Les 8 propriétés mécaniques incontournables de l'acier inoxydable
Vous êtes-vous déjà demandé pourquoi l'acier inoxydable est si largement utilisé dans l'ingénierie et la fabrication ? Cet article explore les huit propriétés mécaniques critiques qui rendent l'acier inoxydable indispensable : limite d'élasticité, résistance à la traction, coefficient d'élasticité, allongement, indice d'écrouissage, coefficient d'équilibre de l'austénite, point de transformation de la martensite et taille des grains. La compréhension de ces propriétés vous permettra de mieux comprendre la polyvalence et la fiabilité de l'acier inoxydable dans diverses applications. Plongez dans cette étude pour découvrir comment ces propriétés affectent les performances et la pertinence de vos projets.
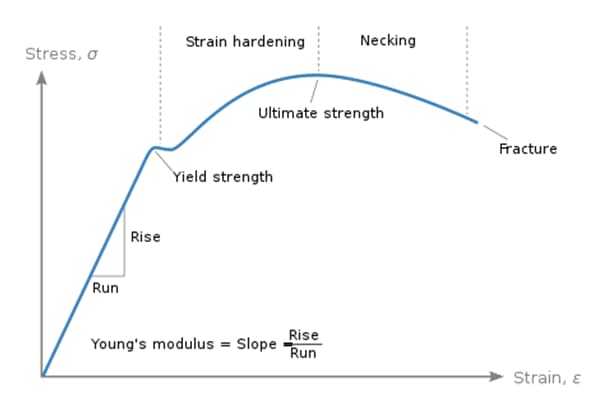
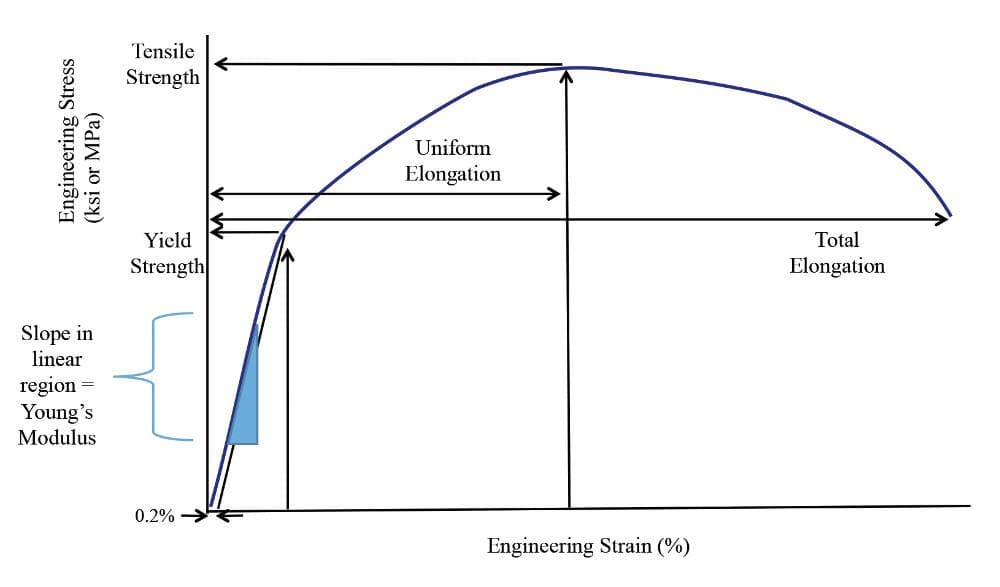
P0.2 - charge supportée par un échantillon de traction avec une déformation plastique de 0,2%
F0 - surface de section originale de l'échantillon de traction
Un faible limite d'élasticité d'un matériau signifie qu'il a tendance à se déformer, qu'il a un rebond minimal après avoir été formé et qu'il possède des propriétés favorables pour l'ajustement à la matrice et le maintien de la forme pendant le formage.
2. Résistance à la traction
(symbole mécanique σb, abréviation TS)
σb=Pb/F0
Pb - charge maximale supportée par l'éprouvette de traction avant rupture
F0 - surface de section originale de l'échantillon de traction
Une résistance élevée à la traction d'un matériau signifie qu'il résiste à la rupture lors de la déformation, ce qui le rend apte à subir une déformation plastique.
3. Taux de rendement
(σ0.2/σb)
La limite d'élasticité a un impact significatif sur la formabilité des matériaux lors de l'emboutissage.
Lorsque le rapport de la limite d'élasticité est faible, le stade de la déformation plastique allant de la limite d'élasticité à la rupture en tôle est prolongée, ce qui réduit le risque de fracture lors de la mise en forme et facilite l'emboutissage.
En général, une faible limite d'élasticité améliore la résistance à la fissuration de la tôle lors de divers événements. procédés de formage.
L'allongement est le rapport entre l'augmentation totale de la longueur du matériau entre la déformation plastique et la rupture, et sa longueur d'origine. Il s'exprime comme suit :
δ - allongement du matériau (%) ;
L - longueur de l'échantillon lorsqu'il est retiré (mm) ;
L0 - longueur de l'échantillon avant tension (mm).
Un allongement élevé d'un matériau signifie qu'il peut subir une plus grande déformation plastique et qu'il a une bonne résistance aux fissures, ce qui le rend favorable à l'emboutissage, bridageet bombés.
En règle générale, le coefficient de flottement et la propriété de gonflement (valeur d'Ericsson) d'un matériau sont directement proportionnels à son allongement.
5. Indice d'écrouissage (n)
L'indice d'écrouissage, également connu sous le nom de "valeur n", reflète l'écrouissage à froid des matériaux et son impact sur la formabilité lors de l'emboutissage.
Un indice d'écrouissage élevé indique que le matériau a une forte capacité de déformation locale et peut empêcher efficacement l'amincissement local. Cela signifie que l'augmentation de la déformation limite d'instabilité entraîne une distribution plus uniforme de la déformation et que la limite de formage globale du matériau est élevée pendant le formage.
6. Coefficient d'équilibre de l'austénite (A)
A(BAL) = 30(C+N)+0,5Mn+Ni-1,3Cr+11,8
La stabilité des austénite est indiqué par la "valeur A". Une valeur A plus petite signifie que l'austénite est moins stable.
La structure de l'acier est susceptible d'être modifiée par le travail à froid et à chaud, ce qui peut affecter ses propriétés mécaniques.
Ni, Mn, C et N sont des éléments communs qui contribuent à la formation et à la stabilisation de l'eau. austénite dans l'acier inoxydable, en particulier le Ni. Une augmentation de la teneur en ces éléments peut accroître le coefficient d'équilibre austénitique et rendre la structure austénitique plus stable.
Cr, Mo, Si, Ti et Nb sont des éléments qui contribuent à former et à stabiliser la structure de la ferrite. Une augmentation de la teneur en Cr peut réduire le coefficient d'équilibre austénitique.
Acier inoxydable SUS304 est une structure austénitique pure qui possède sa propre stabilité. Après l'écrouissage, il devient dur parce qu'une partie de la structure austénitique se transforme en martensiteLa martensite induite par l'écrouissage est un phénomène connu sous le nom de martensite induite par l'écrouissage.
L'acier inoxydable austénitique a un faible coefficient d'équilibre, ce qui le rend susceptible de se transformer en martensite ou de subir d'autres transformations. formation de martensite pendant l'écrouissage, ce qui entraîne un degré élevé d'écrouissage.
7. Point de transformation de la martensite induit par l'écrouissage Md (30/50)
Le point de transformation en martensite (Md(30/50)) est la température à laquelle 50% du matériau subit une transformation en martensite après avoir subi 30% de déformation réelle à froid. Plus la teneur en éléments d'alliage dans l'acier inoxydable austénitique, plus le point de transformation de la martensite est bas.
L'acier inoxydable austénitique dont le point de transformation de la martensite est plus bas est moins sujet à la martensite induite lors de l'écrouissage et présente un faible degré d'écrouissage.
L'écrouissage de l'acier inoxydable est causé par deux facteurs : l'écrouissage dû à une augmentation des dislocations et l'écrouissage dû à la transformation structurelle (de l'austénite à la martensite).
L'acier SUS430 ne subit pas de transformation structurelle au cours de la déformation et son écrouissage est uniquement dû à une augmentation des dislocations.
En revanche, l'écrouissage de l'acier SUS304 est principalement dû à la transformation de l'austénite en martensite, avec une contribution plus faible d'une augmentation des dislocations. C'est pourquoi l'écrouissage de l'acier inoxydable austénitique est plus prononcé que celui de l'acier SUS304. acier inoxydable ferritique.
La teneur en Ni a un effet significatif sur le point de transformation de la martensite dans l'acier inoxydable austénitique. Une augmentation de la teneur en Ni entraîne un abaissement du point de transformation de la martensite et un moindre degré d'écrouissage.
8. Taille des grains (N)
La signification physique de la taille des grains peut être comprise selon la formule suivante :
ξ=2N+3
ξ-Nombre de grains par millimètre carré de la surface de section ;
Taille des grains N.
Relation entre la taille des cristaux et les propriétés mécaniques de SUS304
Un niveau de granulométrie N plus élevé signifie qu'il y a plus de grains par unité de surface de section transversale, ce qui rend la granulométrie plus fine. Il en résulte une plus grande résistance et un meilleur allongement du matériau.
L'acier avec N>5 (256 grains/mm) est considéré comme un acier à grain fin.
Une taille de grain importante peut augmenter le rapport de déformation plastique (R) du matériau, mais diminue également le rapport de limite d'élasticité et l'allongement.
Cependant, avec de gros grains, il peut y avoir des orientations différentes à la surface de la tôle, ce qui entraîne une déformation inégale et provoque l'effet "peau d'orange" à la surface du matériau.
L'affinage de la taille des grains peut réduire l'apparition de la peau d'orange, mais si la taille des grains est trop fine, le rapport de déformation plastique diminuera, et le rapport de limite d'élasticité et d'allongement augmentera, ce qui le rendra moins favorable à la mise en forme.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé quel était le poids réel de l'osmium, l'élément naturel le plus dense ? Cet article présente un calculateur de poids d'osmium conçu pour vous aider à déterminer avec précision le poids...
Qu'est-ce qui distingue l'acier inoxydable 201 de l'acier inoxydable 202 ? Bien qu'ils appartiennent à la même série, il existe des différences subtiles qui peuvent avoir un impact significatif sur leurs applications. Cet article explore les principales variations...
Vous êtes-vous déjà demandé ce qui rend le bronze si spécial et si polyvalent ? Cet article explore le monde fascinant du bronze, un alliage composé principalement de cuivre mélangé à des éléments tels que l'étain,...
Vous êtes-vous déjà interrogé sur le monde fascinant de la dureté des métaux ? Dans cet article de blog, nous allons nous plonger dans les concepts et méthodes intrigants qui permettent de mesurer et d'améliorer la dureté des...
Vous vous interrogez sur le poids de votre projet acier ? Ne cherchez pas plus loin ! Dans cet article de blog, nous allons explorer le monde intrigant du calcul du poids de l'acier. En tant qu'ingénieur mécanique chevronné, je...
Vous êtes-vous déjà interrogé sur la différence entre les poutres en H et les poutres en I dans la construction ? Bien qu'ils se ressemblent, ces deux types de poutres en acier ont des caractéristiques distinctes qui les rendent...
Vous êtes-vous déjà interrogé sur le monde fascinant des densités métalliques ? Dans cet article de blog, nous allons nous pencher sur l'importance de la compréhension des densités des métaux pour les ingénieurs en mécanique. En tant que...
Vous êtes-vous déjà demandé comment mesurer avec précision le poids du plomb pour votre prochain projet ? Cet article révèle des idées d'experts et des conseils pratiques sur l'utilisation d'une calculatrice de poids de plomb. Découvrez les...
Qu'est-ce qui distingue la nuance d'acier inoxydable 022Cr19Ni10 ? Connu pour sa faible teneur en carbone et sa grande résistance à la corrosion, cet alliage polyvalent est essentiel dans diverses industries. Cet article se penche...
Faites passer votre entreprise à la vitesse supérieure