L'emboutissage des métaux et la conception des matrices : Le guide définitif
Vous êtes-vous déjà interrogé sur le monde fascinant de l'emboutissage des métaux ? Dans cet article de blog, nous allons nous embarquer dans un voyage passionnant pour explorer les subtilités de ce processus de fabrication essentiel. En tant qu'ingénieur mécanique expérimenté, je vous guiderai à travers les concepts clés, en partageant des idées précieuses et des exemples du monde réel. Préparez-vous à découvrir comment l'emboutissage des métaux façonne notre vie quotidienne et à découvrir les secrets de son efficacité et de sa polyvalence remarquables.
Connaissance de base du processus d'emboutissage des métaux
L'emboutissage du métal est un processus de fabrication en grande série qui transforme des feuilles de métal plates en formes spécifiques à l'aide de forces mécaniques. Cette technique polyvalente est essentielle dans diverses industries, notamment l'automobile, l'aérospatiale, l'électronique et la production de biens de consommation. Le processus comprend plusieurs composants et étapes clés :
Filière et poinçon : La matrice est un outil spécialement conçu pour façonner le métal, tandis que le poinçon est utilisé pour appliquer une force et presser le métal dans la matrice.
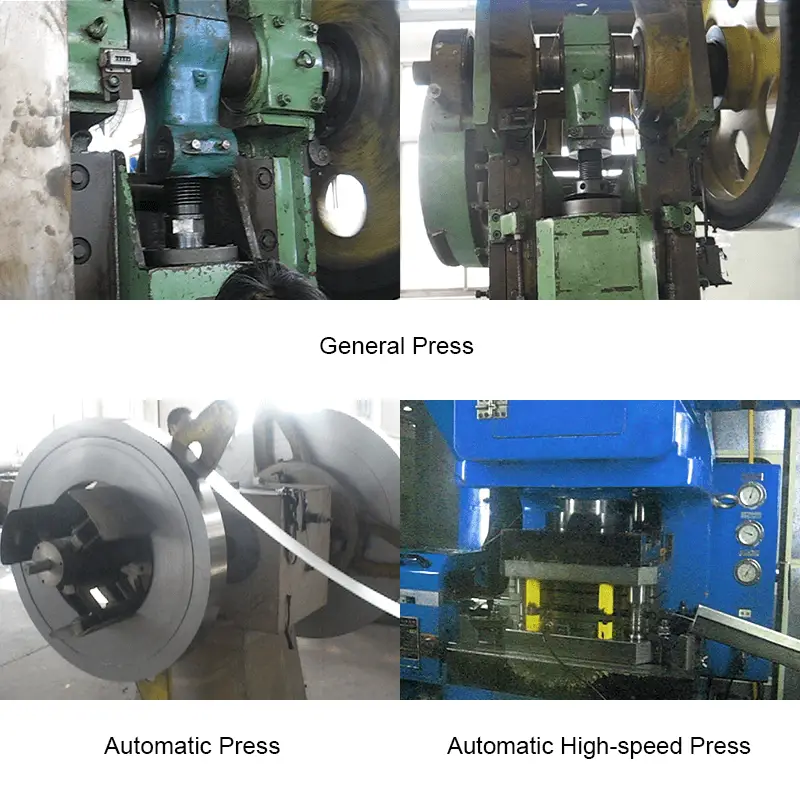
Presse : Une presse mécanique ou hydraulique fournit la force nécessaire pour façonner le métal.
Tôle ou ébauche de métal : La matière première, généralement sous forme de bobines ou de flans prédécoupés, est introduite dans la presse.
Étapes de l'estampillage : a. Découpage : Découpe de la forme initiale de la tôle. b. L'emboutissage : Façonner le métal en une forme tridimensionnelle. c. Perçage : Création de trous ou d'ouvertures dans la pièce. d. Pliage : Plier le métal le long d'une ligne droite. e. Monnaie : Pressage du métal pour obtenir des dimensions et des finitions de surface précises.
Emboutissage progressif : Méthode qui combine plusieurs opérations d'estampage dans un seul jeu de matrices, ce qui augmente l'efficacité et la précision.
Considérations relatives aux matériaux : Le choix du métal (acier, aluminium, cuivre, etc.) influe sur le processus d'emboutissage et sur les caractéristiques du produit final.
Précision et tolérances : Les procédés d'emboutissage modernes permettent d'obtenir des tolérances serrées, souvent de l'ordre de ±0,05 mm ou moins, en fonction du matériau et de la complexité de la pièce.
Automatisation et capteurs : De nombreuses opérations d'emboutissage intègrent désormais la robotique et des capteurs avancés pour améliorer l'efficacité, la cohérence et le contrôle de la qualité.
Analyse par éléments finis (FEA) : Des simulations informatiques sont utilisées pour optimiser la conception des outils et prévoir le comportement des matériaux pendant l'emboutissage.
Opérations de post-emboutissage : Les pièces peuvent être soumises à des processus supplémentaires tels que l'ébavurage, le traitement thermique ou la finition de surface afin de répondre aux spécifications finales.
1.1 Caractéristiques et applications du processus d'emboutissage des métaux
Qu'est-ce que l'estampillage ?
L'emboutissage, également connu sous le nom de pressage, est un processus de fabrication qui consiste à donner des formes spécifiques à des tôles plates ou à des matériaux non métalliques à l'aide d'outils et d'équipements spécialisés. Ce processus se déroule généralement à température ambiante, ce qui en fait une technique de formage à froid. La définition de l'emboutissage peut être formulée comme suit :
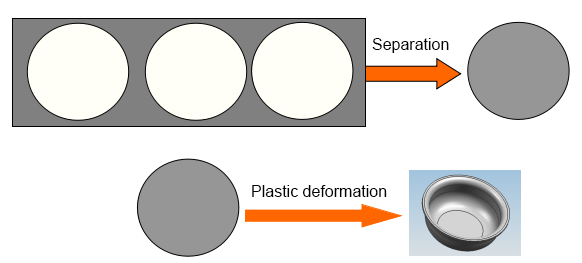
À température ambiante, une feuille métallique (ou non métallique) est soumise à une force contrôlée à l'aide d'un appareil de mesure. presse d'estampage et une matrice conçue avec précision. Cette action induit soit une séparation des matériaux, soit une déformation plastique, ce qui permet d'obtenir des composants dont la forme, les dimensions et les propriétés mécaniques sont prédéterminées.
Les principaux aspects du processus d'estampage sont les suivants
Température : L'emboutissage est principalement réalisé à température ambiante, ce qui en fait un processus de travail à froid. Il n'est donc pas nécessaire de le chauffer, ce qui améliore l'efficacité énergétique et la manipulation des matériaux.
Matière première : La principale pièce à usiner dans l'emboutissage est une feuille, généralement en métal, d'où le terme alternatif d'"emboutissage de tôle". Les matériaux courants sont l'acier, l'aluminium, le laiton et divers alliages.
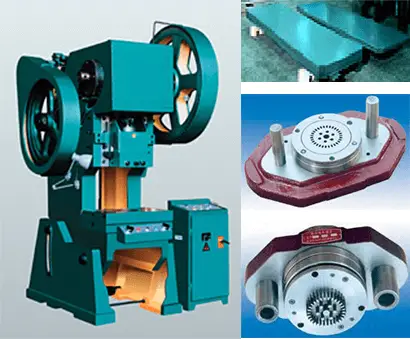
Équipement et outillage : L'emboutissage nécessite trois éléments essentiels :
Presse d'estampage : La machine qui fournit la force nécessaire.
Jeu de matrices : Outils conçus avec précision pour façonner le matériau.
Matière première : La tôle ou la feuille non métallique à former.
Mécanisme de déformation : L'emboutissage repose sur la déformation plastique, c'est-à-dire que le matériau est soumis à une contrainte supérieure à sa limite d'élasticité, mais inférieure à sa résistance ultime à la traction. Cela permet un changement de forme permanent sans rupture du matériau.
Polyvalence : L'emboutissage permet de produire une large gamme de pièces, allant de simples rondelles plates à des panneaux de carrosserie automobile complexes, grâce à diverses opérations telles que le découpage, le perçage, le pliage et l'emboutissage.
Efficacité de la production : L'emboutissage est particulièrement adapté à la production de gros volumes, offrant des temps de cycle rapides et une qualité constante des pièces lorsqu'il est correctement outillé et exploité.
Caractéristiques et applications de l'emboutissage des métaux :
(1) Productivité élevée et fonctionnement rationalisé, facilitant une mécanisation et une intégration de l'automatisation sans faille.
(2) Une précision dimensionnelle exceptionnelle et une cohérence supérieure d'une pièce à l'autre, garantissant une interchangeabilité optimale.
(3) Des taux d'utilisation des matériaux impressionnants, généralement compris entre 70% et 85%, certains procédés avancés atteignant une efficacité de 95%.
(4) Capacité à produire des géométries complexes difficiles ou impossibles à réaliser avec les méthodes d'usinage conventionnelles, telles que des pièces embouties à parois minces présentant des caractéristiques complexes.
(5) Permet la production de pièces légères présentant d'excellents rapports rigidité/poids et une grande intégrité structurelle.
(6) Le procédé de formage à froid élimine le besoin de chauffage, ce qui permet de réaliser des économies d'énergie et d'obtenir une qualité de finition de surface supérieure.
(7) Réduction significative des coûts unitaires dans les scénarios de production en grande quantité.
Ces caractéristiques font de l'emboutissage un procédé de fabrication particulièrement polyvalent, qui allie haute qualité, efficacité, économie d'énergie et rentabilité d'une manière inégalée par les autres méthodes d'usinage des métaux.
Par conséquent, l'emboutissage des métaux trouve des applications étendues dans diverses industries. Dans les secteurs de l'automobile et des machines agricoles, les composants estampés représentent 60% à 70% des pièces. De même, l'industrie de l'instrumentation et du comptage fait appel à l'emboutissage pour 60% à 70% de ses composants. Le processus est également répandu dans la production d'une large gamme d'ustensiles de cuisine et d'articles d'usage quotidien en acier inoxydable.
La polyvalence de l'emboutissage des métaux couvre une gamme impressionnante d'applications, depuis les composants électroniques miniatures et les pointeurs d'instruments de précision jusqu'aux panneaux de carrosserie automobile et aux poutres structurelles à grande échelle. Même dans l'industrie aérospatiale, des composants critiques tels que les revêtements d'avion sont fabriqués à l'aide de techniques d'emboutissage avancées. Cet éventail d'applications souligne la capacité d'adaptation du processus à des exigences d'échelle et de complexité diverses dans de nombreux secteurs.
Inconvénients de l'estampage
Le cycle de fabrication des moules est long et le coût élevé. Parce qu'il utilise des méthodes et des moyens de traitement traditionnels et des matériaux de moulage traditionnels
Toutefois, avec l'avènement des technologies avancées de traitement des moules et des matériaux de moulage non traditionnels, cette lacune peut être progressivement surmontée.
Par exemple :
Fabrication de moules à partir d'alliages à faible point de fusion
Fabrication de moules par prototypage rapide
Moule économique
En bref, l'industrie du moule est l'industrie de base d'un pays, et le niveau de conception et de fabrication des moules est devenu une mesure du niveau de fabrication des produits dans un pays.
Les pays développés attachent une grande importance au développement des moules.
Le Japon estime que "le moule est la force motrice pour entrer dans une société riche" ;
Allemagne : "l'empereur de l'industrie de transformation des métaux" ;
Roumanie : "le moule est une touche d'or" ; le moule est considéré comme une pierre dans l'industrie internationale de l'arène.
Cependant, les moules ici comprennent également des moules, matrices de forgeagemais ce sont actuellement les matrices à froid et les moules en plastique qui sont les plus utilisés, chacun d'eux représentant environ 40%.
1.2 Classification des procédés d'emboutissage
Classés selon leurs propriétés de déformation
Processus de séparation
Processus de formation
(1)Processus de séparation
Lors de l'emboutissage, le matériau à traiter est déformé par une force extérieure.
Lorsque la contrainte de cisaillement du matériau dans la zone de déformation atteint la résistance au cisaillement du matériau, celui-ci est cisaillé et séparé pour former une pièce d'une certaine forme et d'une certaine taille.
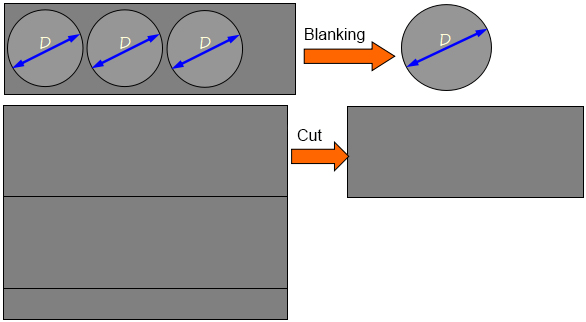
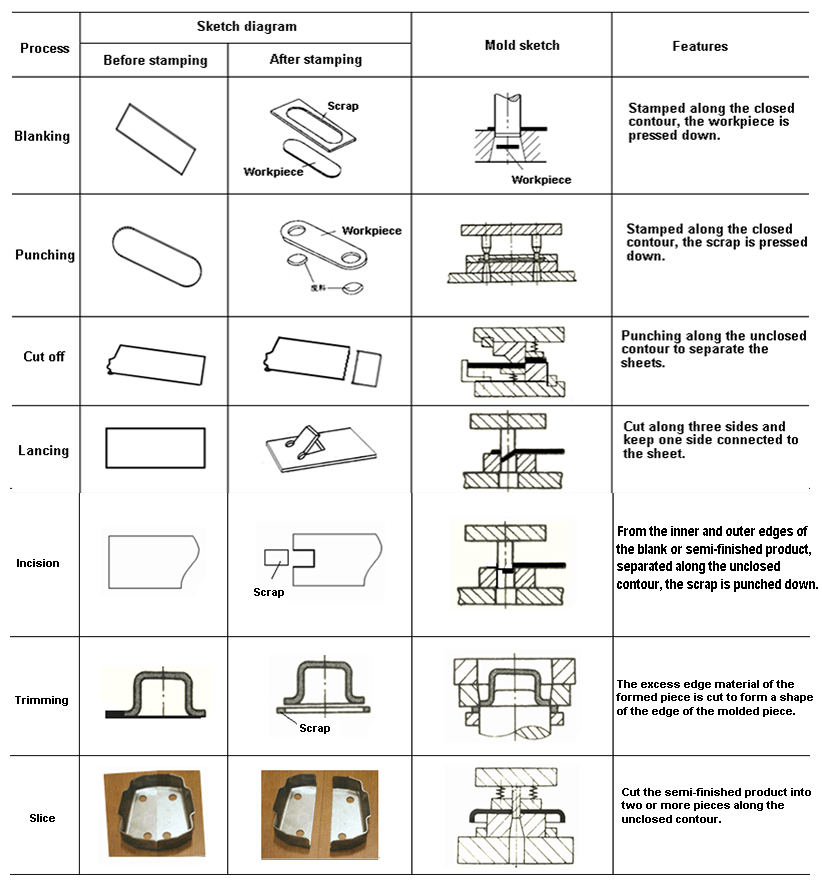
Le processus de séparation comprend principalement le découpage, le poinçonnage, mise à blanc, entailler, trancher, etc.
Le processus de séparation est indiqué ci-dessous :
La séparation se produit mais ne modifie pas la forme de l'espace.
Lors de l'emboutissage, le matériau sous l'action de la force extérieure, la contrainte équivalente du matériau dans la zone de déformation atteint la limite d'élasticité σs du matériau, mais n'atteint pas la limite de résistance σb, de sorte que le matériau ne se déforme que plastiquement, ce qui permet d'obtenir des pièces d'une certaine forme et d'une certaine taille.
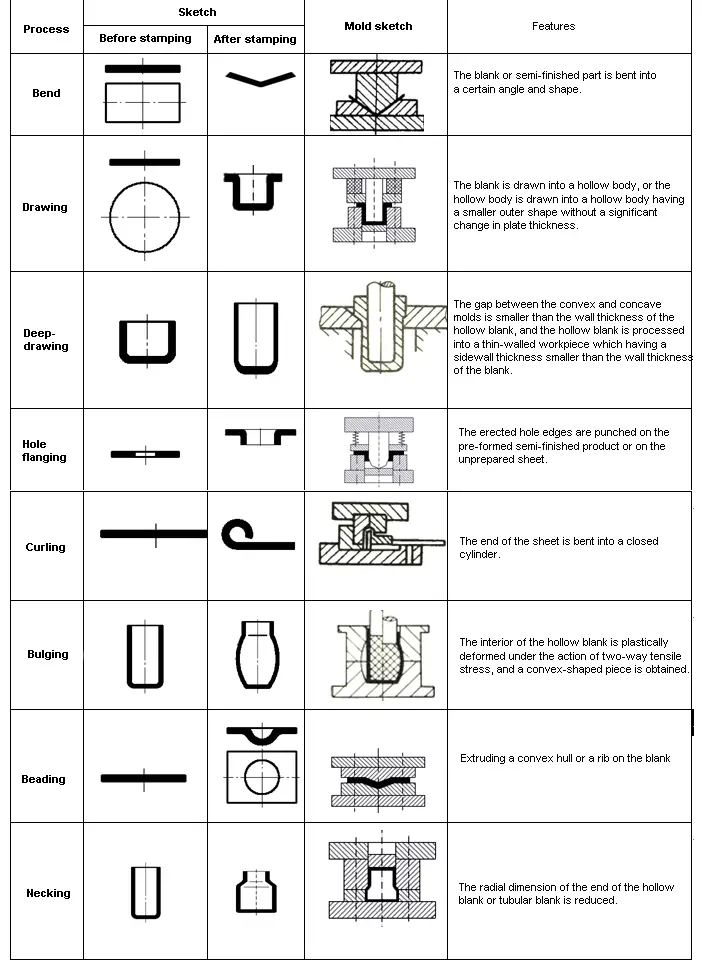
Le processus de formage comprend principalement le pliage, l'emboutissage, le tournage, le rétrécissement, le renflement, etc.
Le processus de formation est illustré comme suit :
Il suffit de modifier la forme de l'ébauche pour qu'il n'y ait pas de séparation.
Tableau 1-2 Processus de formage
Selon la nature de la zone de déformation
Formage de type élongation : La contrainte principale maximale de la zone de déformation est une contrainte de traction, et le mode de défaillance est la fissuration par traction, qui se caractérise par un amincissement de l'épaisseur.
Formage par compression : La contrainte principale maximale de la zone de déformation est une contrainte de compression, qui se caractérise par un épaississement de l'épaisseur et la forme de rupture est le plissement.
Selon la méthode de déformation de base
Mise à blanc
Pliage
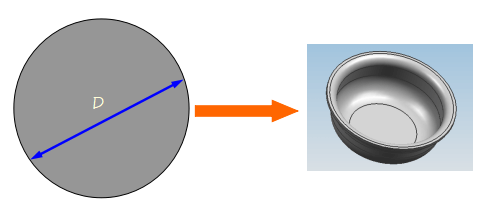
Dessin en profondeur
Formation
Selon la combinaison des processus
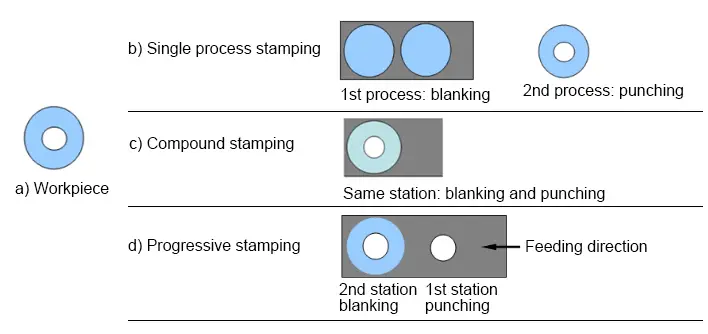
Estampage à processus unique
Estampage composé
Emboutissage progressif
1.3 Matériau d'emboutissage
Exigences de base pour le marquage sur feuilles
Répondre aux exigences de performance
Répondre aux exigences du processus d'emboutissage
La satisfaction des exigences de performance est la première, et répond aux exigences du processus d'emboutissage autant que possible tout en satisfaisant aux exigences de performance.
1.3.1 Exigences en matière de processus pour les matériaux d'emboutissage
1. performance du formage par emboutissage
La performance de formage par emboutissage fait référence à la capacité de la feuille à s'adapter au processus d'emboutissage.
Deux types d'instabilité :
Instabilité en traction - collet local ou fracture sous l'effet d'une contrainte de traction ;
Instabilité de compression - rides d'instabilité sous l'effet d'une contrainte de compression.
Le premier est semblable au phénomène de collet dans l'essai de traction de l'acier à faible teneur en carbone, et le second est le phénomène d'instabilité de la barre de pression.
Il existe donc une limite de formage, qui se divise en une limite de formage globale et une limite de formage locale. Plus la limite de formage est élevée, meilleures sont les performances de formage de la presse.
Comment mesurer la performance de la feuille en matière de formage par emboutissage ?
(1) La résistance à la fissuration est la capacité d'une feuille à résister aux dommages causés par la déformation.
(2) L'aptitude au collage désigne la capacité de la feuille à épouser la forme du moule pendant le processus de formage à la presse.
(3) L'aptitude à la mise en forme désigne la capacité d'une pièce à conserver sa forme dans le moule après le démoulage.
Les propriétés d'emboutissage de la tôle peuvent être mesurées par les propriétés mécaniques de la tôle. Les propriétés mécaniques peuvent être obtenues par des expériences.
Test direct : Le processus d'estampage réel est directement simulé à l'aide d'un équipement spécial.
Essai indirect : Les performances générales du matériau sont obtenues par étirement, cisaillement, essai de dureté, essai métallographique, etc. à l'aide d'un équipement général.
(1) Méthode d'essai directe
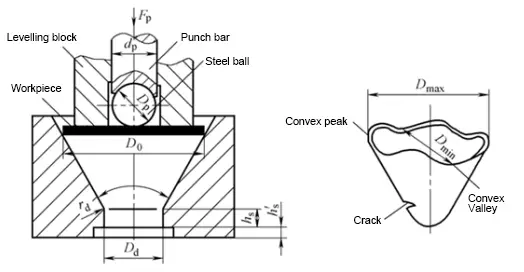
Test de la coupelle de cône(GB/T 15825.6-2008)
(2) Méthode d'essai indirecte
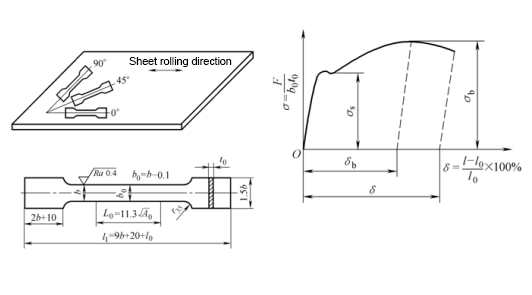
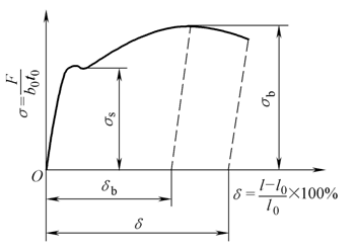
Tels que l'essai de traction de l'acier à faible teneur en carbone, etc.
Indicateurs mécaniques affectant les propriétés de formage à la presse
γ = εb /εt est grand → Bonne résistance à la fissuration
(6) Coefficient d'anisotropie spécifique à la déformation plastique
Δγ =(γ0 +γ90 - 2γ45 )/2 est grand → Plus l'anisotropie est différente
Exigences en matière de composition chimique : Les différentes teneurs en certains éléments de l'acier se traduisent par des différences de plasticité et de fragilité du matériau.
Exigences relatives à la structure métallographique : Des structures métallographiques différentes peuvent conduire à des propriétés mécaniques différentes, telles que la résistance et la plasticité.
Exigences relatives à la qualité de la surface : La surface doit être lisse, sans écailles d'oxyde, sans fissures, sans rayures et sans autres défauts.
Exigences relatives à la tolérance de l'épaisseur du matériau : Une certaine épaisseur correspond à un certain espace entre les moules, et la tolérance de l'épaisseur du matériau doit être conforme à la norme nationale.
1.3.2 Matériaux d'emboutissage et méthodes de découpe courants
A.Matériels d'estampage courants
Tôle : métal ferreux ; métal non ferreux
Non métallique feuilles : panneaux en caoutchouc, feuilles en caoutchouc, panneaux en plastique, etc.
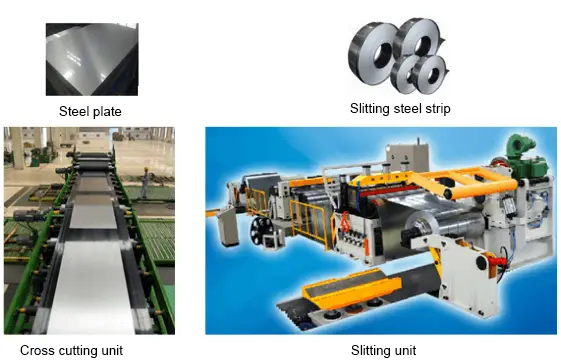
Spécifications des tôles : bandes d'acier, tôle d'acierbandes d'acier fendues, etc.
Gamme de dimensions des tôles et bandes en acier (GB/T708-2006)
1) La valeur nominale épaisseur de la tôle d'acier L'épaisseur nominale des tôles d'acier et des bandes d'acier (y compris les bandes d'acier refendues) est comprise entre 0,3 mm et 4,0 mm, et les tôles d'acier et les bandes d'acier d'une épaisseur nominale inférieure à 1 mm sont disponibles dans toutes les dimensions par multiples de 0,05 mm ; l'épaisseur nominale est supérieure à 1 mm. Les plaques d'acier et l'acier sont disponibles dans toutes les dimensions en multiples de 0,1 mm.
2) La largeur nominale des tôles et des bandes d'acier est comprise entre 600 mm et 2050 mm, et il existe des dimensions multiples de 10 mm.
3) La longueur nominale de la plaque d'acier est comprise entre 1000 mm et 6000 mm, et toute taille en multiples de 50.
4) Selon les exigences de l'acheteur, des plaques et des bandes d'acier d'autres dimensions peuvent être fournies par le biais de négociations entre le fournisseur et l'acheteur.
Combiner les conditions d'équipement existantes de l'atelier
Type d'équipement d'estampage:
En fonction des différentes forces motrices du curseur, il existe presses mécaniquesles presses hydrauliques et les presses pneumatiques ;
Selon la structure du lit, on distingue les presses ouvertes et les presses fermées ;
Selon le nombre de curseurs, il existe des pressions à simple action (un curseur), à double action (deux curseurs), etc ;
Selon le nombre de bielles, il existe des presses à un point (une bielle), à deux points (deux bielles), à quatre points (quatre bielles), etc.
……
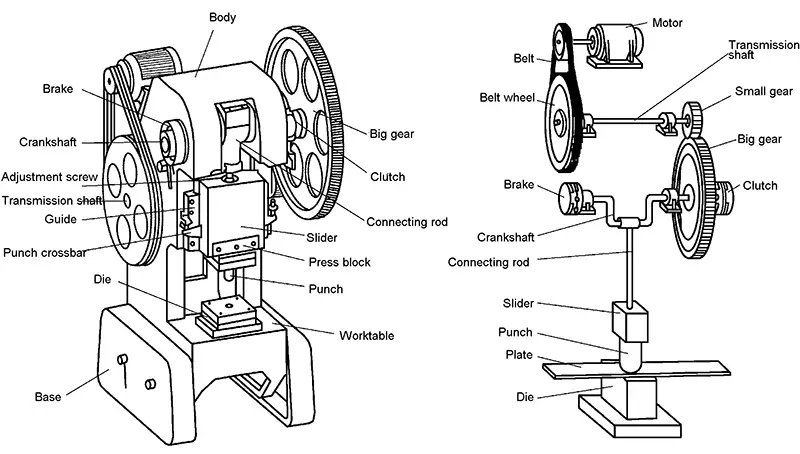
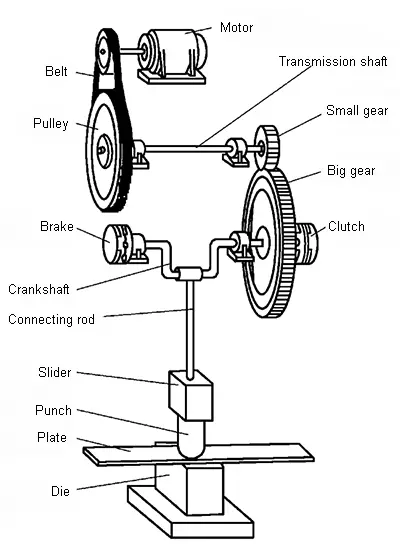
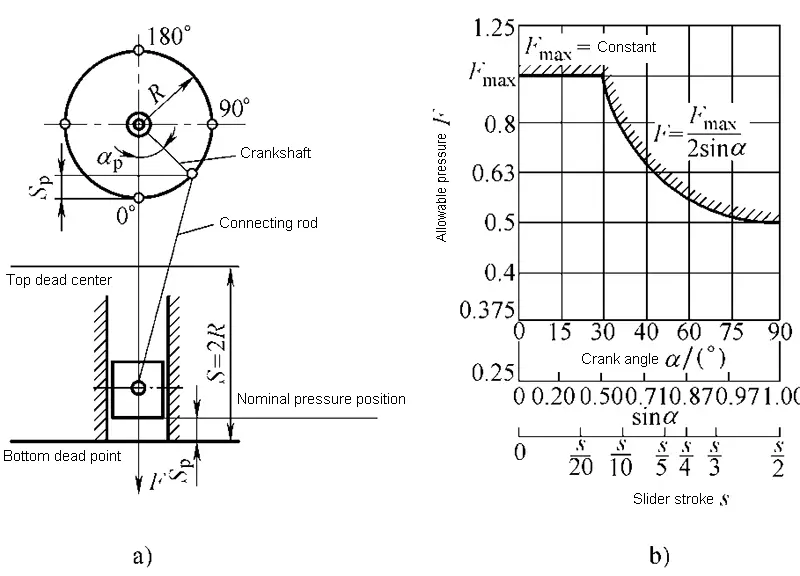
Principe de fonctionnement et principaux composants de la presse à manivelle
(1) Mécanisme de fonctionnement
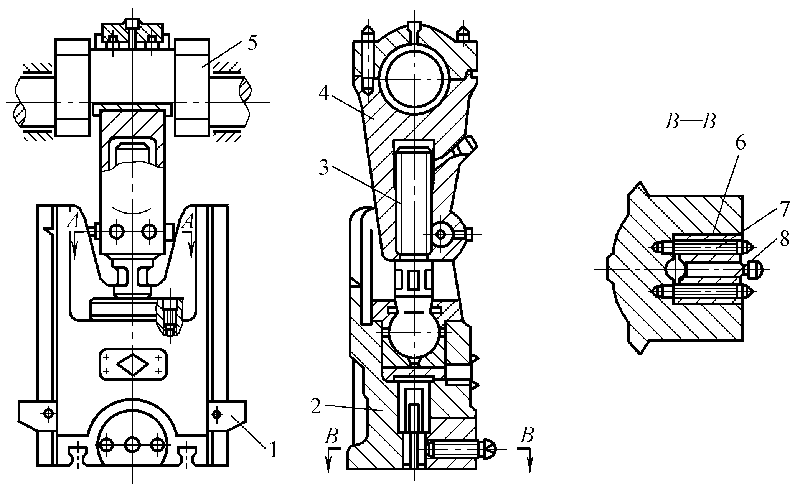
Manivelle et mécanisme de liaison : Le mécanisme de liaison de la manivelle est composé d'un vilebrequin, d'une bielle et d'un coulisseau. La longueur de la bielle peut être réglée pour s'adapter à différentes tailles de moules.
Plasticité et mise en forme des matières plastiques
Indice de plasticité
Résistance à la déformation
Force et contrainte internes
Des matériaux différents ont une plasticité différente dans les mêmes conditions de déformation, et le même matériau aura une plasticité différente dans des conditions de déformation différentes.
2.2 Mécanique de la déformation des plastiques
État de stress
État de déformation
Critère d'élasticité (condition plastique)
Relation contrainte-déformation lors de la déformation plastique
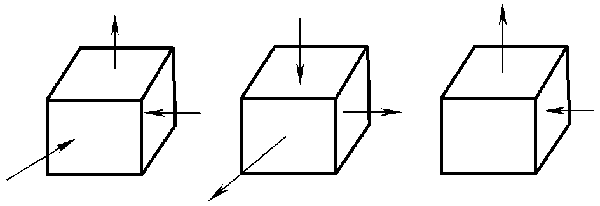
3 états de tension principaux :
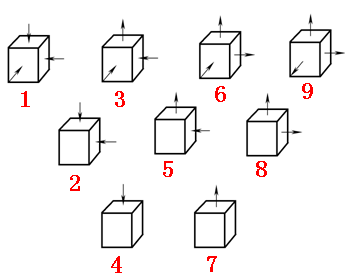
9 types d'états de contrainte principale :
2.3 Loi fondamentale de la mise en forme des matières plastiques
Loi sur le durcissement des conditions de travail
Loi de récupération élastique en cas de déchargement
Loi de la moindre résistance
Loi d'invariance du volume de la déformation plastique
4 types de procédés d'emboutissage des métaux
Examinons maintenant les quatre procédés fondamentaux d'emboutissage des métaux suivants, qui jouent tous un rôle crucial dans la fabrication moderne :
Mise à blanc
Pliage
Dessin en profondeur
Formation
Le découpage est une opération de découpe de précision qui consiste à séparer une pièce de métal plate d'une feuille plus grande. Ce processus utilise une matrice et un poinçon pour créer une forme bidimensionnelle, qui sert souvent d'étape initiale pour des opérations de formage ultérieures. La pièce obtenue, appelée flan, peut être le produit final ou subir un traitement ultérieur.
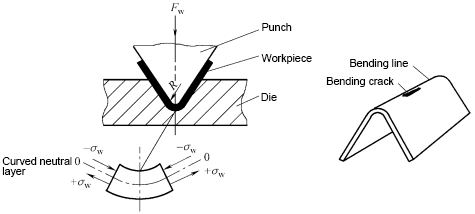
Le cintrage implique la déformation plastique du métal le long d'un axe droit, créant ainsi des angles, des formes en U ou en V. Ce processus fait appel à diverses techniques telles que le cintrage à l'air, le cintrage par le bas et le cintrage par le haut, chacune offrant différents niveaux de précision et de contrôle de la force. Le choix de la méthode de pliage dépend de facteurs tels que les propriétés du matériau, l'angle de pliage souhaité et le volume de production.
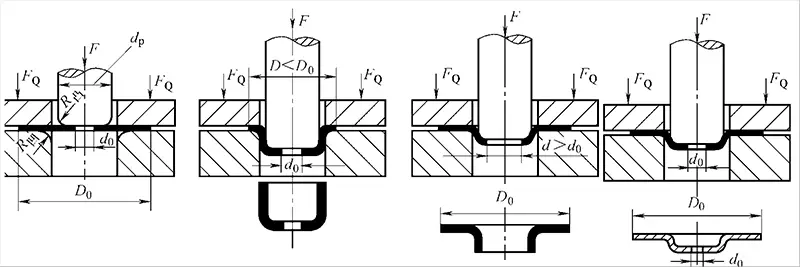
L'emboutissage est un procédé de formage complexe qui transforme une pièce métallique plate en une forme creuse et tridimensionnelle. Cette technique est largement utilisée dans la fabrication d'articles tels que les panneaux de carrosserie automobile, les canettes de boisson et les éviers de cuisine. Le processus consiste à étirer le matériau dans une cavité de matrice à l'aide d'un poinçon, ce qui nécessite souvent plusieurs étapes pour les formes complexes. Il est essentiel d'étudier soigneusement le flux de matériau, la lubrification et la conception de la matrice pour éviter les défauts tels que les plis ou les déchirures.
Le formage englobe toute une série d'opérations qui permettent de façonner le métal sans en modifier sensiblement l'épaisseur. Il s'agit notamment de procédés tels que le gaufrage, le monnayage et l'étirement. Les opérations de formage peuvent créer des géométries complexes, ajouter une rigidité structurelle ou conférer des caractéristiques décoratives à la pièce. Des techniques avancées telles que l'hydroformage et le formage de tampons en caoutchouc permettent de créer des formes complexes en améliorant la répartition des matériaux et la finition de la surface.
Cliquez sur le lien ci-dessous pour connaître tous les détails :
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment sont fabriquées les pièces métalliques de votre voiture ou de vos appareils électroménagers ? L'emboutissage, un procédé qui consiste à façonner des feuilles de métal à l'aide de matrices, en est la clé. Cette méthode offre des...
Le froissement dans l'emboutissage des métaux peut nuire à la qualité des pièces embouties, mais il peut être contrôlé grâce à des pratiques spécifiques. Cet article explore des facteurs tels que la profondeur d'étirement, la force du...
Vous êtes-vous déjà demandé comment sont fabriquées les machines qui façonnent notre monde ? Ce blog vous emmène à la découverte des principaux fabricants de poinçonneuses. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les voitures sont fabriquées si rapidement et en toute sécurité ? Cet article dévoile la magie des lignes de production automatisées d'emboutissage, où les robots remplacent le travail manuel, augmentant ainsi l'efficacité...
Quels sont les matériaux qui permettent aux matrices d'emboutissage d'être à la fois robustes et précises ? Les matrices d'emboutissage nécessitent une durabilité et une précision élevées, et des matériaux tels que l'acier, le carbure et divers alliages jouent un rôle essentiel. Cet article explore...
Les merveilles de l'emboutissage du métal vous intriguent ? Dans cet article de blog, nous nous plongeons dans le monde fascinant du bordage, du collet et du renflement des trous. Notre ingénieur mécanicien expert vous guidera...
Vous avez du mal à choisir la bonne presse d'emboutissage pour vos besoins de fabrication ? Le choix de la bonne presse d'emboutissage est crucial pour optimiser l'efficacité de la production et garantir une production de haute qualité. Ce guide...
Vous êtes-vous déjà demandé pourquoi certaines pièces métalliques se déchirent lors de l'emboutissage ? Il s'agit d'un problème courant qui peut ruiner les cycles de production. Cet article explore les causes de la déchirure des pièces embouties...
Vous êtes-vous déjà demandé comment une tôle plate pouvait être transformée en une pièce creuse complexe ? C'est possible grâce à l'emboutissage, un procédé de formage fascinant. Dans cet article,...
Faites passer votre entreprise à la vitesse supérieure