Processus de fabrication d'un évier de cuisine en acier inoxydable expliqué
Avant de comprendre comment sont fabriqués les éviers en acier inoxydable, examinons brièvement ce que sont les éviers en acier inoxydable. Les éviers en acier inoxydable sont apparus pour la première fois en Europe et aux États-Unis, et les premiers éviers en acier inoxydable de Chine sont apparus à Taïwan. Au début des années 1990, les commerçants taïwanais ont apporté des éviers en acier inoxydable lorsqu'ils ont investi dans [...]
Avant de comprendre comment les éviers en acier inoxydable sont fabriqués, examinons brièvement ce que sont les éviers en acier inoxydable.
Les éviers en acier inoxydable sont apparus pour la première fois en Europe et aux États-Unis, et les premiers éviers en acier inoxydable de Chine sont apparus à Taïwan.
Au début des années 1990, les commerçants taïwanais ont apporté des éviers en acier inoxydable lorsqu'ils ont investi en Chine continentale.
Au début, il y avait des marques comme "Mantangchun" et plus tard "Molin".
Les éviers en acier inoxydable sont fabriqués en utilisant l'acier inoxydable comme matière première.
Le corps principal est traité par emboutissage intégral ou par soudage, puis par traitement de surface.
Les éviers en acier inoxydable sont utilisés dans les cuisines modernes comme l'un des éléments indispensables pour laver les légumes ou la vaisselle.
Quel est le matériel nécessaire à la fabrication d'éviers en acier inoxydable ?
Laissez-moi vous montrer.
La production d'éviers en acier inoxydable nécessite :
2 ensembles de presses à étirer hydrauliques (400T et 500T)
Parmi elles, la machine à dessiner nécessite un dessinateur de 400T et un dessinateur de 500T. machine de presse.
La presse 400T est utilisée pour l'étirage et la presse 500T pour le formage.
Une presse hydraulique de 200 tonnes sera nécessaire pour l'ébarbage des bords.
La presse mécanique est principalement utilisée pour la perforation de trous.
Les 4 jeux de moules sont une matrice de dessin, une matrice d'impression, une matrice d'impression, une matrice d'impression et une matrice d'impression. matrice de formageLes outils de découpe, d'ébarbage et de poinçonnage, respectivement.
Maintenant que nous avons une brève compréhension des éviers en acier inoxydable et de leur équipement de fabrication, comment sont-ils fabriqués ?
Voyons maintenant le processus de production des éviers en acier inoxydable.
#1. Achat de matières premières (0,8-1,5 mm) tôle)
L'usine d'éviers achète des plaques d'acier de différentes largeurs et épaisseurs en fonction des diverses exigences de production de l'évier.
L'épaisseur de la tôle couramment utilisée dans la fabrication des éviers en acier inoxydable est comprise entre 0,8 mm et 1,5 mm.
La tôle est livrée à l'usine d'éviers en bobines par poids.
En général, la largeur maximale de la tôle d'acier non coupée est de 1220 mm, et la longueur est pratiquement illimitée.
#2. Stratification
La ductilité de la tôle d'acier est limitée.
Pour éviter les fissures et les dommages à la tôle d'acier pendant le processus d'étirage, il est nécessaire d'appliquer un film de laminage sur la tôle d'acier au stade initial.
Le revêtement ne couvre qu'une seule face de la tôle d'acier, et c'est la face recouverte du film de revêtement qui fera face au moule lors de l'étape d'emboutissage suivante.
Le revêtement du film peut être appliqué avant ou après la coupe.
En fonction des différentes longueurs des éviers, la longue tôle d'acier doit être découpée en segments par une machine à découper. machine à couper les tôles pour répondre aux exigences de taille de la découpe.
Sur l'image ci-dessous, vous pouvez voir que les ouvriers terminent le revêtement du film en contrôlant le commutateur du rouleau pour faire passer le film protecteur et la tôle d'acier à travers la zone de laminage en même temps.
Lorsque le tôle d'acier revêtue passe à travers la guillotine, l'ouvrier appuie sur l'interrupteur de la guillotine selon les besoins pour couper la tôle d'acier à la longueur voulue.
#4. Encoche de coin
La feuille, après avoir été découpée, a maintenant une forme rectangulaire régulière.
Pour épouser grossièrement la forme de l'évier, il est également nécessaire d'introduire la tôle dans la cisaille pour le grugeage des angles.
La tôle, après le coin crantageest généralement polygonale et présente parfois des arêtes en forme d'arc.
#5. Oiling
Appliquer uniformément l'huile d'étirage sur les deux faces de la tôle après le revêtement et la découpe.
L'huile de tréfilage permet de soumettre la feuille à une contrainte uniforme, de réduire le risque de fissuration par traction et de prolonger la durée de vie du moule et de la machine de pressage.
#6. Premier dessin
Placer la tôle sur la table de travail de la machine à étirer.
Les plaques laminées supérieure et inférieure de l'établi sont percées d'ouvertures.
Le moule du produit est situé dans l'ouverture de la plaque inférieure de l'établi (en rouge sur l'image suivante).
Après avoir appuyé sur l'interrupteur du moteur, le plateau supérieur de la table de travail de la presse hydraulique s'abaisse et la table de travail entière s'enfonce.
Pendant le processus de coulage, la position horizontale du moule reste inchangée, de sorte que le moule ne se déplace pas. tôle d'acier est poussé vers le haut pour compléter le dessin de la forme.
La première profondeur de dessin doit être égale ou supérieure à 80% de la profondeur totale du dessin.
#7. Nettoyage
Démonter le bassin initialement formé et nettoyer l'établi contaminé par l'huile de tirage.
L'évier d'eau après le premier processus d'étirage sera envoyé à la station de nettoyage pour enlever le film, et l'huile d'étirage résiduelle sera lavée pour préparer le processus d'étirage. recuit processus.
Si la profondeur de l'évier est inférieure à 160 mm, la profondeur souhaitée peut être obtenue en un seul dessin.
Lorsque la profondeur de l'évier atteint 180 mm à 250 mm, la probabilité que la tôle d'acier inoxydable se rompe sous l'effet d'une traction est fortement accrue. Pour éviter les fissures et garantir la qualité de l'évier, un processus de recuit est nécessaire.
Pour répondre à la demande d'emboutissage profond, un traitement de recuit et un emboutissage secondaire sont actuellement nécessaires.
Le traitement de recuit rétablit l'activité de la tôle d'acier inoxydable qui a été fortement déformée au cours du processus de premier étirage.
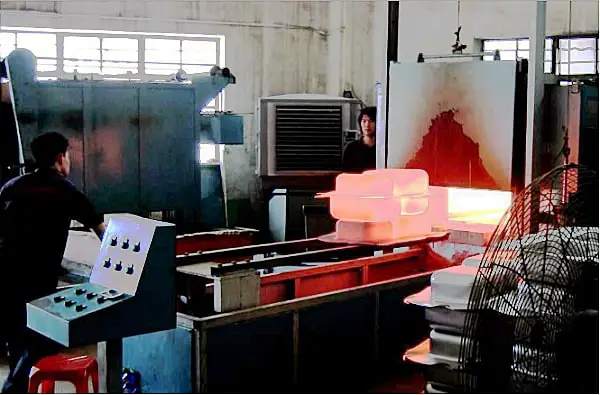
La ligne de recuit elle-même est une ligne haute température de 20 mètres de long, avec une température de four d'environ 1150℃.
Les entrées et les sorties sont situées de part et d'autre, et les éviers à eau sont transportés par une grue à câble ou un tapis roulant.
La ligne peut traiter 30 pièces d'éviers à eau simultanément.
Le processus de recuit comprend également la démagnétisation, qui élimine les propriétés magnétiques de l'acier inoxydable dues à l'étirage.
De nombreuses usines de coulée ne disposent pas de leur propre ligne de recuit et confient le processus à un atelier de recuit tiers.
Parfois, l'usine d'évier utilise un four de recuit pour répondre à ses propres besoins de remplacement.
#9. Deuxième tirage
L'évier recuit est soumis à un deuxième processus d'étirage à l'aide d'un moule et d'une presse hydraulique.
Le deuxième dessin doit être complètement étiré jusqu'à la profondeur prévue.
#10. Découpage
Après le deuxième processus d'étirage de l'évier à eau, il n'y a plus de retrait dans le bord de la tôle d'acier.
À ce stade, il est nécessaire d'éliminer tout excès de garniture du produit fini.
Lors de la découpe du bord, il est essentiel de réserver la position d'installation de la nervure de raidissement au-dessus du contre-bassin.
#11. Perforation
Les trous de drainage et les trous de débordement sont poinçonnés successivement sur un moule spécial par la machine à poinçonner.
En fonction des conditions réelles de la tôle et de l'équipement de poinçonnage, il peut être nécessaire d'éliminer les bavures sur le plan de coupe.
#12. Soudage
S'il s'agit d'un bassin de soudage à rouleaux à deux réservoirs ou d'un bassin de soudage par le bas, il doit être soudé à la plaque supérieure de la plaque d'arrosage après le perçage des trous.
Le soudage au rouleau est généralement effectué par CNC, mais il peut également être réalisé à la main par des ouvriers.
S'il s'agit d'un soudage bout à bout il est nécessaire d'effectuer des soudures bout à bout sur les deux côtés du bassin.
La ligne de soudure entre les deux côtés du bassin est une caractéristique distinctive du bassin à soudure bout à bout.
En outre, l'actuel programme commun traitement de surface comprennent les QUATRE types suivants :
ponçage (dessin)
sablage (électrolyse)
polissage (miroir)
gaufrage
Ici, le processus de ponçage (dessin) est spécifiquement introduit.
Le broyage est divisé en trois ou quatre étapes en fonction de la différence entre le bassin et l'équipement.
La première partie à polir est le fond de l'évier.
Le ponçage de la paroi de l'évier est ensuite effectué.
Selon le degré d'automatisation de l'usine d'évier, le processus suivant permet parfois d'atténuer les besoins en compétences de broyage des travailleurs.
Comme les deux faces adjacentes sont polies dans des directions différentes, des lignes chaotiques sont susceptibles de se produire sur les bords où les textures se rencontrent.
Une meule sera utilisée pour éliminer les lignes désordonnées entre les deux faces verticales.
À la fin du processus de meulage, la plaque supérieure est meulée pour éliminer le point de soudure, les lignes de soudure et les défauts de surface visibles dans le bassin.
#15. Ouverture du trou
Excavation du trou du robinet d'eau à l'endroit prévu selon les exigences de la commande.
Ce processus a un degré élevé de liberté et peut être ignoré directement en fonction des exigences de la commande, ou il peut se dérouler avant tout processus après le soudage.
#16. Marquage
Le marquage des éviers en acier inoxydable comprend principalement les deux méthodes suivantes : le marquage au laser et le marquage par estampage.
Pousser l'évier complètement dans la position baïonnette pour assurer une position d'impression cohérente.
Marque laser
La gravure au laser est utilisée pour le marquage.
Outre le marquage laser entièrement automatisé, il existe également un marquage laser de positionnement manuel moins coûteux (comme le montre l'image suivante).
Placez la membrane semi-perméable portant le logo de la marque à l'endroit désigné pour le marquage et utilisez un émetteur laser portatif pour l'éclairer à une distance nulle.
Le laser traverse la partie de la membrane semi-perméable qui transmet la lumière, afin de cautériser la surface en acier inoxydable.
#17. Restauration
Tout dommage mineur survenant à chaque étape de la production, mais ayant encore une valeur commerciale, est envoyé au site de réparation à la main avant le processus de pulvérisation.
#18. Revêtement par pulvérisation
Un traitement par pulvérisation de fond est effectué.
La pulvérisation a trois objectifs :
Faire prendre du poids à l'évier mince et léger ;
Pour couvrir les traces de brûlure causées par le recuit ;
Pour éviter la condensation dans l'environnement de la cuisine.
Toutefois, la plupart des fabricants d'éviers n'appliquent la peinture qu'au moment de la pulvérisation et ne disposent pas d'une fonction anti-condensation.
En plus de la pulvérisation, le décapage peut également éliminer les taches de brûlure causées par le recuit.
#19. Nettoyage et emballage
Le travail de nettoyage consiste à éliminer les résidus d'huile de vidange, de saleté et de pulvérisation sur l'avant de l'évier, ainsi que les restes de meule et d'acier inoxydable, les empreintes digitales et autres poussières.
L'évier peut être emballé dans des supports, de grandes boîtes ou même des emballages de vente au détail, en fonction des besoins des différents clients.
#20. Stockage
Enfin, le produit est placé dans l'entrepôt et attend d'être livré à l'endroit indiqué par l'acheteur.
Vidéo du processus de fabrication des éviers en acier inoxydable
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure