Vous êtes-vous déjà demandé quel était le secret de l'usinage de haute précision ? Dans cet article de blog, nous allons nous plonger dans le monde des porte-outils, en explorant leurs types, leurs caractéristiques et les meilleures pratiques. Notre ingénieur mécanicien expert vous guidera à travers les subtilités des porte-outils, en vous aidant à comprendre comment ils influencent la précision et l'efficacité de l'usinage. Préparez-vous à acquérir des connaissances précieuses qui vous permettront d'améliorer vos compétences en matière d'usinage !
Selon la conicité du trou d'outil de la broche du centre d'usinage, on distingue généralement deux catégories :
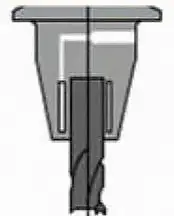
Porte-outil universel SK avec un cône de 7:24
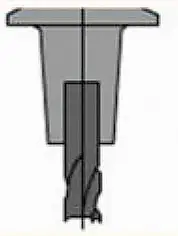
Porte-outil à vide HSK avec un cône de 1:10
Porte-outil universel SK avec un cône de 7:24
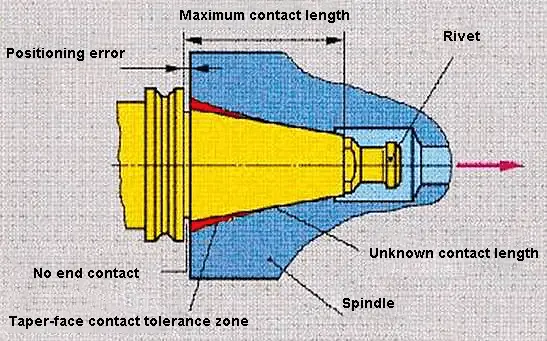
7:24 signifie que la conicité du porte-outil est de 7:24, ce qui correspond à un positionnement de surface à conicité unique avec une tige à conicité plus longue.
La surface conique remplit simultanément deux fonctions importantes, à savoir le positionnement précis du porte-outil par rapport à la broche et le maintien de l'intégrité de l'outil. serrage du porte-outil.
Avantages :
La conception non autobloquante permet un chargement et un déchargement rapides de l'outil. Le coût du porte-outil est relativement faible car l'angle conique peut être usiné avec une grande précision, ce qui garantit un assemblage précis.
Inconvénients :
Lors d'une rotation à grande vitesse, le trou conique à l'extrémité avant de la broche se dilate. L'ampleur de l'expansion augmente avec le rayon de rotation et la vitesse, ce qui réduit la rigidité de l'assemblage conique. Le déplacement axial du porte-outil change également sous l'action de la tension du timon. Après chaque changement d'outil, la dimension radiale du porte-outil se modifie.
Il existe généralement cinq normes et spécifications pour les porte-outils universels avec un cône de 7:24 :
Porte-outil à vide HSK avec un cône de 1:10
Norme internationale : IS0 7388/1 (abrégé en IV ou IT)
Norme japonaise : MAS BT (abrégé en BT)
Norme allemande : Type DIN 2080 (abrégé en NT ou ST)
Norme américaine : ANSI/ASME (abrégé en CAT)
Type DIN 69871 (abrégé en JT, DIN, DAT ou DV)
Méthode de tension.
Les porte-outils de type NT sont serrés par une barre de traction sur machines conventionnellesqui est également connu dans le pays sous le nom de ST.
Les quatre autres porte-outils sont serrés sur le centre d'usinage par l'intermédiaire d'un embout situé à l'extrémité du porte-outil.
Universalité.
(1) Actuellement, les porte-outils les plus utilisés en Chine sont la DIN 69871 (JT) et la MAS BT japonaise.
2) Les porte-outils DIN 69871 peuvent également être montés sur des machines avec des alésages coniques de broche ANSI/ASME.
(3) Le porte-outil IS0 7388/1 de norme internationale peut également être installé sur les machines-outils à alésage conique à broche DIN 69871, ANSI/ASME. En termes de polyvalence, le porte-outil IS0 7388/1 est donc le meilleur.
Porte-outils à vide HSK avec une conicité de 1 : 10
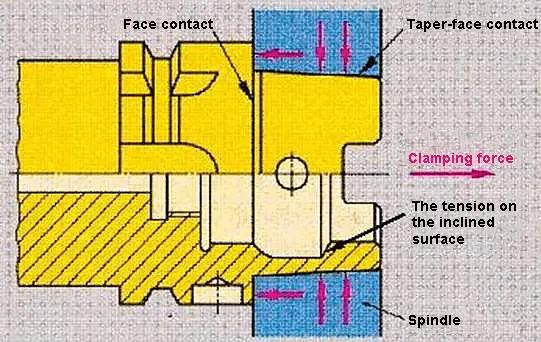
Les porte-outils à vide HSK reposent sur la déformation élastique du porte-outil, non seulement le porte-outil avec un cône de 1:10 en contact avec le cône de 1:10 de l'alésage de la broche de la machine-outil, mais aussi la face de la bride du porte-outil est en contact étroit avec la face de la broche.
Ce système de contact double face est supérieur à un porte-outil universel 7:24 en termes d'usinage à grande vitesse, de rigidité de connexion et de précision de chevauchement.
Le porte-outil à vide HSK peut améliorer la rigidité, la stabilité et la précision du produit pendant l'usinage à grande vitesse, et également réduire le temps de remplacement de l'outil, ce qui est essentiel pour l'usinage à grande vitesse. Il convient à des vitesses de broche de machine-outil allant jusqu'à 60 000 tr/min. Le système d'outils HSK est largement utilisé dans les secteurs de l'aérospatiale, de l'automobile et des moules de précision, entre autres.
Les porte-outils HSK sont disponibles dans les types A, B, C, D, E et F, les types A, E et F étant couramment utilisés sur les centres d'usinage dotés d'un processus de changement d'outil automatique (ATC).
La plus grande différence entre le type A et le type E :
(1) Le type A possède une rainure de transmission, ce qui n'est pas le cas du type E. Par conséquent, le type A a un couple de transfert relativement plus important, ce qui permet de réaliser des coupes lourdes. Le couple transmis par le type E est relativement faible et ne permet donc que des coupes légères.
(2) Le porte-outil de type A comporte des trous de fixation manuelle et des rainures de direction, en plus de la rainure de transmission, ce qui se traduit par un équilibre relativement médiocre. Le type E ne présente pas ces caractéristiques, ce qui le rend plus adapté au traitement à grande vitesse.
Les mécanismes des types E et F sont identiques. La différence entre eux est que pour les poignées portant le même nom (telles que E63 et F63), le cône de la poignée de type F est plus petit d'une taille. Cela signifie que les poignées E63 et F63 ont un diamètre de bride de φ63, mais que le cône de la F63 n'a que la même taille que celui de la E50. Par conséquent, le F63 tournera plus vite (avec un roulement de broche plus petit) que le E63.
Forme de serrage de l'outil du porte-outil
Printemps csupport d'outils pour cartouches
Il est principalement utilisé pour les porte-outils droits tels que les forets, les fraises et les tarauds, ou pour le serrage d'outils.
La déformation élastique du circlip est de 1 mm et la plage de serrage est de 0,5 à 32 mm de diamètre.
Mandrin hydraulique
A- Vis de blocage, qui doit être serrée à l'aide d'une clé Allen ;
B- Piston de verrouillage, qui pousse le fluide hydraulique dans la chambre d'expansion ;
C- Chambre d'expansion, qui est pressurisée par le liquide pour générer une pression ;
Douille d'expansion D-Thin, qui permet de positionner le centre de la tige de serrage de l'outil et de l'envelopper uniformément pendant le processus de verrouillage.
E- Joints spéciaux, qui assurent une étanchéité optimale et une longue durée de vie.
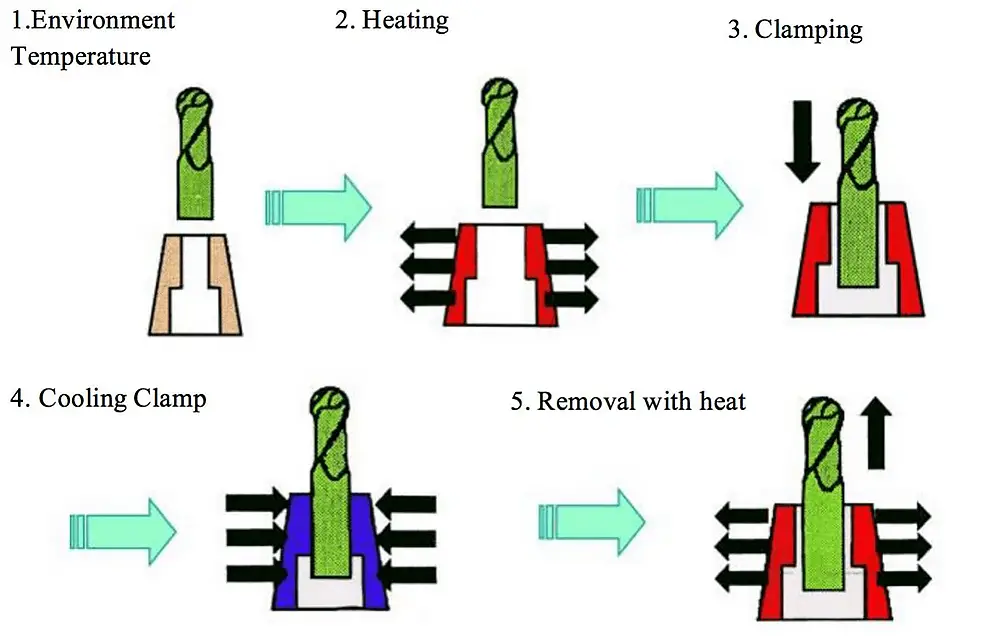
Porte-outils chauffant
La technologie de chauffage par détection est utilisée pour chauffer la partie du porte-outil qui sert à serrer l'outil, ce qui entraîne une augmentation de son diamètre. La tige froide est ensuite insérée dans le porte-outil chaud. Il en résulte une force de serrage élevée et un bon équilibre dynamique, ce qui le rend adapté à l'usinage à grande vitesse.
La technologie offre également une grande précision de répétabilité dans les 2μm et un faux-rond radial dans les 5μm, et présente une bonne résistance aux taches et aux interférences pendant l'usinage.
Cependant, seul un outil d'un diamètre de tige spécifique peut être installé pour chaque spécification de porte-outil, et un ensemble d'équipements de chauffage est également nécessaire.
Le principe du serrage du porte-outil par pyrocondensation :
Évaluation complète et comparaison des porte-outils
L'évaluation
Type de pince à ressort
Type hydraulique
Type de pyrocondensation
Diagramme de structure
Polyvalence
être utilisé dans tous les processus ; très polyvalent
limité pour l'usinage à grande vitesse ; coûts d'entretien élevés
d'excellentes performances dans une large gamme d'applications d'usinage à grande vitesse
Battage des porte-outils
clip à ressort de qualité <10µm
>5µm
environ 3µm
Rigide
bon
bon
L'équilibre dynamique
bon
général
bon
Vibrations
aucun avantage
peut absorber les vibrations
aucun avantage
Commodité
la précision dépend de l'opérateur
la structure de serrage est facilement endommagée
fonctionnement normalisé
Coût
général
coûteux
Moins cher que le type hydraulique
Autres types de porte-outils
Sélection et entretien des porte-outils
Facteurs influençant la sélection
Lors du choix d'un porte-outil, plusieurs facteurs clés doivent être pris en compte pour garantir des performances optimales et la compatibilité avec votre machine :
Compatibilité: Assurez-vous que le porte-outil est adapté à la broche de votre machine. Cela implique de vérifier la taille et le type de cône (par exemple, CAT, BT, HSK) pour qu'il corresponde aux spécifications de votre machine.
Type et taille de l'outil: Sélectionnez le support approprié pour l'outil spécifique requis. Tenez compte du diamètre et de la longueur de l'outil, ainsi que du type d'opération d'usinage (par exemple, fraisage, perçage, tournage).
Matériau: Le matériau du porte-outil influe sur sa durabilité et ses performances. Les matériaux les plus courants sont les suivants :
Acier: Offre une résistance et une durabilité élevées, adaptée aux applications lourdes.
Aluminium: Léger et résistant à la corrosion, idéal pour les applications à grande vitesse, mais moins durable que l'acier.
Plastique: Généralement utilisé pour des applications plus légères ou des environnements spécifiques où le métal peut poser problème, mais moins courant dans les environnements industriels.
Équilibre: Pour les applications à grande vitesse, il convient de rechercher des porte-outils mieux équilibrés et présentant un faux-rond minimal. Les porte-outils équilibrés réduisent les vibrations et améliorent la précision de l'usinage et la durée de vie de l'outil.
Entretien et manipulation appropriés
Pour prolonger la durée de vie de vos porte-outils et maintenir leurs performances, suivez les étapes suivantes :
Stockage: Stocker les porte-outils dans un environnement sec et propre, à l'abri des contaminants et de l'humidité. Utilisez les supports de stockage ou les armoires prévus à cet effet afin d'éviter tout dommage.
Nettoyage: Nettoyez les porte-outils avec un chiffon doux avant et après utilisation pour éliminer les débris. Évitez d'utiliser des produits chimiques agressifs qui pourraient endommager la surface du porte-outil.
L'inspection: Inspectez régulièrement les porte-outils pour détecter tout signe d'usure, de dommage ou de corrosion. Recherchez les fissures, les bosses ou les déformations. Remplacez les porte-outils s'ils présentent une usure ou des dommages importants afin de ne pas compromettre la qualité de l'usinage.
Lubrification: Appliquer des lubrifiants selon les besoins pour éviter la rouille et assurer un fonctionnement sans heurts. Utiliser les lubrifiants appropriés recommandés par le fabricant du porte-outil.
Manipulation: Manipulez les porte-outils avec précaution pour éviter de les endommager. Évitez de les faire tomber ou de les heurter contre des surfaces dures. Utilisez des housses ou des manchons de protection lorsque vous transportez les porte-outils afin d'éviter tout dommage accidentel.
En tenant compte de ces facteurs et en suivant des pratiques d'entretien appropriées, vous pouvez vous assurer que vos porte-outils restent en bon état et fournissent des performances fiables et précises lors de vos opérations d'usinage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les machines-outils à commande numérique sont choisies pour obtenir des performances optimales ? Dans l'usinage CNC, la sélection des outils de coupe est cruciale pour l'efficacité et la précision. Cet article plonge...
Vous êtes-vous déjà demandé comment les usines modernes parviennent à une telle précision et à une telle efficacité ? Cet article explore le monde fascinant des systèmes de commande numérique par ordinateur (CNC) et révèle comment ils révolutionnent la fabrication. Découvrez les...
Imaginez que vous ayez l'outil parfait pour chaque défi unique de la fabrication de moules. Qu'il s'agisse de surfaces complexes de forme libre ou d'exigences de haute précision, le choix des bons outils de coupe pour le fraisage CNC peut influencer considérablement...
Imaginez que votre machine-outil à commande numérique ne soit pas alignée - une minuscule erreur de calcul peut entraîner des erreurs coûteuses. Cet article présente les méthodes essentielles pour un alignement précis des outils sur les fraiseuses CNC...
Imaginez un monde où les machines CNC peuvent diagnostiquer leurs propres problèmes, se programmer elles-mêmes et atteindre des niveaux de précision et de vitesse sans précédent. C'est l'avenir de la machine-outil à commande numérique...
Que se passe-t-il en cas de dysfonctionnement d'une machine-outil à commande numérique ? Les systèmes complexes des machines à commande numérique, qui sont essentiels à la fabrication moderne, peuvent être difficiles à réparer. Cet article se penche sur les...
Imaginez que la précision de votre machine CNC puisse être surveillée en permanence, afin de s'assurer que chaque mouvement est exact. C'est le rôle de la règle à réseau, qui agit comme les "yeux" de la machine....
Avec le développement de la science et de la technologie, la technologie de fabrication mécanique a subi de profonds changements. En raison de la demande sociale plus forte en matière de diversification des produits et de l'augmentation évidente de la proportion...
Vous êtes-vous déjà demandé pourquoi les outils d'usinage CNC tombent en panne prématurément ? Les dommages et l'usure des outils peuvent perturber la production et entraîner des retards coûteux. Cet article explore les problèmes courants tels que le micro-éclatement, la fissuration thermique,...
Faites passer votre entreprise à la vitesse supérieure