L'impact de l'ouverture inférieure de la filière sur les dimensions du cintrage pneumatique
Comment la taille de l'ouverture inférieure de la matrice affecte-t-elle les dimensions finales des pièces métalliques lors du cintrage pneumatique ? Cette question est cruciale pour garantir la précision de la fabrication des métaux. L'article explore l'impact des différentes ouvertures de la matrice inférieure sur la précision et la cohérence des pièces métalliques pliées. En comprenant cette relation, les lecteurs apprendront à réaliser des pliages plus précis et à améliorer la qualité de leurs projets de travail des métaux.
Le cintrage est un procédé de transformation des métaux qui consiste à façonner des pièces brutes en leur donnant les angles et les formes souhaités grâce à des techniques telles que le pliage et l'étirage. Il offre une grande flexibilité, une large utilisation et un bon rapport coût-efficacité, ce qui en fait une méthode largement utilisée dans l'industrie de la transformation des tôles.
Dans la production de structures en acier pour les locomotives électriques modernes, les pièces structurelles cruciales sont principalement constituées de plaques d'épaisseur moyenne avec de grands angles R. Ces pièces sont généralement cintrées à l'aide d'une machine à commande numérique. Ces pièces sont généralement pliées à l'aide de machines CNC presses plieusesqui utilisent le simple mouvement de haut en bas d'un vérin et d'un outil de pliage pour former des formes complexes.
Toutefois, il a été observé qu'avec le même équipement de traitement, les mêmes matériaux et les mêmes matrices supérieures, les pièces formées par cintrage de l'air peut varier en taille d'un lot à l'autre. Après avoir éliminé les effets des différences d'épaisseur du matériau et de l'épaisseur de l'acier, il est possible d'obtenir des résultats différents. stress interne En raison de la différence entre les numéros de four, il a été déterminé que la cause de la variation de taille était l'utilisation par l'opérateur de la machine de différentes tailles d'ouverture des matrices inférieures pendant les opérations de pliage.
Cet article vise à fournir des conseils de production en discutant brièvement de l'impact du choix de la taille de l'ouverture de la matrice inférieure sur les dimensions de formage dans le pliage des tôles.
Deux méthodes de pliage courantes et comparaison
Cintrage de l'air
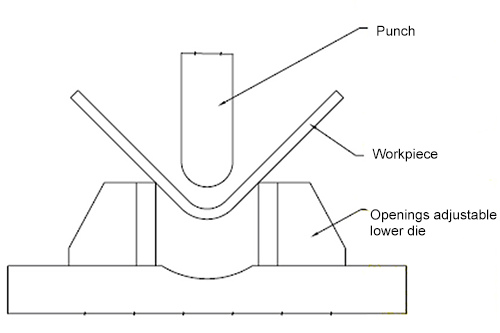
Le cintrage à l'air, également connu sous le nom de cintrage par écart, est un processus d'usinage des métaux dans lequel les matrices supérieure et inférieure ne sont pas pressées l'une contre l'autre. La pièce souhaitée angle de flexion est obtenu en ajustant la profondeur de la matrice supérieure dans la matrice inférieure. Plus la matrice supérieure pénètre profondément dans la matrice inférieure, plus l'angle de pliage sera faible, et vice versa.
Pour tenir compte du rebondissement du cintrage, le processus de cintrage doit être surcourbé pour s'assurer que l'angle de cintrage final, après le rebondissement, correspond à l'angle de conception. L'état de cintrage peut être visualisé dans la figure 1.
Figure 1 Cintrage de l'air diagramme (rayon simplifié de la matrice inférieure)
Aujourd'hui, les cintreuses CNC les plus répandues peuvent calculer automatiquement la profondeur de cintrage grâce à leur système de commande numérique. Systèmes CNC. La machine est équipée d'un système de correction par rétroaction et d'une unité hydraulique qui permettent un contrôle automatique de l'angle de pliage, minimisant ainsi l'intervention de l'opérateur.
Cependant, malgré ces progrès, il est encore difficile d'obtenir l'angle programmé en une seule opération de pliage en raison de divers facteurs, tels que les écarts dans le modèle de calcul, les erreurs dans l'épaisseur de la tôle, les différences dans les types de matériaux et la libération des contraintes dans le matériau. Par conséquent, il est toujours nécessaire de procéder à des essais de pliage avant la production en série.
La méthode de traitement abordée dans cet article est le cintrage à l'air.
Monnaie
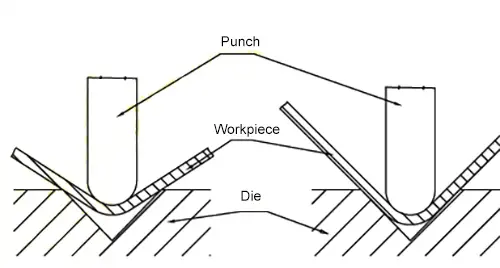
Dans le cas du monnayage, la feuille est placée entre les matrices supérieure et inférieure et est pliée librement au départ. Au fur et à mesure que la matrice supérieure est poussée vers le bas, le matériau et la surface de la matrice inférieure se rapprochent progressivement, et la zone de pliage du matériau diminue jusqu'au point le plus bas de la course, moment où le matériau est entièrement pressé contre la matrice supérieure. L'angle et le rayon de courbure souhaités sont obtenus par l'application de force de flexioncomme le montre la figure 2.
Fig. 2 Processus de frappe (rayon inférieur simplifié)
Cintrage de l'air vs frappe de monnaie
En raison de sa grande flexibilité, de son large éventail d'applications, de son faible coût et d'autres caractéristiques avantageuses, le cintrage à l'air a dépassé le monnayage en tant que méthode de traitement préférée pour les produits suivants transformation de la tôle entreprises. Par rapport au monnayage, la pression de cintrage du cintrage pneumatique n'est généralement que d'un tiers, ce qui réduit le tonnage requis pour la cintreuse et permet de contrôler efficacement les coûts.
D'autre part, l'angle de la matrice inférieure lors du matriçage détermine l'angle de pliage final du produit, ce qui le rend moins adapté au marché actuel de la tôle, qui donne la priorité à la personnalisation et à la qualité des produits. production flexible. Il est mieux adapté à la production à moyenne et grande échelle. En outre, la pression de pliage excessive exercée par l'estampage limite son utilisation au traitement de feuilles minces.
Bien que le cintrage pneumatique présente certaines limites en termes de précision des produits, les progrès réalisés dans le domaine des équipements de cintrage ont progressivement réduit cet écart à un niveau acceptable pour la plupart des produits.
Influence de l'air matrice de pliage taille de l'ouverture sur les dimensions de formage
Une expérience de vérification simple est conçue pour comparer l'impact du choix de la taille de l'ouverture de la matrice sur la taille de la forme de pliage.
Conditions expérimentales
Pour garantir la fiabilité de l'expérience de vérification, des mesures sont prises pour minimiser l'influence des variables externes potentielles sur les résultats expérimentaux. Les conditions réelles du site et des installations expérimentales, le type de matériaux utilisés dans l'expérience, la direction de l'écoulement, et l'état de l'eau sont autant de facteurs qui influencent les résultats de l'expérience. type de matrices sont prises en compte de manière exhaustive afin de minimiser leur impact sur les résultats. Les conditions sont détaillées dans le tableau 1.
Tableau 1 Conditions de base de l'expérience de vérification
Faire un essai de pliage et de fixation pour s'assurer que les dimensions de positionnement sont identiques.
10
Outils de détection
Pied à coulisse de 500 mm, large assise carrée
50 graduation
Eprocessus expérimental
L'objectif de l'expérience de vérification est de mesurer les dimensions L1 et L2 de la pièce après pliage et d'utiliser la somme L (L=L1+L2) comme valeur comparative pour l'expérience. La variable expérimentale est la taille de l'ouverture inférieure de la matrice.
La taille d'ouverture réglable du moule inférieur est utilisée pour éliminer l'influence d'autres facteurs structurels du moule sur les résultats expérimentaux. La structure de l'échantillon est décrite à la figure 3.
Figure 3 Structure de l'échantillon
Au cours de l'expérience, l'échantillon a d'abord été mesuré à l'aide d'un pied à coulisse de 500 mm après l'usinage, et la dimension linéaire des deux surfaces d'usinage à son extrémité a été enregistrée comme étant de 557,50 mm.
Ensuite, la taille de l'ouverture de la matrice inférieure a été progressivement augmentée et plusieurs essais de pliage ont été réalisés. Parmi les pièces d'essai produites pour chaque taille d'ouverture, celle présentant le meilleur angle de pliage a été sélectionnée à l'aide d'une équerre de siège large.
Les valeurs L1 et L2 de l'échantillon sélectionné ont ensuite été mesurées et la valeur comparative L a été calculée.
Résultats expérimentaux
Six tailles différentes d'ouverture de matrice, allant de 160 mm à 400 mm, ont été utilisées dans l'expérience. Parmi les échantillons pliés, les six meilleurs spécimens ont été sélectionnés et les dimensions L1 et L2 ont été mesurées pour obtenir la valeur calculée L (L=L1+L2).
La taille L de la pièce pliée à l'aide de l'ouverture inférieure de 160 mm de la matrice a été utilisée comme taille de référence. L'écart a été comparé aux valeurs L des autres pièces d'essai et les résultats sont présentés dans le tableau 2.
Tableau 2 L'effet de la taille de l'ouverture de la filière inférieure sur le taux d'humidité de l'air. pliage formage taille
NON.
La taille d'ouverture de la matrice inférieure
Valeur calculée L (L=L1+L2)
Valeur d'écart
1
160
596.12
0
2
180
596.14
0.02
3
200
596.22
0.1
4
300
598.86
2.74
5
350
602.48
6.36
6
400
606.14
10.02
Les résultats expérimentaux indiquent une corrélation positive entre la taille de la forme de flexion et la taille de l'ouverture de la matrice inférieure. La valeur L théorique de l'échantillon après pliage a été calculée pour être de 596 mm. En utilisant la valeur mesurée de 596,12 mm pour la pièce pliée avec une ouverture de 160 mm de la matrice inférieure comme référence, il a été constaté que lorsque la taille de l'ouverture est de 10 à 12,5 fois l'épaisseur de la tôle, la taille se situe dans la tolérance acceptable pour le pliage. tôle pièces.
Des écarts par rapport aux tolérances normales de la pièce ont été observés pour les ouvertures inférieures de la matrice jusqu'à 300 mm. L'écart a augmenté jusqu'à 10,02 mm lorsqu'une ouverture inférieure de 400 mm a été choisie, ce qui représente un écart significatif par rapport à la taille de la pièce.
Ces résultats démontrent l'impact significatif du choix de la taille de l'ouverture inférieure de la matrice sur la taille de la pièce formée lors du cintrage à l'air. Pour obtenir les dimensions souhaitées, il est recommandé de choisir une taille d'ouverture inférieure de la matrice correspondant à environ 10 fois l'épaisseur de la tôle. Il est toutefois important de tenir compte de l'angle R du pliage, car l'utilisation d'une matrice inférieure avec une ouverture trop petite peut empêcher le coulisseau de descendre suffisamment, ce qui entraînerait un pliage incomplet, voire des dommages à l'outillage.
Analyse des causes de l'influence de la taille de l'ouverture de la matrice du fond de cintrage de l'air sur la dimension de formage de la plaque d'épaisseur moyenne
Les résultats expérimentaux montrent une corrélation positive entre la taille du pli formé et la taille de l'ouverture de la matrice inférieure. Dans cette expérience, l'échantillon en forme de L avait une longueur de 557,50 mm et tous les échantillons avaient la même taille.
On peut conclure que les changements dans la taille de l'ouverture inférieure de la matrice entraînent une tendance à l'augmentation des dimensions L1 et L2 lorsque la pièce est pliée à l'air. Ce changement est probablement dû à une modification de l'angle R intérieur après le formage.
Comme il n'existe aucun moyen précis de mesurer l'angle R intérieur après le formage, on peut en déduire que la taille de l'angle R intérieur est également positivement corrélée à la taille de l'ouverture inférieure de la filière.
Pour garantir la précision des dimensions formées de la pièce, il est recommandé de choisir la taille d'ouverture la plus petite possible pour la matrice inférieure pendant le pliage.
Conclusion
Cet article se concentre sur l'impact de la taille de l'ouverture de la matrice sur la taille de la pièce formée lors du cintrage pneumatique de plaques épaisses. Une simple expérience de vérification a révélé que, dans les mêmes conditions de processus de cintrage à l'air, il existe une corrélation positive entre la taille de l'ouverture inférieure de la matrice et la taille du pli formé.
Dans les cas où la taille de la pièce est critique, en particulier si des exigences strictes sont imposées à la taille du formage de l'angle R intérieur, il est recommandé d'utiliser la méthode de frappe et l'outillage correspondant, qui permet d'obtenir deux fois le résultat souhaité avec deux fois moins d'efforts.
Il convient de noter que les expériences de vérification décrites dans cet article ne sont pas très rigoureuses ou précises en raison des limites de l'équipement et du personnel, outils de mesureet d'autres facteurs. Toutefois, les résultats expérimentaux peuvent encore fournir des explications et des orientations utiles pour la production et ont une importance pratique.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les dispositifs de couronnement des presses plieuses affectent la précision du pliage ? Cet article explore deux méthodes principales de compensation : la compensation convexe inférieure et la compensation convexe supérieure. Il examine leur impact...
Comment la précision d'une presse plieuse influe-t-elle sur la qualité du pliage du métal ? Cet article explore le lien critique entre la précision de fabrication des presses plieuses et la qualité...
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Vous êtes-vous déjà demandé comment calculer avec précision la surépaisseur de pliage pour vos projets de fabrication métallique ? Dans cet article de blog, nous allons explorer le monde fascinant des formules de surépaisseur de pliage et...
Faites passer votre entreprise à la vitesse supérieure