Pliage de tôle sans marque : Conseils et solutions
Les matrices de pliage sont les principaux équipements de transformation utilisés pour le formage des tôles. Avec la croissance d'industries telles que les machines d'ingénierie, les automobiles, les navires, l'aérospatiale, l'instrumentation électrique et la décoration des bâtiments, les entreprises de transformation exigent de plus en plus de précision et de complexité dans la forme des produits en tôle, ainsi qu'une meilleure qualité de surface. En particulier, le pliage [...]
Les matrices de pliage sont le principal équipement de traitement utilisé pour le formage des tôles.
Avec la croissance des industries telles que les machines d'ingénierie, les automobiles, les navires, l'aérospatiale, l'instrumentation électrique et la décoration des bâtiments, les entreprises de transformation exigent de plus en plus de précision et de complexité dans la forme des produits en tôle, ainsi qu'une meilleure qualité de surface.
En particulier, le processus de pliage des plaques d'acier inoxydable et d'aluminium nécessite des surfaces exemptes de rayures.
Pour éviter les marques de pliage sur la surface des pièces en tôle lors de la mise en œuvre de l'appareil, il est recommandé de ne pas utiliser l'appareil. pliage par presse plieuse nous examinerons les causes de ces marques sous quatre angles : méthode de pliage, dureté du matériau, structure concave de la matrice, sélection de la presse plieuse et précision de la matrice.
1. Défauts du cintrage traditionnel
Fig.1
La figure 1 présente les filière inférieure Dans la méthode de cintrage traditionnelle, qui comporte généralement une rainure en forme de V de différentes tailles pour plier des plaques de différentes épaisseurs, la structure de l'outil de cintrage n'est pas la même. Au cours du processus de pliage, la plaque se déplace le long du bord de la rainure en V dans la matrice inférieure, ce qui entraîne un écrasement et une friction générés par le système de pliage. force de flexionLes défauts de la rainure en V se traduisent par des marques de pliage distinctes sur la surface de la tôle formée. La largeur de ces défauts est d'environ 0,414 fois la largeur de la rainure en V, ce qui affecte sérieusement l'apparence et la qualité du produit.
Pour remédier aux défauts du cintrage traditionnel, il est nécessaire de surmonter le mouvement de la plaque, le frottement et la pression d'extrusion générés par la rainure en V dans la matrice inférieure pendant le processus de cintrage.
2. Technologie de pliage sans marque et structure de la matrice
Si l'on souhaite un produit en tôle sans rayures ni marques, une presse plieuse L'opérateur doit choisir des solutions adaptées pour éviter les frottements entre la tôle et les outils.
Le problème le plus fréquent est de savoir comment masquer les deux lignes qui peuvent apparaître dans la zone de contact entre la matrice et la tôle. Il existe plusieurs façons de les éviter :
(1) Nettoyer et lubrifier les matrices :
Le frottement des métaux et les rayures et marques qui en résultent peuvent être réduits en éliminant les débris tels que la calamine ou le zinc des matrices et en appliquant un lubrifiant pour réduire les frottements.
(2) Matrices à plus grand rayon :
Certaines matrices ont un rayon de courbure plus grand entre la surface supérieure et le bord du chanfrein. En pratique, pour une ouverture de filière donnée, la zone de contact entre la filière et la tôle est arrondie afin de diminuer le frottement entre les métaux.
Il s'agit d'une solution très efficace qui n'entraîne aucun coût supplémentaire autre que celui des matrices qui ont la même durée de vie que les matrices standard. Le seul inconvénient de l'arrondissement de la zone d'appui est la nécessité d'augmenter légèrement le bord intérieur minimal pour empêcher la feuille de tomber. dans le V de la matrice
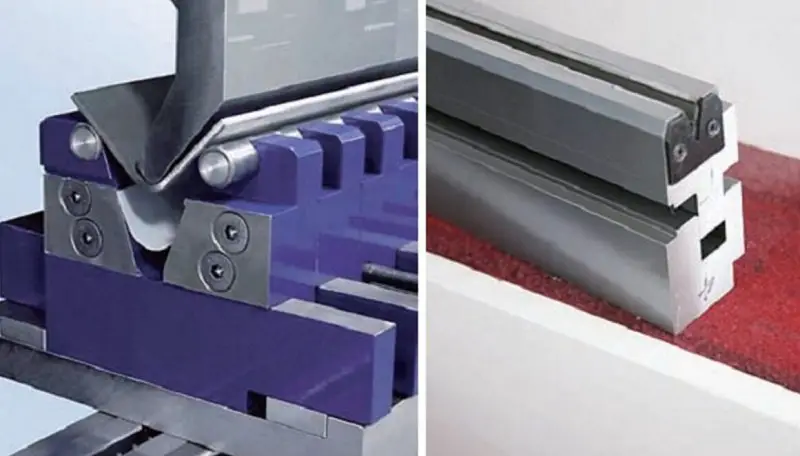
(3) Filière de marquage à rouleaux
Figure 2 Structure de la filière sans marque à rouleaux
Au cours de la processus de pliagela pièce entre en contact avec le mandrin en carbure cémenté de la matrice inférieure, et le mandrin tourne dans le sens de la plaque mobile.
Le frottement passe ainsi du frottement de glissement traditionnel au frottement de roulement, ce qui réduit les marques de pliage et l'abrasion liée à l'extrusion sur la surface de la pièce et améliore son aspect et sa précision.
Cependant, une pression d'écrasement subsiste entre le rouleau inférieur de la matrice et la plaque pendant le processus de pliage, de sorte que les marques de pliage ne peuvent être totalement évitées, en particulier lors du pliage de plaques de métal mou.
Les matrices à rouleaux réduisent considérablement la friction et évitent les rayures superficielles sur la tôle, mais elles sont également assez coûteuses et nécessitent un nettoyage fréquent pour s'assurer que des débris n'empêchent pas le rouleau de tourner dans son logement.
Les matrices à rouleaux sont très utiles pour le pliage de tôles épaisses car elles diminuer la force nécessaire.
(4) Plaque tournante sans marque
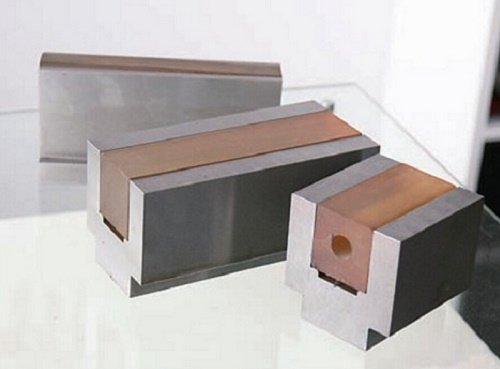
Fig.3
La figure 3 illustre la structure de la matrice sans marque à rotation de plaque.
Pendant le processus de pressage, le poinçon supérieur pousse la pièce dans le moule inférieur, et lorsque la pièce entre en contact avec la surface rotative, la plaque tournante du moule inférieur tourne.
Cela élimine le glissement relatif entre la pièce à usiner et la matrice inférieure, ce qui permet un contact surface à surface entre la pièce à usiner et la plaque tournante.
Cela permet d'éliminer les marques de pliage et l'abrasion liée à l'extrusion sur la surface de la pièce, améliorant ainsi efficacement son aspect et sa précision.
(5) Matrices avec inserts en nylon
Certaines matrices en acier sont dotées d'un logement pour des inserts en nylon qui sont généralement fixés à l'aide de vis sans tête.
Ces inserts peuvent avoir la forme requise pour le pliage ou une forme rectangulaire pour presser la tôle contre l'outil à rayon.
Ces outils sont très efficaces pour éliminer les imperfections, mais ils nécessitent le remplacement de l'insert lorsqu'il est usé par la tôle.
Ces matrices ne peuvent être utilisées qu'avec des tôles minces, car l'utilisation d'une charge excessive déformera rapidement et de façon permanente la veine.
(6) Film anti-rayures
Un film anti-rayures placé entre la tôle et la matrice protège la surface des rayures et des marques. Sa durée de vie dépend des outils utilisés, de l'angle et surtout du rayon de la pointe du poinçon.
Il doit être constitué d'un matériau non élastique afin de ne pas se déformer sous l'effet de la pression.
Lors de l'utilisation, l'opérateur doit diminuer la course Y du coulisseau de la même valeur que l'épaisseur du film, qui reste constante pendant le pliage.
Les films anti-rayures peuvent être fournis avec des tendeurs pour un positionnement correct du film et un remplacement facile lorsqu'il commence à se fissurer sous l'effet de l'usure.
(7) Support de tôle approprié
La tôle doit être correctement soutenue pendant le pliage et le retour de la poutre supérieure. Il s'agit d'un facteur clé pour les grandes produits en tôledont le poids peut entraîner une déformation par flexion dans la zone proche de la matrice si la tôle n'est pas correctement soutenue.
(8) Rayon de la pointe du poinçon
Bien que cela soit assez rare, il peut arriver que la partie intérieure d'un profilé doive être protégée contre les rayures. Dans ce cas, il est important de choisir un poinçon dont le rayon de la pointe est très proche du rayon intérieur requis.
Ceci est crucial si une force élevée est requise, car un poinçon avec un rayon de pointe trop petit aura tendance à pénétrer dans le matériau en laissant une rainure dans la tôle.
Outre les deux structures de moules sans marques susmentionnées, des tapis anti-marques, des manchons en caoutchouc résistant à la pression pour les moules concaves en forme de V simple, des revêtements de coussinets en polyuréthane+AT et des moules concaves en caoutchouc dur peuvent également être utilisés pour éviter les marques de pliage sur la surface des plaques métalliques au cours du processus de pliage. Ces matériaux permettent de répondre aux exigences de qualité du produit.
Toutefois, les coussins en caoutchouc, les manchons en caoutchouc, les blocs en caoutchouc solide et le caoutchouc dur sont susceptibles de se déformer pendant le processus de pliage, ont une durée de vie courte et peuvent affecter la précision dimensionnelle de la pièce pliée. Ils ne conviennent que pour les pièces qui ne nécessitent pas une grande précision dimensionnelle.
3. Technologie de cintrage magnétique sans marque
Avantages :
Faible coût : Les utilisateurs peuvent fabriquer eux-mêmes l'outil (joint magnétique).
Longue durée de vie : Cycles de remplacement plus longs.
Prévention efficace des indentations et de l'enroulement.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure