Guide de dépannage de la machine à cisailler mécanique
Votre cisaille mécanique ne fonctionne pas comme elle le devrait ? Dans ce guide, vous trouverez des étapes de dépannage détaillées pour des problèmes courants tels que des largeurs de cisaillement incohérentes, des problèmes de rectitude de surface, des bavures excessives, etc. Apprenez à diagnostiquer et à résoudre ces problèmes pour que votre équipement fonctionne efficacement et en douceur. Cet article fournit des solutions pratiques pour garantir la précision et la fiabilité de vos opérations de cisaillage.
1. Principe de transmission de la machine à cisailler mécanique
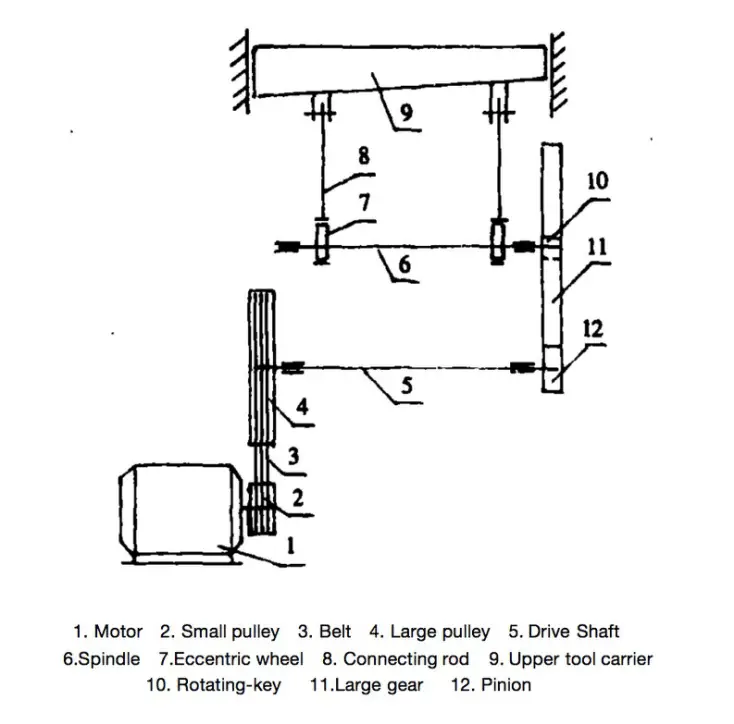
Comme l'illustre la figure 1, la machine à cisailler mécanique utilise un système de transmission de puissance à plusieurs niveaux pour convertir le mouvement de rotation en action de coupe linéaire. Le processus commence par un moteur, qui sert de source d'énergie principale. Ce moteur entraîne une petite poulie, qui est reliée par une courroie à une poulie plus grande, créant ainsi la première étape de réduction de la vitesse et d'amplification du couple.
La grande poulie est montée sur un arbre d'entraînement qui transfère l'énergie de rotation à un train d'engrenages composé d'un petit pignon et d'un grand engrenage entraîné. Ce train d'engrenages réduit encore la vitesse de rotation tout en augmentant le couple de sortie. L'engrenage le plus grand est couplé à l'arbre principal, qui supporte une roue excentrique (également appelée came).
Lorsque l'arbre principal tourne, la roue excentrique transforme le mouvement de rotation en mouvement linéaire alternatif. Cette transformation est réalisée grâce à un mécanisme de bielle qui relie la roue excentrique au coulisseau (porte-outil supérieur). Le coulisseau, guidé par des roulements linéaires de précision, se déplace verticalement de manière contrôlée.
Le point culminant de cette chaîne cinématique est le mouvement cyclique de haut en bas du porte-outil supérieur, qui maintient la lame mobile. Lorsqu'il est synchronisé avec la lame inférieure stationnaire, ce mouvement produit l'action de cisaillement nécessaire pour des opérations précises de coupe de métal.
La conception de ce système mécanique permet une transmission de force élevée, un contrôle précis de la course de cisaillement et la possibilité d'ajuster les paramètres de coupe en modifiant les rapports d'engrenage ou les dimensions de la roue excentrique pour s'adapter aux différentes épaisseurs et propriétés des matériaux.
2. Analyse et dépannage d'une machine à cisailler mécanique
2.1 La largeur des pièces de cisaillement n'est pas constante et la précision répétée des pièces du lot est hors tolérance.
Analyse des causes :
Le mauvais positionnement du déflecteur et l'espace important entre celui-ci et la lame de cisaillement provoquent un mouvement lors du verrouillage.
Le mouvement du déflecteur n'est pas synchronisé des deux côtés, ce qui entraîne un écart important entre les parties de la transmission.
Un mauvais réglage de la force du ressort de pression entraîne une pression inégale et un mouvement du matériau de la plaque pendant le cisaillement.
La déformation du déflecteur et le rectitude hors tolérance entraîne un positionnement imprécis des pièces.
L'écart entre le rail de guidage supérieur et inférieur du coulisseau de la lame de cisaillement et la plaque de pression n'est pas correctement réglé.
Méthode d'élimination :
L'écart doit être éliminé pour que la distance entre le déflecteur et la lame de cisaillement soit cohérente. L'erreur de positionnement répétée ne doit pas dépasser 0,03/1000 après le verrouillage.
L'écart entre les pièces de la transmission doit être éliminé.
L'écart entre le faisceau de pression et le tôle doit être réglée à environ 10 mm et la force de compression du ressort doit être réglée à 11kn et maintenue égale aux deux extrémités.
L'erreur de planéité et de rectitude du déflecteur doit être réparée à 0,02/1000 près.
L'écart entre le rail de guidage et la plaque de pressage doit être réglé à 0,03 mm près.
2.2 La rectitude de la surface des pièces de cisaillement est hors tolérance, avec un phénomène de convexité ou de concavité.
Analyse des causes :
L'erreur horizontale importante dans l'installation de la table de travail provoque une distorsion de l'équipement.
L'importante erreur de planéité de la surface d'appui verticale des ciseaux supérieurs et inférieurs fait que la rectitude de la lame de cisaillement dépasse la tolérance après la fixation.
Le mouvement de la lame de cisaillement vers le haut et vers le bas, la torsion des deux côtés de la surface du rail de guidage (pas dans le même plan) ou l'usure du rail de guidage entraînent un dépassement de la rectitude.
Méthode d'élimination :
Réaligner le niveau d'installation de l'équipement pour garantir une précision de 0,05/1000.
Corriger la surface d'appui de l'emboîtement des parties supérieure et inférieure de l'appareil. lames de cisailles et assurer une planéité de 0,03/1000.
Réparer et gratter le rail de guidage du lit pour s'assurer que les deux extrémités sont parallèles l'une à l'autre et que la rectitude est garantie entre 0,02/1000.
2.3 La bavure sur la partie coupante de la pièce est trop importante.
Analyse des causes :
L'écart entre les lames supérieures et inférieures de la cisaille n'est pas correctement réglé.
Le tranchant est usé et émoussé.
L'écart entre les lames de cisaillement supérieures et inférieures est inégal, ce qui entraîne l'apparition de bavures au niveau de l'écart le plus important.
Méthode d'élimination :
Ajuster l'écart pour qu'il soit compris entre 5% et 8% de l'épaisseur de la feuille.
Remplacer ou affûter le tranchant.
Ajustez et inspectez tous les 500 mm pour vous assurer que l'écart est régulier et ne dépasse pas 0,05 mm.
2.4 Une bande étroite est cisaillée et les pièces sont tordues et déformées.
Analyse des causes :
Le jeu de la surface de guidage de la lame de cisaillement est trop important.
Les deux côtés de la surface de guidage du coulisseau de la lame de cisaillement sont tordus ou sont devenus hors tolérance en raison de l'usure.
Méthode d'élimination :
Ajuster la plaque de pressage pour s'assurer que le jeu du rail de guidage des deux côtés ne dépasse pas 0,03 mm.
Gratter le bloc de glissement et le rail de guidage du lit de manière à ce que la surface de contact du bloc de glissement et du rail de guidage du lit soit de (25 x 25) mm.2 avec 12 points, et la rectitude est inférieure à 0,02/1000.
2.5 Les parties de la bande étroite de cisaillement contiennent des matériaux historiques et des matériaux de poussée.
Analyse des causes :
Le plan de la chicane est incliné et non perpendiculaire au plan horizontal.
Le parallélisme de la surface d'appui verticale équipée de la lame supérieure est hors tolérance.
Méthode d'élimination :
Réparer le plan du déflecteur pour s'assurer qu'il est perpendiculaire au plan horizontal.
Lorsque la tourelle supérieure se déplace vers le bas, réglez la distance entre les deux surfaces verticales qui s'adaptent à la lame supérieure et à la lame inférieure afin de garantir une erreur de 0,02/1000.
2.6 L'embrayage de la course unique ne s'enclenche pas et la lame de cisaillement n'agit pas.
Analyse des causes :
L'usure de la partie rotative de la clavette et de l'encoche triangulaire de la douille tampon provoque le glissement de l'embrayage lors de l'engagement avec le vilebrequin.
Le ressort de commande de la clé rotative est cassé ou desserré, ce qui entraîne une force insuffisante et un manque de souplesse dans le mouvement de la clé rotative.
La bande et le disque de frein sont réglés trop serrés, ce qui entraîne un glissement de l'embrayage.
Méthode d'élimination :
Remplacer la clé rotative et réparer l'encoche triangulaire du manchon tampon pour s'assurer que la clé rotative se déplace librement et que la combinaison est sécurisée lorsque l'encoche triangulaire est engagée.
Remplacer le ressort et ajuster la tension pour s'assurer que la clé rotative se déplace librement.
Ajuster le serrage de la bande de freinage.
2.7 La coupe continue se produit pendant une seule course.
Analyse des causes :
La tête d'épingle et le bloc de commande de la poignée de la clé rotative sont usés, ce qui fait que la tête d'épingle de la clé rotative ne s'enclenche pas.
Un mauvais réglage de la position de la plaque de contrôle empêche la tête de la clé rotative de s'enclencher.
Méthode d'élimination :
Réparer la tête de la clé rotative en la soudant et en lui redonnant sa taille d'origine.
Ajuster la position mutuelle du bloc de contrôle et le réparer.
2.8 Un phénomène d'impulsion et un bruit anormal se produisent lors d'une course du coulisseau de cisaillement.
Analyse des causes :
La clé rotative ne s'adapte pas correctement à la rainure triangulaire du manchon tampon, ce qui entraîne une usure et un angle de rotation incorrect de la clé rotative. Il en résulte des impacts et des bruits lors du mouvement alternatif du tranchant.
La force du ressort de la clé rotative est trop faible pour la maintenir en place, ce qui provoque un impact lorsque le curseur se déplace de haut en bas.
La force du ressort d'équilibrage du mouvement de montée et de descente du coulisseau de la lame de cisaillement n'est pas correctement réglée.
Méthode d'élimination :
Réparez la surface de contact entre la partie rotative de la clé rotative et la rainure triangulaire du manchon tampon afin de garantir que la clé tourne librement et de manière fiable.
Ajuster ou remplacer le ressort pour obtenir une force suffisante.
Ajustez la force du ressort jusqu'à ce que le curseur se déplace en douceur, sans choc ni vibration.
2.9 Lorsque le volant moteur tourne au ralenti, l'embrayage émet un son rythmique.
Analyse des causes :
La partie tournante de la clé rotative ne se dégage pas complètement de la rainure triangulaire du manchon tampon, ce qui provoque un bruit après un tour.
Méthode d'élimination :
Meuler la surface de contact de la clé rotative et ajuster sa position pour résoudre le problème.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Vous êtes-vous déjà demandé ce qui fait une lame de cisaille parfaite ? Dans cet article, nous allons explorer le monde fascinant des aciers pour matrices, des variétés pour le travail à froid à celles pour le travail à chaud. Vous découvrirez les secrets de leur...
Vous êtes-vous déjà demandé comment de puissantes machines transforment le métal brut en pièces précises et utilisables ? Cet article dévoile les secrets de la cisaille hydraulique, une merveille d'ingénierie. Apprenez comment elle coupe...
Vous êtes-vous déjà demandé qui sont les principaux acteurs de l'industrie des cisailles ? Dans cet article, nous allons explorer les principaux fabricants de cisailles en Chine pour 2023. Vous découvrirez des entreprises qui...
Vous êtes-vous déjà demandé comment la précision et l'efficacité se conjuguent dans la découpe industrielle ? Cet article explore le monde fascinant des cisailles guillotines, en détaillant leurs avantages et leurs défis. Apprenez comment les...
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Faites passer votre entreprise à la vitesse supérieure