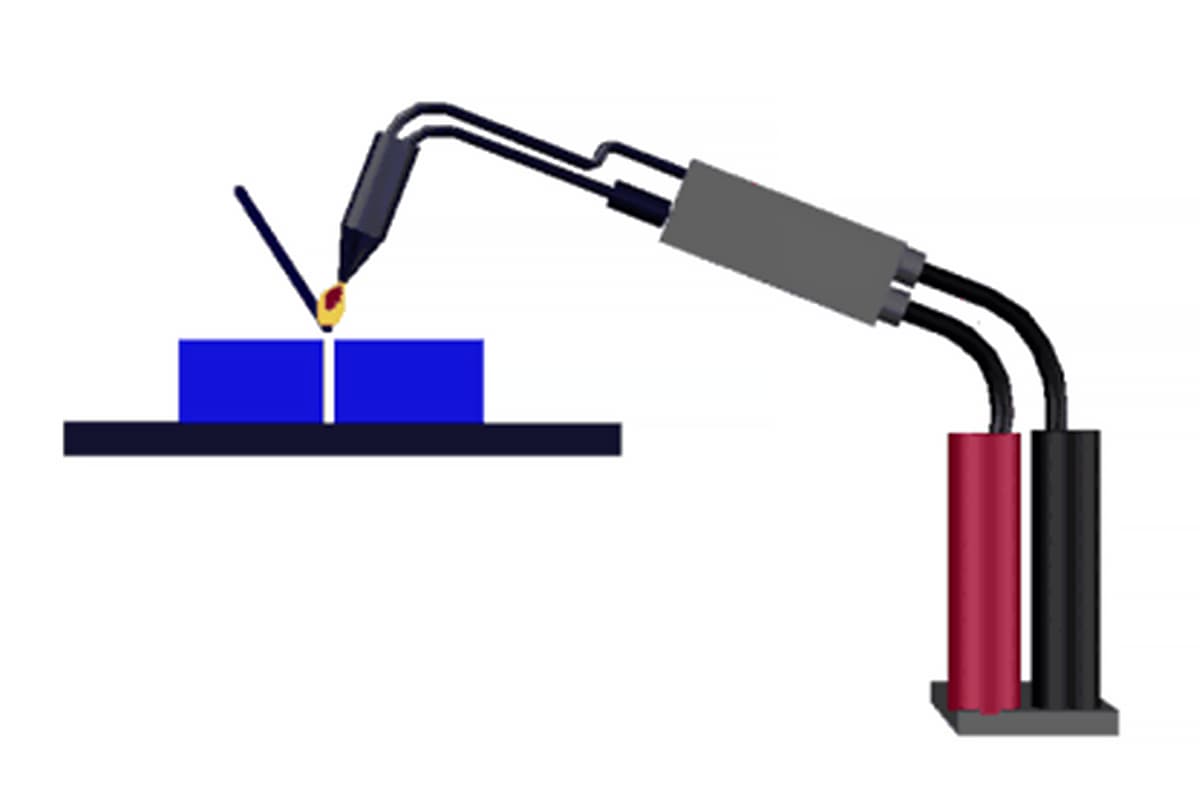
1. Soudage à l'air chaud
Également connu sous le nom de soudage au gaz chaud.
De l'air comprimé ou un gaz inerte (généralement de l'azote) est porté à la température souhaitée par l'intermédiaire d'un dispositif de chauffage situé dans le pistolet de soudage, puis pulvérisé sur la surface en plastique et sur la baguette de soudage, ce qui leur permet de fondre et de s'assembler sous une pression minimale.
Les plastiques sensibles à l'oxygène (comme le polyamide) doivent être chauffés au gaz inerte, tandis que les autres plastiques peuvent généralement être chauffés à l'air filtré. Cette méthode est couramment utilisée pour souder des plastiques tels que le chlorure de polyvinyle, le polyéthylène, le polypropylène, le polyoxyméthylène, le polystyrène et l'acétate de carbonate.
2. Soudage à la presse à chaud
Presse à chaud Le soudage utilise la chaleur et la pression pour fusionner un fil métallique avec le métal de la zone de soudage. Le principe consiste à induire une déformation plastique du métal de la zone de soudage par la chaleur et la pression, ce qui rompt la couche d'oxyde sur l'interface de soudage. Cela permet au fil d'entrer dans la zone d'attraction atomique avec la surface de contact du métal soudé, ce qui entraîne une attraction interatomique et permet d'atteindre l'objectif de liaison.
3. Soudage à la plaque
Chaud soudage de plaques adopte une structure en forme de tiroir où la chaleur de la machine à plaque chauffante est transférée à la surface de fusion des composants chauffants en plastique supérieur et inférieur par chauffage électrique. Cela fait fondre leurs surfaces, après quoi la machine à plaques chauffantes est rapidement retirée, ce qui permet aux surfaces fondues des deux composants chauffés de fusionner, de se solidifier et de s'unifier.
L'ensemble de la machine se présente sous la forme d'un cadre, composé d'un gabarit supérieur, d'un gabarit inférieur et d'un gabarit chaud, et est équipé de moules chauds et de moules supérieurs et inférieurs de refroidissement du plastique, fonctionnant à l'aide d'une commande pneumatique.
4. Soudage de métaux par ultrasons
Le soudage des métaux par ultrasons utilise des ondes de vibration à haute fréquence transmises aux surfaces de deux métaux à souder. Sous l'effet de la pression, les deux surfaces métalliques frottent l'une contre l'autre, ce qui entraîne une fusion entre les couches moléculaires. Ses avantages sont la rapidité, l'efficacité énergétique, la force de fusion élevée, la bonne conductivité, l'absence d'étincelles et le fait qu'il s'agit d'un procédé presque froid.
Elle présente toutefois des inconvénients : les pièces métalliques à souder ne peuvent pas être trop épaisses (généralement inférieures ou égales à 5 mm), les points de soudure ne peuvent pas être trop grands et une pression est nécessaire.
5. Soudage au laser
Soudage au laser est une méthode de soudage efficace et précise qui utilise un faisceau laser à haute densité énergétique comme source de chaleur. Elle représente un aspect important de la technologie de traitement des matériaux par laser. En règle générale, l'assemblage des matériaux est réalisé à l'aide d'un faisceau laser continu. Le processus de physique métallurgique est extrêmement similaire au soudage par faisceau d'électrons, où le mécanisme de conversion de l'énergie est complété par une structure en "trou de serrure".
La température équilibrée à l'intérieur de la cavité atteint environ 2500 °C, et la chaleur est transférée depuis la paroi de la cavité à haute température, faisant fondre le métal entourant la cavité. Le trou de serrure est rempli de vapeur à haute température produite par l'évaporation continue du matériau de la paroi sous l'irradiation du faisceau.
Comme le faisceau pénètre continuellement dans le trou de serrure et que le matériau à l'extérieur s'écoule, le trou de serrure reste dans un état stable avec le mouvement du faisceau. Le métal en fusion remplit le vide laissé par le déplacement du trou de serrure et se solidifie par la suite, formant ainsi une cordon de soudure.
6. Brasage
Brasage est une technique de soudage qui consiste à chauffer un matériau d'apport, dont le point de fusion est inférieur à celui des pièces à assembler, jusqu'à ce qu'il devienne suffisamment fluide. Ce fluide remplit alors l'espace entre les deux pièces par action capillaire (appelée mouillage) et, après solidification, les assemble.
Traditionnellement, aux États-Unis, cette méthode est appelée brasage si la température est supérieure à 800°F (427°C), sinon on parle de brasage tendre.
7. Soudage manuel
Le soudage manuel est une méthode de soudage qui implique l'utilisation d'une torche, d'un pistolet ou d'une pince de soudage portatifs.
8. Soudage par résistance
Le soudage par résistance est un procédé et une technique de fabrication qui permet d'assembler des métaux ou d'autres matériaux thermoplastiques, comme les plastiques, en les chauffant. Cette méthode soude les pièces assemblées en appliquant une pression par l'intermédiaire d'électrodes et en utilisant la chaleur résistive générée lorsqu'un courant électrique traverse la surface de contact et les zones adjacentes du joint.
9. Soudage par friction
Soudage par friction est un procédé de soudage à l'état solide qui utilise l'énergie mécanique comme source d'énergie. Il fonctionne en générant de la chaleur par le frottement des faces frontales de la pièce, ce qui les amène à un état plastique, après quoi il complète le processus de soudage. processus de soudage par soudage à la forge.
10. Soudage sous laitier électroconducteur
Soudage sous laitier électroconducteur est un procédé qui utilise la chaleur résistive générée par le courant électrique passant à travers le laitier en fusion comme source de chaleur, faisant fondre le métal d'apport et le matériau de base. Il en résulte une connexion solide entre les atomes de métal lors de la solidification. Au début du processus de soudage, le fil de soudage est court-circuité avec la rainure pour créer un arc. Une quantité minimale de flux solide est ajoutée en continu et la chaleur de l'arc électrique le fait fondre, formant un laitier liquide.
Lorsque le laitier atteint une certaine profondeur, la vitesse d'alimentation du fil de soudage est augmentée et la tension est réduite, ce qui permet au fil d'être inséré dans le bassin de laitier. L'arc s'éteint, ce qui permet de passer au procédé de soudage sous laitier. Les principaux types de soudage sous laitier comprennent le soudage sous laitier à guide consommable, le soudage sous laitier à guide non consommable, le soudage sous laitier à fil-électrode et le soudage sous laitier à plaque-électrode.
Les inconvénients de cette méthode sont les suivants : apport de chaleur élevé, exposition prolongée du joint à des températures élevées, surchauffe à proximité du cordon de soudure et structures de moulage grossièrement cristallines dans le métal soudé, ce qui se traduit par une faible résistance aux chocs. En général, les pièces soudées doivent subir un traitement thermique après soudage, tel que la normalisation et le revenu.
11. Soudage à haute fréquence
Le soudage à haute fréquence est un procédé qui utilise la chaleur de résistance à l'état solide comme source d'énergie. Pendant le soudage, les courants électriques à haute fréquence génèrent une chaleur résistive à l'intérieur de la pièce, chauffant ainsi la surface de la pièce. zone de soudure à un état fondu ou presque plastique. Ensuite, une pression de forgeage est appliquée (ou non), ce qui facilite l'union des métaux.
12. Rivetage
Le rivetage désigne la méthode d'assemblage de deux plaques relativement minces. Pour ce faire, il faut forage Les plaques et les objets sont reliés entre eux par des trous percés aux endroits appropriés, des rivets insérés et des rivets fixés à l'aide d'un pistolet à rivets.
13. Fusion à chaud
La fusion à chaud est une méthode d'assemblage qui, après avoir été chauffée jusqu'au point de fusion, passe à l'état liquide.