Analyse de la charge et calcul de la puissance pour le pliage à 4 rouleaux
Une machine à laminer les tôles est un équipement de formage universel qui permet de laminer les tôles pour leur donner une forme cylindrique, une forme d'arc et d'autres formes générales. Elle est largement utilisée dans des industries telles que les chaudières, la construction navale, le pétrole, les produits chimiques, les structures métalliques et la fabrication mécanique. La cintreuse de plaques à quatre rouleaux est connue pour son alignement central pratique, sa faible quantité de surplus de bord droit, [...]
Une machine à laminer les tôles est un équipement de formage universel qui permet de laminer les tôles pour leur donner une forme cylindrique, une forme d'arc et d'autres formes générales.
Il est largement utilisé dans les industries telles que les chaudières, la construction navale, le pétrole, les produits chimiques, les structures métalliques et la fabrication mécanique.
La cintreuse de plaques à quatre rouleaux est connue pour son alignement central pratique, son faible excédent de bord droit, sa grande précision dans la correction de la circularité et son efficacité, car elle peut réaliser le pré-pliage et le formage de la pièce en un seul processus de laminage, sans qu'il soit nécessaire de changer l'extrémité de la plaque.
Les conditions de la force de flexion des rouleaux pendant le fonctionnement de la cintreuse de plaques à quatre rouleaux sont complexes et impliquent une charge importante, ce qui nécessite des pièces de roulement solides et rigides.
Ainsi, une conception précise et fiable de la rouleaux d'assiettes est essentielle.
Pour commencer, il faut déterminer les paramètres de force de la cintreuse de rouleaux, tels que la pression sur le rouleau, le couple de cintrage et la puissance du moteur.
L'analyse de la charge de la machine à rouler peuvent servir de données de référence pour la conception des rouleaux de plaque.
Calcul de la puissance motrice principale de la plaque cintrage des rouleaux est cruciale dans le choix du moteur principal.
La puissance du moteur doit être choisie avec soin, car un moteur trop petit sera surchargé pendant de longues périodes et endommagé par la chaleur de l'isolation, tandis qu'un moteur trop grand n'utilisera pas pleinement sa puissance de sortie et gaspillera de l'électricité.
Par conséquent, la réalisation d'une analyse de la charge et l'amélioration du calcul de la puissance entraînée de la cintreuse de plaques à quatre rouleaux ont une valeur pratique dans le choix d'un moteur approprié.
Dans cet article, nous présentons non seulement la structure de base et le principe de fonctionnement de la cintreuse de plaques à quatre rouleaux, mais nous analysons également ses capacités de force et fournissons la formule de calcul de la puissance motrice principale de la cintreuse à quatre rouleaux.
Structure et principe de fonctionnement de la cintreuse à quatre rouleaux
La machine à laminer fonctionne selon le principe du formage en trois points, utilisant le changement de position relative et le mouvement de rotation du rouleau de travail pour produire un cintrage élastoplastique continu et obtenir la forme et la précision souhaitées de la pièce à usiner.
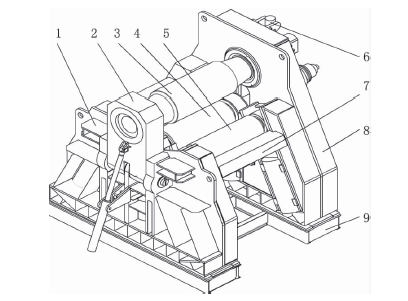
La structure de la cintreuse de plaques à quatre rouleaux est illustrée à la figure 1. Elle est composée de plusieurs éléments, notamment un châssis bas, un dispositif de renversement, un rouleau supérieur, un rouleau inférieur, deux rouleaux latéraux, un châssis haut, une poutre de liaison, une base, un dispositif d'équilibrage, un dispositif de transmission, un système électrique et un système hydraulique.
Le rouleau de travail de la machine à plaques à quatre rouleaux se compose de quatre rouleaux : un rouleau supérieur, un rouleau inférieur et deux rouleaux latéraux.
Le rouleau supérieur est le rouleau d'entraînement principal et il est encastré dans les cadres haut et bas par l'intermédiaire d'un corps de palier. Sa position est fixe et ne permet qu'un mouvement de rotation.
Le rouleau inférieur est fixé sur un socle de roulement, qui peut se déplacer en ligne droite pour compenser l'épaisseur de la feuille de papier. plaque pliée.
Les deux rouleaux latéraux sont également installés dans des paliers, qui peuvent se déplacer vers le haut et vers le bas à un certain angle avec la direction verticale pour obtenir le rayon de courbure désiré du cylindre.
Fig.1 Structure d'une cintreuse de plaques à quatre rouleaux
1. cadre gauche
2. renverser le dispositif
3. rouleau supérieur
4. rouleau inférieur
5. rouleau latéral
6. dispositif d'équilibrage
7. poutre de liaison
8. cadre droit
9. base
En général, le fait de rouler un tôle métallique Le cintrage d'une pièce cylindrique sur une cintreuse à quatre galets comprend quatre processus, à savoir
Pendant le fonctionnement de la machine à laminer, l'extrémité avant de la plaque est placée entre les rouleaux supérieur et inférieur et alignée avec l'un des rouleaux latéraux. Le rouleau inférieur est ensuite soulevé pour serrer la plaque, et l'autre rouleau latéral est soulevé pour appliquer une force et plier l'extrémité de la plaque métallique.
Pour le pré-pliage de l'autre extrémité de la plaque, il n'est pas nécessaire de la retirer de la machine à laminer. Il suffit de déplacer la plaque à l'autre extrémité de la machine et de répéter le processus.
Le laminage continu est obtenu par une alimentation en une ou plusieurs fois jusqu'à ce que le rayon de courbure souhaité du cylindre soit atteint.
Enfin, des corrections de circularité sont effectuées pour obtenir la circularité et la cylindricité requises.
On constate que l'utilisation de la cintreuse de plaques à quatre rouleaux permet de ne placer la plaque qu'une seule fois dans la machine, ce qui permet d'effectuer tous les pliages nécessaires.
Analyse de la charge
2.1 Calcul du moment de flexion maximal de la plaque
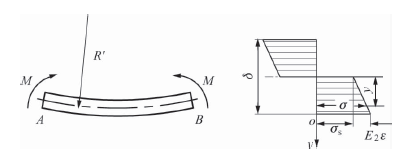
Comme le montre la FIG. 2, la distribution des contraintes de la section de la plaque le long de la direction de tôle d'acier pendant la flexion plastique pure linéaire est illustrée à la FIG. 2.
Fig.2 Distribution des contraintes sur la plaque
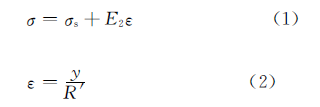
La relation fonctionnelle du stress réel peut être exprimée comme suit :
Dans la formule ci-dessus :
σ - la contrainte de la pièce ;
σs- la limite d'élasticité du matériau ;
ε - la déformation de la pièce ;
ε - Le module de renforcement linéaire du matériau, peut être trouvé dans le manuel correspondant.
y- Distance entre l'axe neutre et un point quelconque ;
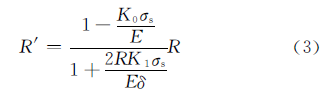
R′ - Le rayon de courbure avant le rebond de la couche neutre peut être calculé comme suit :
K0 - La valeur relative module de résistance de la matière, se trouve dans le manuel correspondant.
K1 - Coefficient de forme, section rectangulaireK1=1.5
Le moment de flexion sur la section M est :
En mettant la formule (1)et(2)into(4), on obtient :
Dans la formule ci-dessus :b- La largeur maximale de la tôle d'acier laminée.
Déformation initiale Moment de flexion M0 est :
2.2Calcul de la force du rouleau de travail
Les caractéristiques structurelles des quatre rouleaux permettent deux dispositions différentes : une disposition symétrique et une disposition asymétrique.
Il est donc nécessaire de procéder à une analyse distincte des forces exercées sur la machine à quatre rouleaux.
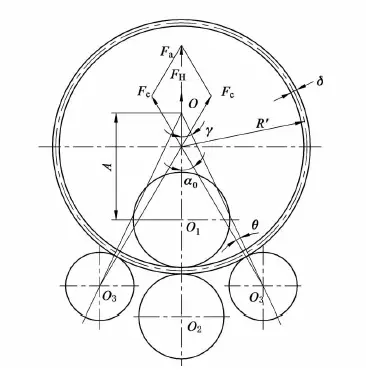
2.2.1Les rouleaux sont disposés de manière symétrique
La force de la plaque d'acier est illustrée à la FIG. 3.
Fig.3 Effet de la force sous un rouleau disposé symétriquement
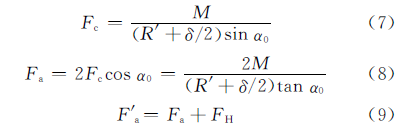
Selon l'équilibre des forces, la force de chaque rouleau de travail sur la plaque d'acier peut être obtenue :
Dans la formule ci-dessus :
FH - Force de sortie hydraulique du rouleau inférieur ;
α0 - L'angle entre la ligne d'action de la force du rouleau latéral et la ligne de force du rouleau supérieur.
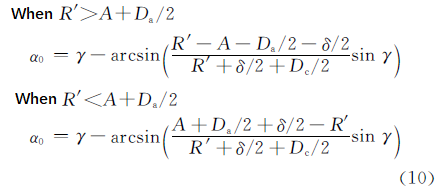
La valeur de α0 peut être déterminée par la formule suivante selon la relation géométrique :
Dans la formule ci-dessus :
Da - Diamètre du rouleau supérieur ;
Dc - Diamètre du rouleau latéral ;
γ - Angle d'inclinaison du rouleau latéral, qui est l'angle entre la direction de réglage du rouleau latéral et la direction verticale ;
A - Distance entre le point d'intersection de l'angle du rouleau et le centre du rouleau supérieur.
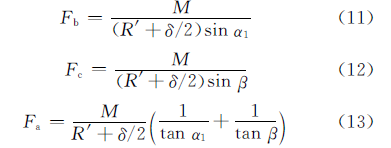
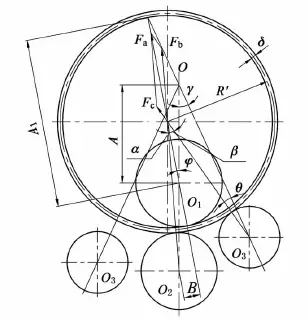
2.2.2 Les rouleaux sont disposés de manière asymétrique
La force de la plaque d'acier est illustrée à la FIG. 4 lorsque le rouleau est disposé de façon asymétrique.
Selon l'équilibre des forces, la force de chaque rouleau de travail sur la plaque d'acier peut être obtenue :
Dans la formule ci-dessus :
Fb- Diminution de l'effort de roulage ;
α - L'angle entre la ligne d'action de la force du rouleau supérieur et la ligne de force du rouleau inférieur ;
β - L'angle entre la ligne d'action de la force du rouleau supérieur et la ligne de force du rouleau latéral.
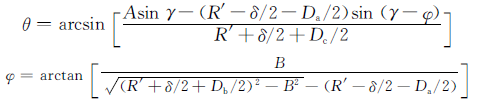
La valeur de α, β peut être déterminée par la formule suivante selon la relation géométrique :
Dans la formule ci-dessus :
Db - Diamètre inférieur du rouleau ;
B - La distance entre la ligne d'action du rouleau supérieur et le centre du rouleau inférieur,
B= [1+Db /(2R'+δ]B' ;
B' - La longueur de l'arête droite restante, B'=2δ
Dans la formule : A1 = Asinγ/sin(γ - φ)
Calcul de la puissance entraînée
3.1 Couple d'entraînement du rouleau supérieur
Le rouleau supérieur de la cintreuse à quatre rouleaux est un rouleau entraîné, et le couple d'entraînement total agissant sur lui est la somme du couple consommé par la déformation et le frottement.
Le couple de frottement comprend la résistance au frottement consommée pour faire rouler le rouleau d'arbre sur la plaque de flexion et le couple consommé par le frottement du roulement.
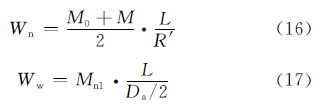
Le couple consommé lors de la déformation peut être déterminé par le travail effectué par l'élément interne. force de flexion et la force extérieure sur le rouleau supérieur.
Dans la formule :
Wn - Le travail effectué par les forces internes de flexion ;
Ww - Le travail sur le rouleau supérieur par des forces extérieures ;
L - Le Angle de pliage correspond à la longueur de la plaque.
En ramenant la formule (17) à la formule (18), on obtient le couple consommé lors de la déformation :
Le couple pour surmonter les frottements peut être déterminé par les formules (19) et (20).
Couple de frottement du rouleau d'arbre dans la disposition symétrique :
Couple de frottement du rouleau d'arbre dans la disposition asymétrique :
Dans la formule ci-dessus :
f - Coefficient de frottement de roulement, f =0.8mm
μ - Coefficient de frottement de glissement du col du rouleau, μ=0,05-0,1;.
da, db, dc sont le diamètre du col du rouleau supérieur, du rouleau inférieur et du rouleau latéral séparément.
Le couple d'entraînement total sur le rouleau supérieur est :
3.2 Puissance d'entraînement du rouleau supérieur
La formule de calcul de la puissance motrice est la suivante :
Dans la formule :
ν - Vitesse de roulement ;
r - Rayon du rouleau entraîné, r=Da /2
η - Efficacité de la transmission, η=0.9
Selon les conditions d'application réelles de la cintreuse de plaques à quatre rouleaux, la puissance d'entraînement du rouleau d'entraînement est calculée pendant le processus de pré-pliage et de laminage, et la puissance d'entraînement du système d'entraînement principal est la valeur la plus élevée dans le résultat du calcul :
Dans la formule ci-dessus :
Pq - Puissance motrice du système d'entraînement principal ;
PY - La puissance d'entraînement du rouleau d'entraînement lors du pré-pliage ;
PJ - La puissance d'entraînement du rouleau d'entraînement lors de l'enroulement du cercle.
La valeur calculée Pq de la puissance motrice peut servir de base à la sélection de la puissance du moteur principal.
Conclusion
(1) Sur la base des caractéristiques structurelles et du principe de fonctionnement de la cintreuse de plaques à quatre rouleaux, la force du rouleau de travail est analysée et la formule de calcul du rouleau de travail sous différentes dispositions est obtenue.
(2) En analysant le moment de flexion de la déformation maximale et la force d'appui du rouleau de travail, et en utilisant les principes de transformation des fonctions, la relation entre la force, le moment de flexion et la puissance d'entraînement du dispositif est établie. Une méthode de calcul de la puissance d'entraînement du système d'entraînement principal est proposée.
En fonction des conditions d'application réelles, la puissance d'entraînement pour le pré-pliage et le laminage est calculée séparément, et la puissance du moteur principal est sélectionnée sur la base de la valeur calculée la plus élevée.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure