût, il est souvent nécessaire qu'une pièce possède simultanément plusieurs propriétés spéciales, telles que la résistance à la corrosion, une résistance spécifique élevée, la résistance à la chaleur, la résistance à l'usure, une conductivité élevée, une bonne dissipation de la chaleur, etc.
Cependant, la plupart des matériaux métalliques ne peut pas posséder plusieurs propriétés spéciales importantes en même temps.
En outre, les métaux dotés de propriétés particulières sont souvent rares et coûteux, et ne peuvent être utilisés en grandes quantités.
Par conséquent, si plusieurs matériaux aux propriétés particulières peuvent être reliés efficacement, ils peuvent répondre aux exigences d'utilisation.
Les propriétés physiques et chimiques des matériaux métalliques dissemblables diffèrent généralement de manière significative, et des composés intermétalliques se forment inévitablement au cours du processus de soudage.
L'influence des composés intermétalliques sur la performance du joint soudé est significative, et les composés intermétalliques fragiles peuvent facilement provoquer des fissures dans le joint soudé.
Par conséquent, le soudage direct au laser d'assemblages de métaux dissemblables est très difficile, la stabilité du processus est difficile à contrôler et la reproductibilité du processus est difficile.
De nombreux chercheurs et experts ont constaté que l'utilisation du soudage par remplissage de fil au laser pour le soudage de métaux dissemblables est relativement efficace.
Un fil d'apport correctement sélectionné peut avoir un certain effet inhibiteur sur la formation de composés intermétalliques, ce qui peut améliorer considérablement les propriétés mécaniques du joint de soudure :
① Le soudage par remplissage de fil laser d'un joint de recouvrement Mg/Cu permet d'obtenir un joint de métal dissemblable de bonne forme avec une certaine résistance sous des paramètres de processus appropriés, et sa résistance maximale au cisaillement peut atteindre 164,2 MPa, ce qui représente 64% de la résistance de l'alliage de Mg/Cu. alliage de magnésium matériau de base.
② Les recherches sur le soudage de joints à recouvrement et de joints bout à bout Al/Ti montrent qu'en utilisant une poutre rectangulaire, le processus de soudage est stable, la formation est belle, la gamme de paramètres du processus est large, la qualité de la soudure est bonne et la qualité de la soudure est bonne. qualité des soudures est élevée, et sa résistance maximale à la traction atteint 94% de la résistance du matériau de base en alliage d'aluminium.
Amélioration de la formation des soudures
Pour les pièces porteuses, l'affaissement du joint de soudure entraîne une réduction de l'épaisseur effective et une diminution des propriétés mécaniques.
Si le joint de soudure présente une arête mordante, cela entraînera une concentration de contraintes au niveau de l'arête du joint de soudure, ce qui réduira également les propriétés mécaniques.
Pour les pièces présentant des exigences en matière d'apparence, l'affaissement ou l'arête de morsure du joint de soudure produira de graves effets visuels, ce qui est inacceptable. Afin de rendre le joint de soudure plein et lisse, le soudage par remplissage de fil laser est une très bonne méthode.
L'ajout de fil de soudure au bain de soudure permet d'augmenter efficacement le volume du bain de soudure, garantissant ainsi un joint de soudure complet et lisse, sans arêtes mordantes.
Pour les pièces présentant de grands écarts de joint (généralement ≥0,3 mm), le soudage au laser simple est difficile à réaliser, et les écarts de joint ne peuvent être comblés que par l'ajout de matériaux supplémentaires.
C'est pourquoi le soudage par remplissage de fil au laser est une solution très efficace.
Soudage par remplissage de fil au laser à passage étroit
Le soudage par remplissage de fil laser à intervalle étroit peut être utilisé pour réaliser un soudage efficace de plaques d'épaisseur moyenne à l'aide de soudeuses laser de petite et moyenne puissance.
L'ajout de fil de soudure permet de modifier la composition et la microstructure du métal soudé, ce qui peut améliorer les performances globales du joint de soudure.
Dans le même temps, il peut également améliorer l'adaptabilité et la tolérance aux pannes du soudage laser simple pour l'espace de la rainure, et la zone affectée thermiquement de la soudure est étroite avec des contraintes de joint post-soudure plus faibles.
Il présente donc une grande valeur d'application technique, et de nombreux experts et universitaires ont mené des recherches dans ce domaine au cours des dernières années :
① La méthode de soudage multi-passages par alimentation de fil laser à intervalle étroit a été utilisée pour souder un navire Q345D de 40 mm d'épaisseur. tôle d'acierLes résultats ont montré que les paramètres appropriés du processus de soudage permettaient d'obtenir un joint de soudure bien formé sans défauts tels que la porosité et le manque de fusion.
La résistance aux chocs au centre du joint soudé était bonne et la résistance à la traction de la soudure était supérieure à celle du matériau de base.
② La méthode de soudage multi-passages par alimentation de fil laser à intervalle étroit a été utilisée pour souder de l'acier de rotor de 50 mm d'épaisseur, et les résultats ont montré que des paramètres de processus de soudage appropriés permettaient d'obtenir un joint de soudage bien formé sans défauts tels que l'absence de fusion sur la paroi latérale.
La résistance à l'impact du joint a été légèrement réduite, mais sa résistance à la traction a été plus élevée que celle du matériau de base.
③ Une étude sur le soudage par fil laser à intervalle étroit d'un alliage d'aluminium 5083 de 20 mm d'épaisseur a montré qu'avec des paramètres de processus de soudage appropriés, joints de soudure avec moins de défauts tels que la porosité et le manque de fusion.
Cas d'application et suggestions pour les paramètres des équipements et des procédés
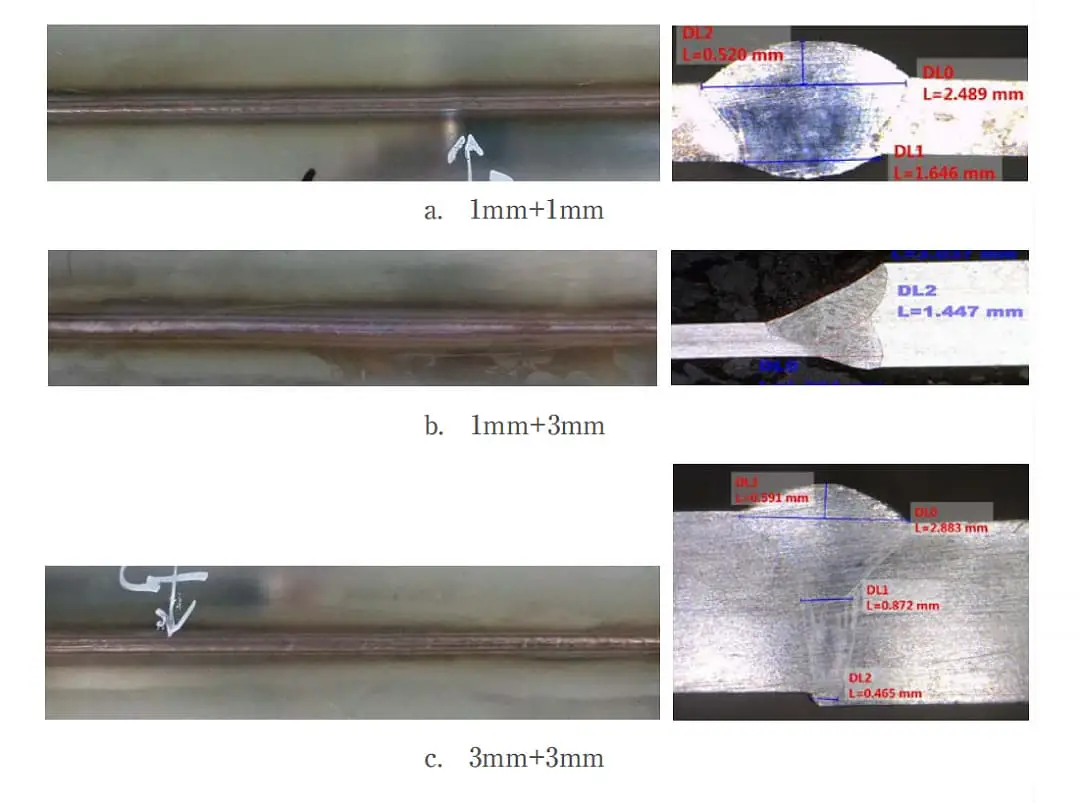
Résultats : Bonne formation sans pores dans le cordon de soudure, comme le montre la figure 3.
Figure 3 : Formation du cordon de soudure et morphologie de la section transversale
Remplissage au laser de l'espace étroit Soudage multipasse
Exigences : Soudage d'une épaisseur de 18 mm Q345 Les tôles d'acier pour la construction navale présentent peu de pores dans le cordon de soudure, pas de manque de fusion, une résistance à la traction des joints supérieure à celle du métal de base, et une bonne formation du cordon de soudure.
Équipement : Laser 6000W (diamètre du noyau de fibre 400μm), dévidoir de fil, tête de soudage.
Paramètres du processus : Rainure de soudure doit être ouverte, et les dimensions de la rainure sont indiquées dans la figure 4. Les autres paramètres du processus de soudage sont indiqués dans le tableau 2.
Figure 4 : Dimensions de la rainure
Tableau 2
Séquence de soudage
Puissance du laser (W)
Vitesse de soudage (mm/s)
Vitesse d'alimentation en fil (m/min)
Montant de la défocalisation (mm)
1
6000
20
4
+4
2
5000
20
6
+10
3
5000
20
6
+10
4
5000
15
6
+10
5
6000
15
6
+10
Résultats : Bonne mise en forme, sans manque de fusion et avec des pores minimes dans le cordon de soudure, comme le montre la figure 5.
En outre, après un essai de traction, le cordon de soudure s'est rompu dans le métal de base, ce qui indique que la résistance à la traction du joint était supérieure à celle du métal de base.
Figure 5 : Image métallographique en coupe du cordon de soudure
2. Suggestions d'équipements et de paramètres de processus
Amélioration du formage et de la qualité des cordons de soudure
Pour le soudage au fil d'apport laser des matériaux couramment utilisés pour les joints bout à bout, afin d'améliorer la formation du cordon de soudure, il est généralement recommandé que la puissance du laser et le diamètre du cœur de la fibre, ainsi que la configuration de la tête de soudage, garantissent un diamètre de point focalisé compris entre 0,4 mm et 0,6 mm.
En outre, il convient de sélectionner la qualité de fil appropriée et les autres paramètres de soudage sont indiqués dans les tableaux 3 et 4.
Il n'est pas recommandé d'utiliser le soudage au fil d'apport laser en une seule passe, car la puissance requise est trop élevée et la déformation est importante.
Tableau 4 : Matériaux en alliage d'aluminium
Épaisseur du joint (mm)
Puissance du laser (W)
Vitesse de soudage (mm/s)
Vitesse d'alimentation en fil (m/min)
Montant de la défocalisation (mm)
1mm
2000~3000
30~50
2.0~3.0
0~+3
2mm
2000~4000
25~45
2.0~3.5
0~+3
3mm
3000~5000
20~40
2.5~4.0
0~+3
4mm
4000~6000
20~40
3.0~4.5
0~+3
5mm
5000~7000
20~40
3.5~5.0
0~+3
6 mm
6000~8000
20~40
4.0~6.0
0~+3
>6mm
Il n'est pas recommandé d'utiliser le soudage au fil d'apport laser en une seule passe, car la puissance requise est trop élevée et la déformation est importante.
Remplissage au laser de l'espace étroit Soudage multipasse
Pour les tôles épaisses dans le cadre du soudage multipasse par remplissage laser à espace étroit, il est généralement recommandé que le diamètre du point focalisé soit compris entre 0,6 mm et 1,0 mm, et que la qualité de fil appropriée soit sélectionnée.
En outre, les dimensions de la rainure du joint doivent être raisonnables, et la taille de la rainure ne doit pas être trop grande, sinon elle entraînera facilement un manque de fusion à l'intérieur du cordon de soudure. Les dimensions recommandées pour les rainures sont indiquées dans le tableau 5.
Le nombre de passes de soudage doit être déterminé en fonction de l'épaisseur maximale du joint. La première passe doit être soudée en utilisant la capacité de soudage maximale de l'équipement, et chaque passe suivante doit avoir une profondeur généralement comprise entre 3 et 5 mm.
Quant aux paramètres du processus de soudage utilisés pour chaque passe de soudage, ils doivent être déterminés en fonction de la profondeur de soudage requise et de la largeur actuelle de la passe de soudage.
La quantité de défocalisation doit être modérément augmentée au fur et à mesure que la largeur de la passe de soudage augmente afin d'éviter un manque de fusion dans les parois latérales.
Tableau 5 : Forme et dimensions recommandées des rainures
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Imaginez une méthode de soudage si précise et si puissante qu'elle peut assembler des matériaux avec une distorsion minimale et une résistance inégalée. C'est la promesse du soudage laser à pénétration profonde. Dans ce...
Imaginez que vous puissiez transformer vos opérations de soudage grâce à la puissance des lasers. Le monde du soudage au laser offre une variété d'options, y compris les lasers à fibre, à diode, à disque et à CO2, chacun...
Dans le monde du soudage, le choix de la bonne méthode peut avoir un impact significatif sur l'efficacité et la qualité. Le soudage au laser et le soudage TIG (arc sous argon) présentent chacun des avantages et des inconvénients uniques. Le soudage au laser...
Comment le gaz de protection peut-il améliorer de manière significative vos projets de soudage laser ? Dans le soudage laser, le gaz de protection joue un rôle essentiel dans l'amélioration de la qualité de la soudure en empêchant les réactions avec les composants de l'air et...
Pourquoi choisir une méthode de soudage plutôt qu'une autre ? Cet article présente les principales différences entre le soudage au laser et le soudage par résistance, en expliquant leurs principes, leurs avantages et leurs applications. Découvrez comment le soudage laser...
Vous êtes-vous déjà demandé comment les machines à souder laser portatives révolutionnent l'industrie manufacturière ? Dans cet article de blog, nous allons explorer les subtilités de ces outils de pointe et la façon dont ils transforment...
Faites passer votre entreprise à la vitesse supérieure