Comment calculer la charge et la puissance d'une cintreuse de plaques symétriques à 3 rouleaux ?
Imaginez que vous essayiez de plier une épaisse plaque d'acier en un cylindre parfait - quelle serait la force nécessaire ? Cet article se penche sur les calculs critiques permettant de déterminer la charge et la puissance requises pour les cintreuses de plaques symétriques à trois rouleaux. Vous découvrirez l'analyse de la force nécessaire à la conception de chaque pièce, le couple requis et la puissance nécessaire au système d'entraînement principal. La compréhension de ces calculs vous permettra de créer des cintreuses de plaques efficaces et rentables.
Les machines de cintrage de rouleaux de tôles sont soumises à une charge importante, ce qui nécessite une grande résistance de leurs composants. Cela est essentiel pour garantir la durabilité et les performances de la machine dans des conditions d'exploitation difficiles.
Sur le marché concurrentiel d'aujourd'hui, il est essentiel de réduire le coût des rouleaux de tôle. Pour ce faire, il faut concevoir une machine à la fois précise et fiable afin de maintenir la qualité tout en minimisant les dépenses.
Pour concevoir efficacement une cintreuse à galets, il est essentiel de procéder d'abord à une analyse complète des forces. Cette analyse fournit les paramètres fondamentaux nécessaires à la conception de chaque partie de la machine, en veillant à ce que tous les composants puissent résister aux contraintes opérationnelles qu'ils rencontreront.
En outre, il est essentiel de calculer la puissance d'entraînement du système d'entraînement principal. Ce calcul est crucial pour la conception du système d'entraînement principal et la sélection d'un moteur approprié, garantissant ainsi le fonctionnement efficace de la machine.
Par conséquent, la réalisation d'une analyse détaillée des forces et le calcul précis de la puissance d'entraînement sont des étapes critiques dans le processus de conception d'une machine de cintrage de cylindres.
Cet article présente une méthode de calcul des capacités de force d'une cintreuse symétrique à trois rouleaux. Cette méthode peut également servir de référence pour d'autres types de plaques. machines à rouleret fournit une approche fondamentale de leur conception et de leur optimisation.
Analyse des forces
2.1 Couple maximal requis pour le roulement d'un cylindre
À ce moment-là, la contrainte du matériau a atteint la limite d'élasticité.
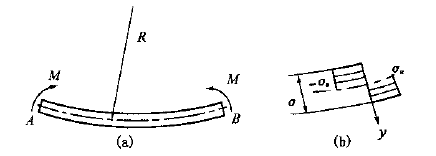
Par conséquent, la distribution des contraintes de flexion sur la section du tube est indiquée ci-dessous dans la figure (b), et le moment de flexion M de la section est :
Dans la formule ci-dessus,
B, δ - La largeur et l'épaisseur maximales des acier laminé feuille (m)
σs - Limite d'élasticité du matériau (kN) - m-2)
Fig.1 Distribution des contraintes lors de la flexion du rouleau
Lorsque l'on considère la déformation du matériau, il y a un renforcement, et le coefficient de renforcement K est introduit pour modifier l'équation (1), à savoir :
Dans la formule ci-dessus,
K - coefficient de renforcement, la valeur peut être K = 1,10~1,25, lorsque le résultat pour δ/R est élevé, prenez la plus grande valeur.
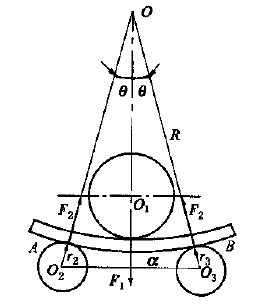
Lors du roulage tôle d'acierL'état de la force est illustré par la figure ci-dessous. Selon l'équilibre des forces, la force d'appui F2 sur la plaque du rouleau peut être obtenue par la formule :
dmin - Diamètre minimal de la plaque de laminage (m)
d2 - Diamètre du rouleau inférieur (m)
Fig.2 Analyse de la force de flexion du rouleau
Si l'on considère que l'épaisseur de la plaque δ est bien inférieure au diamètre minimal du tube de laminage, le rayon R de la couche neutre est d'environ 0,5dminPour simplifier le calcul, l'équation ci-dessus peut être modifiée comme suit :
Selon le bilan des forces, la force de pression F1qui est généré par le rouleau supérieur et qui agit sur la plaque de laminage :
Calcul de la puissance d'entraînement
3.1 Moment d'entraînement du rouleau inférieur
Le rouleau inférieur du machine à laminer les plaques est le rouleau d'entraînement, et le couple d'entraînement du rouleau inférieur est utilisé pour surmonter le couple de déformation Tn1 et le couple de frottement Tn2.
En cours de laminage de tôles d'acierla capacité de déformation stockée dans la section AB de la plaque d'acier (voir Fig. 1a et Fig. 2) est de 2Mθ, le coût du temps est de 2θR/V (V est la vitesse de roulement).
Le rapport est égal à la puissance du couple de déformation Tn1, à savoir
C'est pourquoi,
Le couple de frottement comprend le couple de frottement de roulement entre le rouleau supérieur et inférieur et la plaque d'acier, et le couple de frottement de glissement entre le col du rouleau et la chemise d'arbre, qui peut être calculé comme suit :
Dans la formule ci-dessus :
f - Coefficient de frottement de roulement, take f = 0.008m
μ - Coefficient de frottement de glissement, prendre μ = 0.05-0.1d1,
d2 - Diamètre du rouleau supérieur et du rouleau inférieur (m)
D1, D2 - Diamètre du col du rouleau supérieur et du rouleau inférieur (m)
La taille n'est pas encore précise dans la phase de conception, la valeur peut prendre Di = 0.5di (i=1, 2). Le couple d'entraînement du rouleau inférieur T est égal à la somme du couple de déformation Tn1 et le couple de frottement Tn2.
3.2 Puissance entraînée par le rouleau inférieur
La puissance entraînée par le rouleau inférieur est :
Dans la formule ci-dessus :
P - Puissance motrice (m - KW)
T - Moment de la force motrice (KN - m)
n2 - Vitesse de rotation du rouleau inférieur (r - min-1), n2=2V/d2 (V est la vitesse de roulement)
η - efficacité de la transmission, η=0,65-0,8
La puissance du moteur principal peut être obtenue à partir de la valeur de P.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment des tôles massives se transforment en formes cylindriques précises ? Cet article dévoile les mécanismes fascinants des cintreuses de plaques à quatre rouleaux, en explorant leur structure, leurs principes de fonctionnement et les...
Vous êtes-vous déjà demandé comment une plaque d'acier massive est pliée pour prendre forme ? Dans cet article, nous explorons la mécanique fascinante des machines à laminer les plaques, en révélant les forces et les calculs...
Avez-vous déjà eu du mal à calculer l'entraxe entre les rouleaux d'une machine ? Dans cet article de blog, nous allons explorer une méthode simple pour déterminer cette mesure cruciale. Notre expert...
Vous êtes-vous déjà demandé comment une cintreuse de plaques à quatre rouleaux pouvait obtenir des courbes aussi précises ? Cet article explore le calcul des décalages de position des rouleaux latéraux, guidé par un ingénieur mécanique expérimenté....
Vous êtes-vous déjà demandé comment les structures en acier massif sont façonnées en cylindres et en cônes parfaits ? Cet article explore le monde fascinant des machines à laminer les tôles, outils essentiels dans des industries telles que...
Vous êtes-vous déjà demandé comment des plaques d'acier massives sont transformées en formes parfaitement incurvées ? Dans cet article de blog captivant, nous allons plonger dans le monde fascinant des cintreuses à 3 rouleaux. Découvrez...
Imaginez que vous puissiez transformer une feuille de métal plate en une courbe complexe avec précision et efficacité. Les cintreuses à rouleaux, essentielles dans des industries telles que la construction navale et l'aérospatiale, y parviennent grâce à des technologies avancées,...
Vous êtes-vous déjà demandé comment ces énormes structures d'acier sont formées en courbes parfaites ? Le cintrage par roulage en est le secret. Dans cet article, nous allons plonger dans le monde fascinant...
Faites passer votre entreprise à la vitesse supérieure