Imaginez que vous parveniez à plier des tôles à la perfection, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des méthodes innovantes telles que l'utilisation de matériaux non métalliques, les rainures en V des rouleaux, les structures de retournement et les films de protection. À la fin, vous comprendrez comment ces techniques minimisent le frottement et la pression, évitant les indentations indésirables et améliorant l'esthétique du produit. Explorez ces solutions pour améliorer l'aspect et la valeur de vos ouvrages métalliques.
La technologie du traitement des tôles n'a cessé de progresser, en particulier dans des applications telles que le pliage de précision de l'acier inoxydable, le pliage de pièces décoratives en acier inoxydable, le pliage d'alliages d'aluminium, le pliage de pièces d'avion et le pliage de plaques de cuivre, qui imposent des exigences de plus en plus strictes en matière de qualité de la surface de la pièce formée.
Le processus de pliage conventionnel a toutefois tendance à endommager la surface de la pièce, en laissant des empreintes ou des rayures visibles sur la surface qui entre en contact avec le moule. Cela a un impact négatif sur l'apparence du produit final et réduit sa valeur perçue par l'utilisateur.
Raisons des marques de pliage
Dans cet article, nous prendrons l'exemple du pliage d'une pièce en forme de V pour illustrer les subtilités du processus de pliage de la tôle.
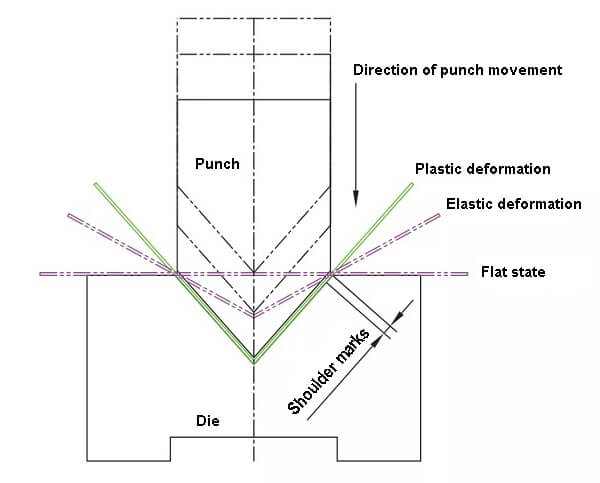
Le pliage de la tôle est une opération de formage précise au cours de laquelle une tôle est soumise à une déformation contrôlée sous la pression d'un poinçon ou d'une presse plieuse. Ce processus induit une déformation élastique et plastique du matériau, ce qui entraîne un changement de forme permanent.
La séquence de pliage commence par le contact initial entre le poinçon et la tôle. Au fur et à mesure que le poinçon descend, la tôle subit une déformation élastique, suivie d'une déformation plastique lorsque la limite d'élasticité du matériau est dépassée. Au cours des premières étapes du pliage plastique, la tôle conserve une certaine liberté de mouvement. Au fur et à mesure que le poinçon continue sa course vers le bas, la tôle est progressivement forcée dans la rainure en V de la matrice, ce qui entraîne une réduction graduelle du rayon de courbure et du bras de force de pliage.
Ce processus dynamique se poursuit jusqu'à ce que le poinçon atteigne la fin de sa course. À ce moment-là, la feuille entre en contact avec la matrice en trois points critiques : deux le long des épaulements de la rainure en V et un à la base. Ce système de contact en trois points garantit la formation précise de la forme en V souhaitée.
Tout au long de l'opération de pliage, la tôle subit un état de contrainte complexe. Les fibres extérieures sont soumises à des contraintes de traction, tandis que les fibres intérieures subissent une compression. Cette répartition des contraintes entraîne un phénomène connu sous le nom de retour élastique, qui doit être pris en compte dans la conception de l'outillage et les paramètres du processus.
À la fin du cycle de pliage, trois lignes d'indentation distinctes, communément appelées "marques d'épaulement", deviennent évidentes sur la pièce. Ces marques sont le résultat de la pression localisée exercée par les épaulements de la matrice et la base de la rainure en V au cours du processus de formage, comme l'illustrent les figures 1 et 2.
La formation et les caractéristiques des marques d'épaulement sont influencées par plusieurs facteurs interdépendants, que l'on peut classer en trois catégories : les propriétés des matériaux, la géométrie de l'outillage et les paramètres du processus. Il est essentiel de comprendre et de contrôler ces facteurs pour obtenir une qualité optimale des pièces et minimiser les marques visibles.
Figure 1 Schéma du processus de pliage
Figure 2 Marques de pliage
Méthode de pliage
Les marques d'épaulement sont principalement associées à l'interaction entre la tôle et l'épaulement de la matrice en V pendant le processus de pliage. Le jeu entre le poinçon et la matrice influence considérablement la distribution des contraintes de compression sur la tôle, ce qui se traduit par des degrés variables de probabilité et de gravité de l'indentation, comme l'illustre la figure 3.
Dans des conditions constantes de poinçon en V, l'ampleur de l'angle de flexion est directement liée à l'étendue de la déformation de la tôle et à la longueur du chemin de frottement au niveau de l'épaulement du poinçon. En outre, un angle de flexion plus important nécessite une application prolongée de la force de flexion par le poinçon, ce qui augmente la durée du contact. Ce temps de contact prolongé, combiné à l'augmentation de la déformation et de la friction, exacerbe la formation et l'intensité des marques d'épaulement sur la surface de la pièce.
L'interaction de ces facteurs - dégagement, angle de pliage, déformation, frottement et temps de contact - détermine collectivement les caractéristiques des marques d'épaulement qui en résultent. La compréhension et l'optimisation de ces paramètres sont essentielles pour obtenir des pliages de haute qualité avec un minimum de défauts de surface dans la fabrication de tôles de précision.
La structure de la rainure en V de la matrice
Lors de la flexion feuilles de métal d'épaisseurs différentes, les largeurs de rainures en V choisies diffèrent également.
Dans les mêmes conditions pour le poinçon, une plus grande taille de rainure en V pour la matrice conduit à une plus grande largeur d'indentation. Inversement, une friction plus faible entre la tôle et l'épaulement de la rainure en V de la matrice réduit la profondeur de l'empreinte.
Les plaques plus minces produisent des rainures en V plus étroites, ce qui entraîne des marques plus visibles.
Un autre facteur à prendre en compte en termes de frottement est le coefficient de frottement. Les différents rayons de l'épaulement de la rainure en V de la matrice entraînent des niveaux de frottement variables sur la tôle pendant le processus de pliage.
En ce qui concerne la pression exercée sur la feuille par la rainure en V de la matrice, un rayon plus grand de la rainure en V de la matrice réduit la pression entre la feuille et l'épaulement de la rainure en V de la matrice, ce qui entraîne une diminution des marques de pliage.
Degré de lubrification de la matrice rainure en V
Nous avons noté précédemment que la surface de la rainure en V de la matrice peut provoquer un frottement lorsqu'elle entre en contact avec le matériau de la feuille.
À mesure que le moule s'use, le contact entre la rainure en V et la tôle devient plus rugueux et le coefficient de frottement augmente. Le glissement de la tôle sur la surface de la rainure en V entraîne un contact entre d'innombrables aspérités et la surface, ce qui provoque une pression accrue sur la surface de la tôle et des indentations plus marquées.
En outre, si la rainure en V n'est pas nettoyée avant le pliage de la pièce, les débris résiduels sur la rainure en V peuvent provoquer des indentations évidentes en raison de la pression qu'ils exercent sur la tôle. Il s'agit d'un problème courant lors du pliage de pièces telles que les tôles galvanisées et les tôles d'acier au carbone.
Étant donné que la principale cause des marques de pliage est le frottement entre la tôle et l'épaulement en V de la matrice, nous pouvons utiliser la technologie de traitement pour réduire ce frottement.
La formule de la force de frottement, F=μ×Fn, montre que les facteurs affectant la force de frottement sont le coefficient de frottement (μ) et la pression (Fn), tous deux proportionnels à la force de frottement.
Par conséquent, les quatre solutions suivantes peuvent être utilisées pour obtenir un pliage sans marque :
1. Le matériau non métallique utilisé sur l'épaulement de la rainure de la matrice V
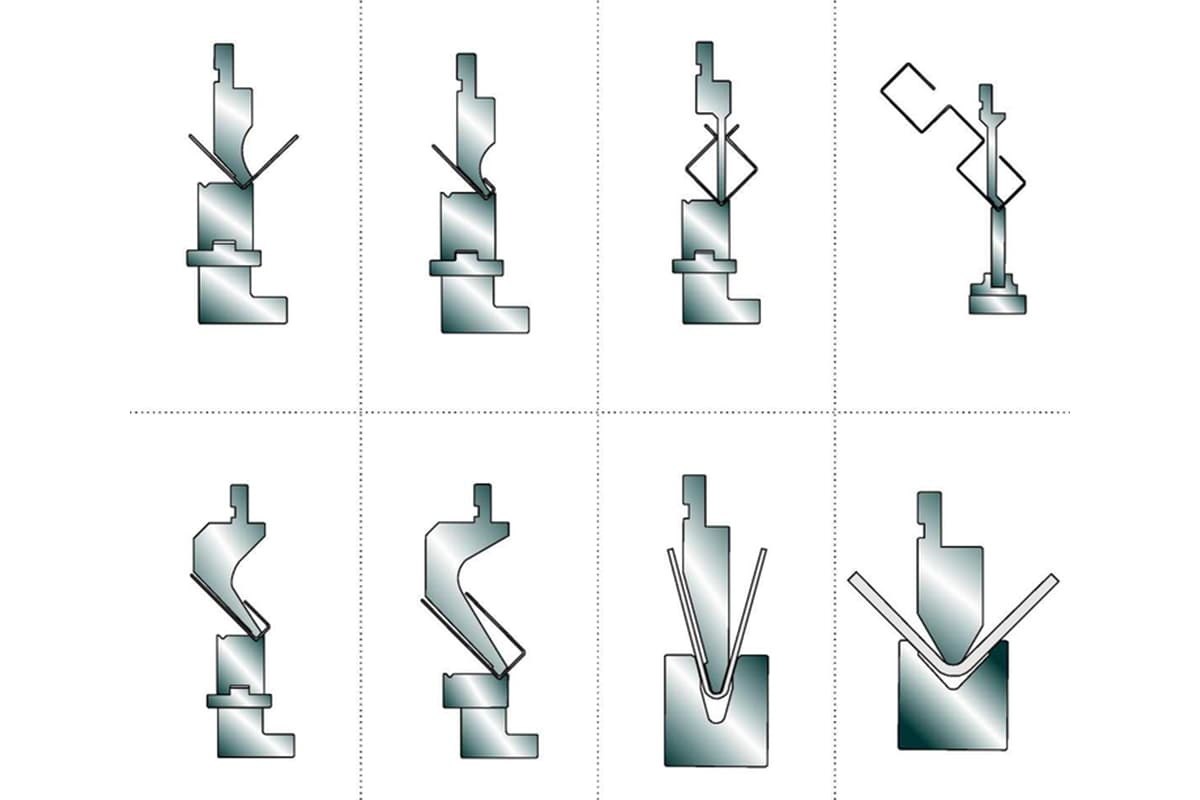
Figure 3 Type de pliage
L'approche traditionnelle consistant à augmenter simplement le rayon de l'épaulement de la rainure en V n'est pas une solution fiable pour réduire les empreintes de flexion.
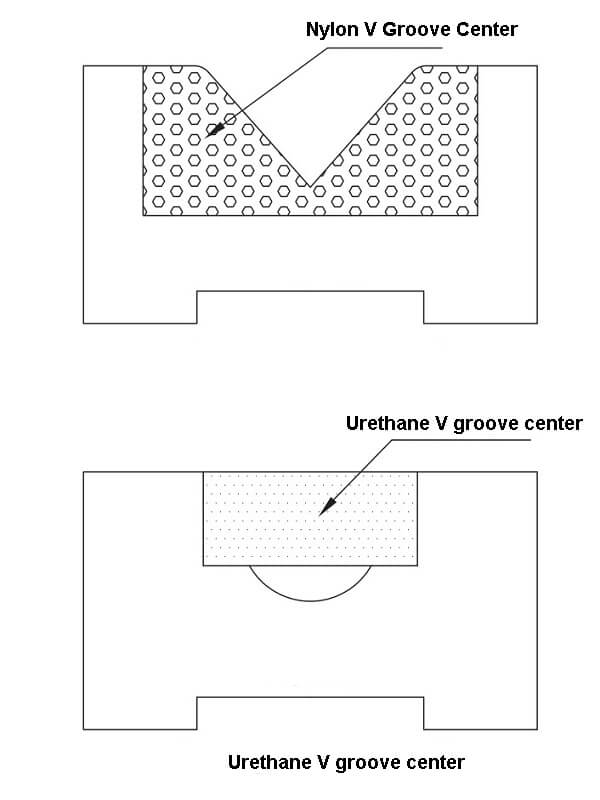
Pour diminuer la pression dans la paire de frottement, il est possible d'utiliser un matériau plus souple, non abrasif.matériau métallique pour l'épaulement à gorge en V, comme le nylon ou l'uréthane (élastomère PU), tant que l'effet d'extrusion nécessaire est maintenu. Toutefois, ces matériaux présentent l'inconvénient d'être sujets à l'usure et de nécessiter un remplacement fréquent.
Il existe actuellement plusieurs structures à rainures en V qui utilisent ces matériaux, comme l'illustre la figure 4.
Figure 4 Schéma de la structure non métallique de la rainure en V
2. Remplacer l'épaulement à rainure en V de la matrice par un épaulement à billes et à rouleaux.
En outre, dans le but de réduire le coefficient de frottement entre la feuille et la rainure en V, la paire de frottement de glissement entre la feuille et l'épaulement de la rainure en V peut être transformée en une paire de frottement de roulement, ce qui réduit considérablement la force de frottement agissant sur la feuille.
Cela permet d'éviter efficacement l'indentation de la courbure.
Actuellement, cette méthode est largement utilisée dans l'industrie du moule, et le moule pliant sans marque de balle (figure 5) est un exemple d'application courante.
Figure 5 Moule de pliage sans marque de bille
Pour éviter un frottement rigide entre le rouleau du moule de cintrage sans bille et la rainure en V, et pour faciliter la rotation et la lubrification du rouleau, des billes sont ajoutées pour réduire la pression et le coefficient de frottement.
Par conséquent, les pièces traitées par le moule de pliage sans marque ne présentent généralement pas de marques visibles, mais l'effet de pliage sans marque n'est pas optimal pour les matériaux tendres tels que l'aluminium et le cuivre.
D'un point de vue financier, la structure du moule de pliage sans bille est plus compliquée que celle des moules précédents, ce qui entraîne des coûts de traitement plus élevés et des difficultés de maintenance. Ces facteurs doivent être pris en compte par les chefs d'entreprise lors du choix de l'outillage.
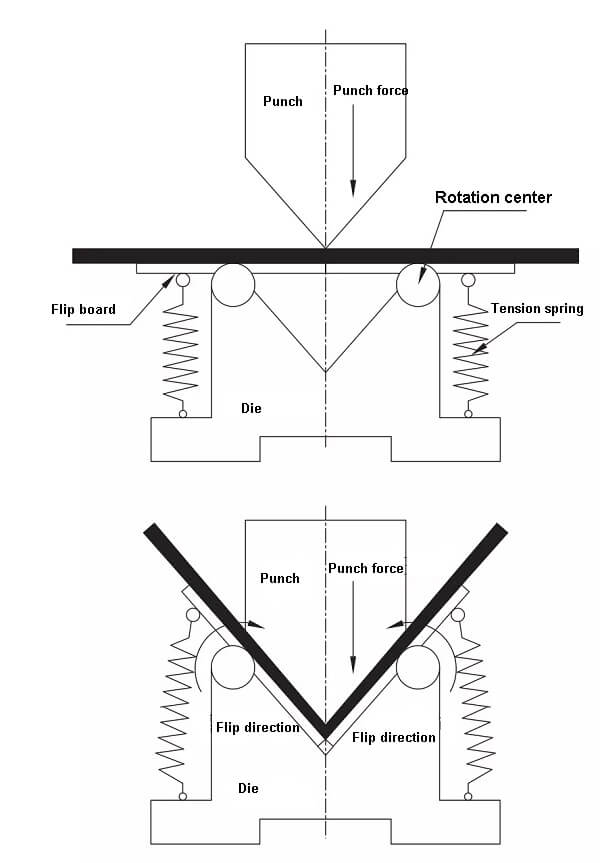
3. Transformer l'épaulement à rainure en V de la matrice en structure de basculement
Figure 6 Schéma de la structure en V inversé
Actuellement, il existe un autre type de moule dans l'industrie qui utilise le principe de la rotation du pivot pour plier la pièce en faisant tourner l'épaule de la matrice.
Cette conception de moule s'écarte de la structure traditionnelle de la rainure en V en transformant les surfaces inclinées de part et d'autre de la rainure en V en une structure réversible.
Pendant le pressage de la feuille par le poinçon, le mécanisme de rotation des deux côtés du poinçon est activé par la pression du poinçon, ce qui entraîne le pliage et la formation de la feuille, comme le montre la figure 6.
Dans ces conditions, la friction de glissement entre la tôle et la matrice est minimale et la tôle se rapproche du sommet du poinçon près du plan de tournage pour éviter les marques sur les pièces.
La structure de ce type de moule est plus complexe que les modèles précédents, avec un ressort de tension et une structure de plaque de basculement, ce qui entraîne des coûts de maintenance et de traitement plus élevés.
4. Isolation entre la rainure de la matrice V et la tôle
Les méthodes évoquées précédemment visent toutes à obtenir un cintrage sans marque en modifiant les moules de cintrage.
D'un point de vue commercial, il n'est pas toujours possible de développer et d'acheter une nouvelle série de moules pour le pliage sans marque de pièces individuelles.
Du point de vue du contact par friction, tant que le moule est séparé de la feuille, il n'y a pas de friction.
Par conséquent, sans changer la matrice de pliage, il est possible d'obtenir un pliage sans marque en utilisant un film souple pour empêcher le contact entre la rainure en V et la feuille.
Ce film souple, également connu sous le nom de film de pliage sans marque, est généralement composé de matériaux tels que le caoutchouc, le PVC (chlorure de polyvinyle), le PE (polyéthylène) et le PU (polyuréthane).
Le caoutchouc et le PVC ont des coûts de matières premières moins élevés, mais ils manquent de résistance à la pression, ont de mauvaises performances en matière de protection et ont une courte durée de vie.
Le PE et le PU, quant à eux, sont d'excellents matériaux d'ingénierie. Le film de pliage et de pressage sans marque fabriqué à partir de ces matériaux a une bonne résistance à la déchirure et une longue durée de vie, ce qui lui confère une bonne protection.
Le film de protection contre le pliage sert de tampon entre la pièce et l'épaulement du moule, atténuant la pression entre le moule et la feuille, et empêchant ainsi la pièce d'être rayée pendant le pliage.
Lorsqu'il est utilisé, le film de pliage peut être placé sur la matrice, ce qui permet de réduire les coûts et de faciliter l'utilisation.
Actuellement, l'épaisseur du film de pliage sans marquage disponible dans le commerce est généralement de 0,5 mm, et la taille peut être personnalisée en fonction des besoins.
Sous une pression de 2 tonnes, le film de pliage sans marque peut généralement atteindre une durée de vie d'environ 200 cycles de pliage. Il présente une forte résistance à l'abrasion, une excellente résistance à la déchirure, des performances de pliage supérieures, une résistance à la traction et un allongement élevés, une résistance aux lubrifiants et une résistance aux solvants hydrocarbonés aliphatiques.
Cet article a présenté plusieurs méthodes pour réaliser un pliage sans marque, et le tableau 1 fournit une comparaison de ces méthodes.
Tableau 1 Comparaison du processus de cintrage sans marque
Élément de contraste
Rainure en V de type nylon
Rainure en V en uréthane
Rouleau Rainure en V
Rainure de type flip
Feuille de pliage sans marque
Angle de flexion
Différents angles
Arc
Différents angles
Couramment utilisé à angle droit
Différents angles
Feuille applicable
Plaques diverses
Plaques diverses
Plaques en cuivre non aluminé et autres plaques tendres
Plaques diverses
Plaques diverses
Limitation de la longueur
≥50mm
≥200mm
100mm
/
/
Durée de vie
15 ~ 200 000 fois
10 ~ 150 000 fois
/
/
200 fois
Remplacement de la maintenance
Remplacer le nylon
Remplacement du bloc PU
Remplacer le rouleau
Remplacement intégral ou remplacement d'accessoires tels que les ressorts d'extension
Remplacement intégral
Coût
Faible
Faible
Coûteux
Coûteux
Faible
Avantage
Peu coûteux et adapté au pliage sans marque d'une large gamme de plaques, en utilisant la même approche que le filière inférieure d'une cintreuse standard.
Faible coût, convient pour le pliage sans marque de diverses plaques
Longue durée de vie
Convient pour le pliage sans marque de diverses plaques
Faible coût, en utilisant la même méthode que la filière standard
Limitation
Durée de vie plus courte que les moules standard, la taille des segments est limitée à plus de 50 mm.
Actuellement, elle ne s'applique qu'au pliage sans marquage des produits en forme d'arc.
Cette méthode a un coût élevé et son effet de flexion sans marque sur les matériaux tendres tels que l'aluminium et le cuivre n'est pas optimal. Le frottement et la déformation des billes sont difficiles à contrôler, ce qui peut entraîner des marques sur d'autres plaques rigides, et les exigences en matière de longueur et de fente sont plus restrictives.
Cher, petit champ d'application, longueur limitée et ouverture en V
Sa durée de vie est plus courte que celle d'autres solutions, son remplacement fréquent réduit l'efficacité de la production et son coût augmente considérablement lorsqu'il est utilisé en grandes quantités.
Réflexions finales
La concurrence dans le domaine de la transformation de la tôle L'industrie agroalimentaire est intense et, pour rester compétitives, les entreprises doivent constamment améliorer leur technologie de transformation. Elles doivent tenir compte non seulement de la fonctionnalité du produit, mais aussi de son aptitude à la transformation, de son aspect et de l'économie de la transformation. En utilisant des méthodes de transformation plus efficaces et plus rentables, les entreprises peuvent rendre leurs produits plus faciles à transformer, plus économiques et plus attrayants.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Imaginez que vous achetiez une presse plieuse et que vous vous rendiez compte qu'elle ne répond pas à vos besoins - une erreur coûteuse ! Ce guide explique les principes et les facteurs essentiels à prendre en compte lors de l'achat d'une presse plieuse. De...
Imaginez que vous puissiez façonner le métal avec une telle précision qu'il se transforme en formes complexes et personnalisées sans effort. C'est la magie de l'outillage de presse-plieuse, un processus essentiel dans la fabrication de tôles. Dans ce...
Faites passer votre entreprise à la vitesse supérieure