Qu'est-ce qu'un rouleau de tôle ?
La machine à laminer les plaques métalliques est un type d'équipement qui utilise des cylindres de travail pour tôle pliée Le métal est un matériau qui permet de former des pièces cylindriques, coniques et d'autres formes.
Il s'agit d'un équipement essentiel pour la fabrication de tôles.
Types de rouleaux de tôle
Les machines à rouler sont des équipements de production essentiels utilisés dans diverses industries, notamment l'électroménager, les appareils à pression, l'énergie éolienne, le transport maritime, l'aérospatiale, l'armée et la remise à neuf d'automobiles.
La machine à laminer les plaques a la capacité de plier feuilles de métal en grands arcs, en cylindres, en ellipses, en carrés et en arcs multisectoriels.
Dans cet article, nous donnerons un bref aperçu des types et des applications des rouleaux de tôle.
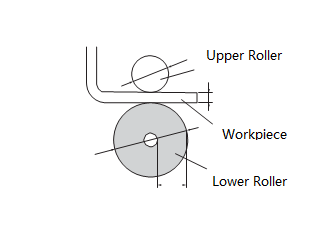
La cintreuse de plaques à deux rouleaux est équipée d'un rouleau supérieur en métal rigide et d'un rouleau inférieur recouvert d'un matériau en polyuréthane très résistant qui peut être ajusté verticalement.
Lorsque le rouleau tourne, le rouleau supérieur et la plaque d'alimentation sont soumis à une pression qui entraîne la déformation de la couche élastique du rouleau inférieur. Le volume constant de l'élastomère entraîne une contre-pression uniforme et continue qui oblige la plaque et le rouleau rigide à rester en contact étroit, ce qui permet à la plaque d'être formée en cylindre par la rotation.
La profondeur de la déformation de la couche élastique, ou l'indentation du rouleau supérieur, est le principal paramètre technologique qui détermine la durée de vie de la machine. rayon de courbure. Des études ont montré qu'à mesure que la réduction augmente, le rayon de courbure de la tôle diminue, mais qu'à partir d'une certaine valeur d'indentation, le rayon de courbure tend à rester stable quelle que soit la réduction. Il s'agit là d'une caractéristique importante de la plaque à rouleaux jumelés technologie de pliage.
Les cintreuses de plaques à double rouleau sont principalement conçues pour les plaques métalliques d'une largeur de 2000 mm et d'une épaisseur inférieure à 2 mm pour le laminage en rond, ce qui les rend idéales pour la production par lots de conteneurs minces dans l'industrie de l'électroménager. Ces machines sont souvent équipées de systèmes d'alimentation et de déchargement automatiques, ce qui permet d'atteindre des niveaux élevés d'automatisation et d'efficacité.
Avantages :
Les avantages de la cintreuse de plaques à deux rouleaux sont les suivants :
- Il n'est pas nécessaire de plier les extrémités, ce qui accélère la vitesse de traitement.
- Capable de réaliser un façonnage de haute précision en une seule fois.
- Les plaques métalliques ne se fissurent pas et ne présentent pas de déformation irrégulière, même après le poinçonnage, la découpe et le laminage.
- Ne provoque pas de plis ou de rayures à la surface des pièces.
- L'augmentation de la réduction de laminage ou la modification de l'espacement des deux rouleaux n'affecte pas le diamètre des pièces, ce qui rend l'utilisation facile et moins exigeante en termes de précision.
Inconvénients :
Cependant, la cintreuse de plaques à deux rouleaux présente certaines limites, notamment :
- La nécessité de changer la roue à rouleaux de guidage à chaque changement de diamètre des pièces la rend inadaptée à la production multi-variétés et à la production en petites séries.
- Il n'est pas en mesure de traiter des plaques épaisses, d'une épaisseur maximale de 6 à 9 mm.
Il existe différents types de cintreuses de plaques à trois rouleaux, qui peuvent être classés en catégories mécaniques et hydrauliques.
D'un point de vue structurel, les cintreuses de plaques à trois rouleaux peuvent être divisées en trois types de cintreuses inclinées. machines à laminer les tôlesType de déplacement horizontal sous le rouleau, et type de déplacement géométrique variable.
Cintreuse de plaques à 3 rouleaux asymétriques
Les cintreuses de plaques asymétriques à 3 rouleaux sont généralement actionnées par un moteur mécanique. Les rouleaux supérieur et inférieur sont tous deux des rouleaux de puissance fixes, le rouleau supérieur étant stationnaire et le rouleau inférieur capable de se soulever et de tourner. Le rouleau inférieur travaille conjointement avec le rouleau supérieur pour presser l'extrémité avant de la plaque métallique, tandis que le rouleau latéral, qui sert de rouleau auxiliaire, se soulève pour déformer la plaque pendant le cintrage. Les rouleaux supérieur et inférieur travaillent ensemble pour obtenir un laminage rond et en arc de la plaque métallique.
Ces machines sont utilisées pour laminer des plaques d'acier à faible teneur en carbone d'une longueur inférieure à 2500 mm et d'une épaisseur inférieure à 4 mm en cylindres ou en segments d'arc. Le processus de laminage est rapide et efficace, ce qui permet d'économiser de l'énergie et de réduire les coûts de production.
Cependant, le segment linéaire pré-courbé est deux fois plus épais que la plaque, et la machine nécessite des opérateurs qualifiés, ce qui accroît les exigences techniques pour le personnel.
Type de déplacement du rouleau inférieur horizontal
Rouleau inférieur horizontal déplacer 3 rouleaux Les rouleaux de plaques sont les machines de laminage de plaques les plus utilisées et les mieux établies, tant au niveau national qu'international. Ils sont généralement actionnés par un système hydraulique.
Le principe de fonctionnement des rouleaux inférieurs horizontaux qui déplacent 3 rouleaux de plaques est le suivant :
Le rouleau supérieur est un rouleau fixe à rotation motorisée, et les deux rouleaux latéraux se déplacent le long d'un arc de cercle prédéterminé pendant le fonctionnement pour presser la plaque de métal contre le rouleau supérieur. La rotation du rouleau supérieur complète le processus de laminage du cylindre ou du cône.
Les cintreuses horizontales à rouleaux inférieurs de type 3 peuvent généralement cintrer des plaques d'une largeur allant jusqu'à 4 000 mm et d'une épaisseur de 6 à 40 mm. Le principal avantage de ces machines est leur coût relativement faible. Cependant, elles requièrent des opérateurs hautement qualifiés car le processus de profilage ne peut pas être achevé en une seule passe et le segment linéaire de pré-cintrage est supérieur à deux fois l'épaisseur de la plaque.
Machine à laminer les plaques à géométrie variable
Plaque géométrique variable machines à rouler sont les équipements de laminage de plaques les plus avancés disponibles au niveau national et international. Ils sont capables de laminer des plaques métalliques d'une épaisseur comprise entre 20 et 250 mm.
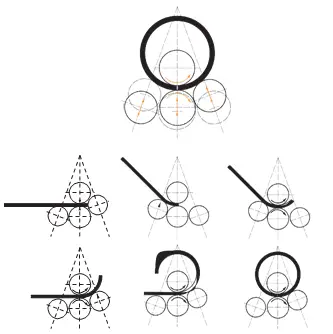
Le principe de fonctionnement des machines à laminer les plaques à géométrie variable est illustré dans l'image suivante.
Dans une machine à laminer les plaques à géométrie variable, le rouleau supérieur est un rouleau motorisé qui peut se déplacer de haut en bas, tandis que les deux rouleaux latéraux servent de rouleaux moteurs qui peuvent se déplacer horizontalement de manière indépendante.
Le mouvement de chaque rouleau peut créer une forme géométrique spécifique, d'où le nom de "machine à laminer les plaques à géométrie variable".
En cours de fonctionnement, la machine utilise une alimentation et un pré-cintrage horizontaux des plaques, ce qui élimine le besoin de dispositifs de poussée latérale et de mouvement des rouleaux latéraux à l'extérieur. En outre, la capacité de pliage augmente considérablement et le segment linéaire de pré-cintrage n'est pas supérieur à l'épaisseur de la plaque.
Avantage :
La machine à laminer les plaques à géométrie variable offre plusieurs avantages, notamment
- Possibilité de remplacer le rouleau supérieur par des rouleaux de diamètre différent.
- Possibilité d'installer un système de commande numérique avec PLC, réduisant le niveau de compétence requis de l'opérateur.
- L'absence d'un segment linéaire pré-courbé significatif.
- Alimentation horizontale, éliminant le besoin d'un dispositif de poussée latérale coûteux.
- Capacité à rouler des pièces coniques à grand angle.
- Un prix inférieur à quatre plaque à rouleaux des cintreuses ayant des capacités de cintrage similaires.
Inconvénient :
Toutefois, la machine à laminer les plaques à géométrie variable présente certaines limites, notamment
- Vitesse de laminage plus lente que celle des cintreuses de plaques à quatre rouleaux.
- Impossibilité de rouler des formes d'arc à segments multiples.
Machine à laminer les plaques à quatre rouleaux
Quatre plaque à rouleaux Les cintreuses sont très fiables et largement utilisées dans l'industrie manufacturière. Ce sont des machines polyvalentes capables d'enrouler des arcs multi-segments, des formes en o, des carrés, des cercles, des arcs et bien d'autres choses encore. Ces machines peuvent également être équipées d'un dialogue homme-machine hautement automatisé. Système CNC.
Les cintreuses de plaques à quatre rouleaux existent en version mécanique et hydraulique. La version mécanique convient au laminage de plaques métalliques d'une épaisseur inférieure à 6 mm, tandis que la version hydraulique permet de laminer des plaques d'une épaisseur allant de 6 à 200 mm.
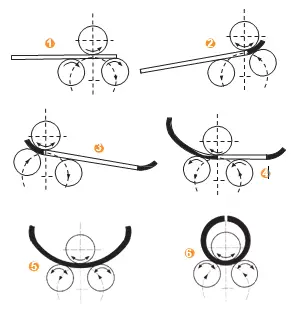
L'image suivante illustre le principe de fonctionnement d'une cintreuse de plaques à 4 rouleaux.
Le rouleau supérieur d'une cintreuse de plaques à 4 rouleaux est un rouleau rotatif motorisé qui reste en place, tandis que le rouleau inférieur peut se déplacer vers le haut et vers le bas. Le rouleau inférieur travaille conjointement avec le rouleau supérieur pour serrer la plaque de métal. Les deux rouleaux latéraux se déplacent de haut en bas dans une direction oblique, servant à positionner et à former la plaque.
Si le principe de fonctionnement des cintreuses de plaques à 4 galets est le même sur l'ensemble du marché, il existe des différences structurelles, telles que l'utilisation de guides d'arc planétaires ou d'un système d'entraînement de la plaque à l'aide d'un système d'entraînement. guides linéaires pour le mouvement des rouleaux latéraux.
Avant 2003, les cintreuses de plaques à 4 galets utilisaient principalement des guides linéaires. Depuis, les guides planétaires à arc sont devenus la technologie dominante.
Certains fabricants choisissent encore d'utiliser des guides linéaires, malgré leur coût plus élevé, parce qu'ils sont plus faciles à entretenir. Les guides linéaires offrent également des avantages significatifs lors de l'enroulement de pièces de grande taille. plaques d'alliage ou des alliages de titane.
Pour les plaques métalliques dont la limite d'élasticité est inférieure à 500 Mpa, la différence entre les guides linéaires et les guides planétaires est minime. Les guides d'arc planétaires offrent un coût d'utilisation beaucoup plus faible.
Avantage :
Les cintreuses de tôles à quatre rouleaux sont capables de répondre à l'ensemble des besoins en matière de laminage de tôles et peuvent être équipées de niveaux élevés d'automatisation, y compris de dispositifs d'alimentation automatique vers le haut et vers le bas.
Inconvénient :
Cependant, le segment linéaire pré-courbé est supérieur à 1,5 fois l'épaisseur de la plaque.
Outre les rouleaux de tôle courants mentionnés ci-dessus, il existe également des rouleaux spécialisés, tels que les rouleaux verticaux, les rouleaux à tambour raidi et les rouleaux pour bateaux, entre autres.