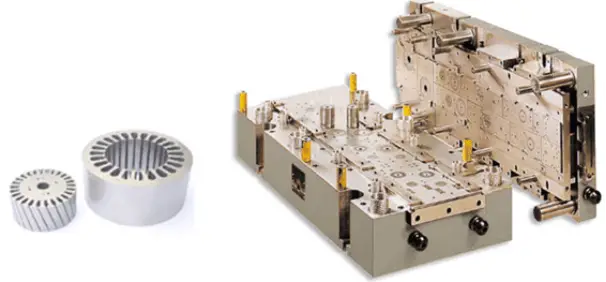
Le guide ultime du découpage métallique : Tout ce qu'il faut savoir
Vous êtes-vous déjà interrogé sur le processus à l'origine des formes précises découpées dans les tôles ? Dans cet article passionnant, nous nous plongeons dans le monde du découpage, une technique cruciale dans l'emboutissage des métaux. Notre ingénieur mécanicien expert vous guidera à travers les subtilités de ce processus, depuis les principes de base jusqu'aux mesures avancées de contrôle de la qualité. Préparez-vous à découvrir la science et l'art qui se cachent derrière la création de composants métalliques parfaits !
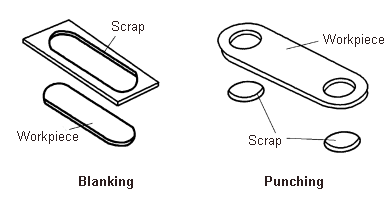
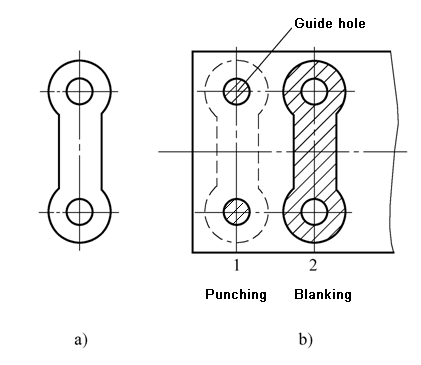
Mise à blanc est un processus d'estampage Le découpage consiste à utiliser un moule pour séparer une partie d'une feuille d'une autre partie selon une certaine forme de contour. En termes plus simples, le découpage consiste à utiliser un moule pour séparer les feuilles.
Signe de la fin du découpage : le poinçon traverse la feuille et pénètre dans la matrice.
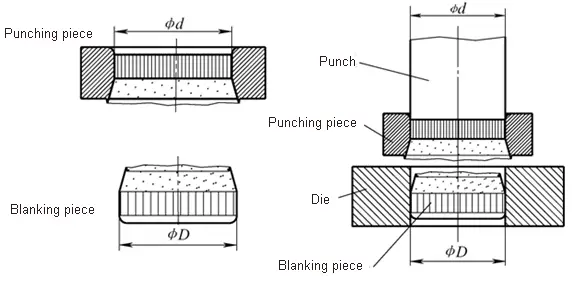
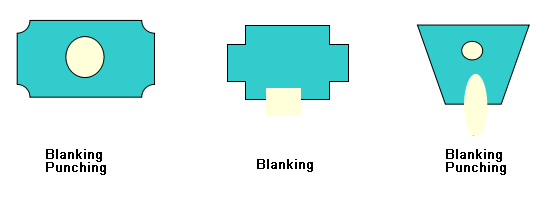
Principaux procédés de découpage de base : découpage et perçage
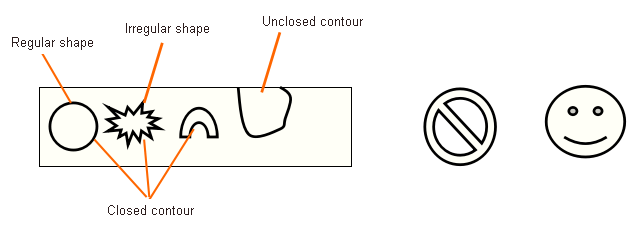
Le découpage et le perçage utilisent tous deux un moule pour séparer une partie de la feuille d'une autre partie le long d'un contour fermé.
L'objectif du découpage est de placer la pièce à l'intérieur du contour fermé.
Le but du piercing est d'obtenir une partie en dehors du contour fermé.
La zone de déformation du poinçon est située dans la section de la broche des arêtes de coupe supérieure et inférieure.
Analyse et contrôle de la qualité des pièces découpées
La qualité des pièces découpées se réfère à
Qualité de la section : verticale, lisse, petites bavures
Précision dimensionnelle : Dans les limites des tolérances spécifiées dans les dessins
Erreur de forme : la forme est conforme aux exigences du dessin ;
La surface est droite, c'est-à-dire que la voûte est petite.
2.1 Caractéristiques de section des pièces découpées et leurs facteurs d'influence
Caractéristiques en coupe des pièces brutes
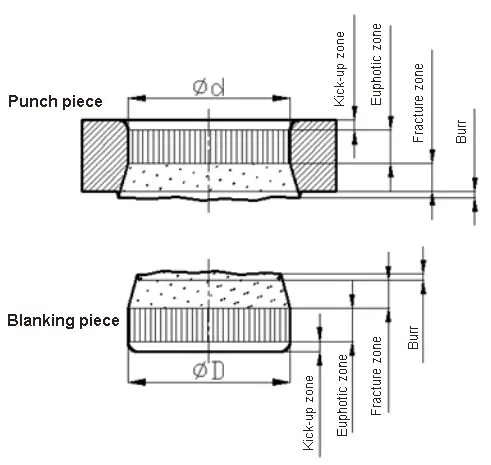
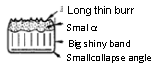
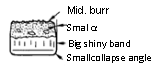
Dans le cas d'un dégagement normal, la section de la pièce brute est composée de quatre parties :
Zone d'effondrement a : Le matériau proche du bord subit des déformations par flexion et par traction.
Bande brillante b : déformation plastique par cisaillement. La zone de meilleure qualité.
Zone de rupture c : formation et expansion des fissures.
Bavure d : La fente existe, la fissure n'est pas générée au bord de la lame et la bavure est inévitable.
La meilleure qualité : la bande lumineuse
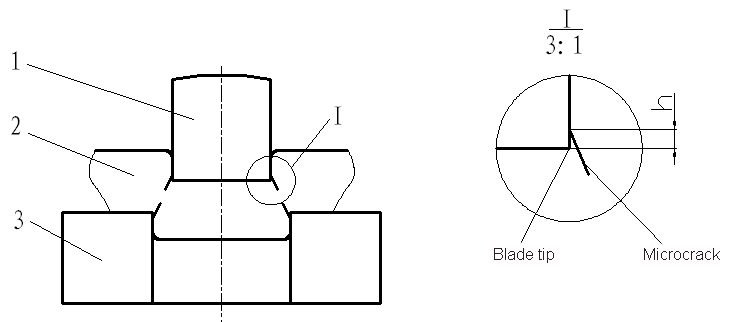
La position où la bavure est générée : la fissure ne se trouve pas sur la pointe de la lame, mais légèrement au-dessus des côtés du poinçon et de la matrice.
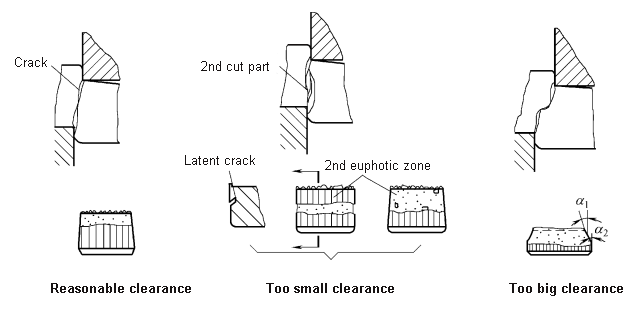
Facteurs affectant la qualité de la section des pièces découpées :
La fente est appropriée, les fissures supérieures et inférieures coïncident et la qualité de la section est bonne.
L'écart est faible et la qualité de la section est bonne.
Si l'écart est trop faible, un cisaillement secondaire se produit, ce qui donne lieu à une deuxième bande lumineuse.
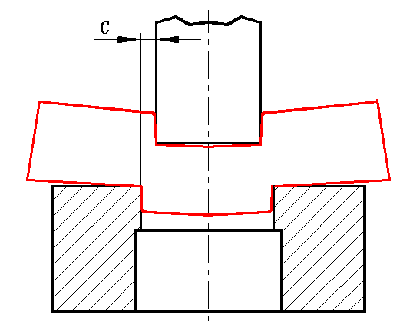
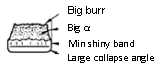
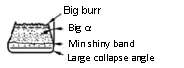
L'écart est trop important et la qualité de la section est dégradée.
L'écart est trop important et la qualité de la section est la plus mauvaise.
Effet du jeu sur la fissure de cisaillement et la qualité de la section.
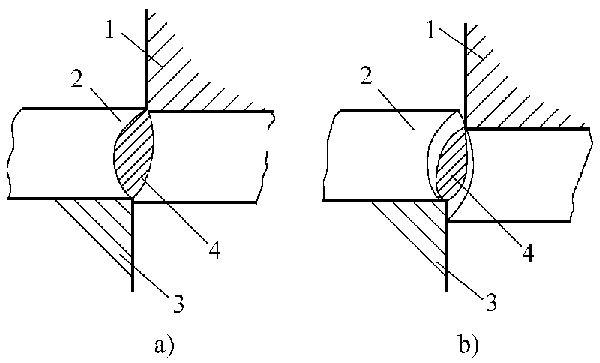
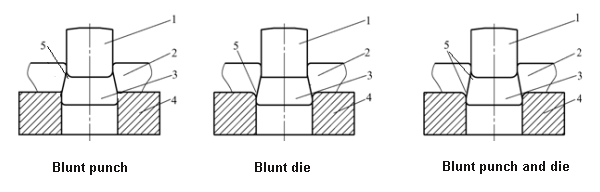
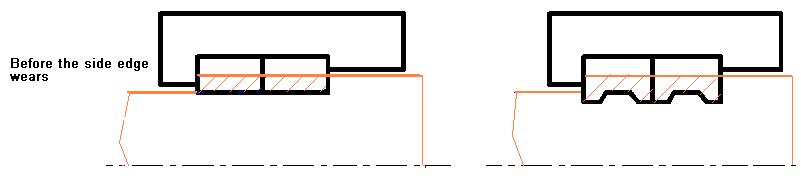
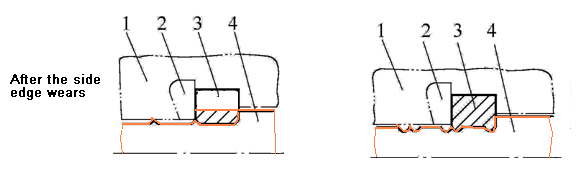
(3) Influence de l'état des bords du moule
Lorsque le bord du poinçon est émoussé, des bavures sont générées à l'extrémité supérieure des pièces découpées ;
Lorsque le bord de la matrice est émoussé, des bavures sont générées à l'extrémité inférieure du trou des pièces à percer ;
Lorsque les bords du poinçon et de la matrice sont simultanément émoussés, des bavures sont générées aux extrémités supérieure et inférieure des pièces découpées.
2.2 Précision de la taille de la découpe et ses facteurs d'influence
La précision dimensionnelle de l'ébauche est la différence entre la taille réelle de l'ébauche et les dimensions de base du dessin.
La différence comprend deux écarts :
L'une d'entre elles est la déviation de la pièce découpée par rapport à la taille du poinçon ou de la matrice ;
Le second est l'écart de fabrication du moule lui-même.
Facteurs d'influence :
Précision de fabrication de la matrice (traitement et assemblage de la pièce moulée)
Propriétés des matériaux
Lacune d'effacement
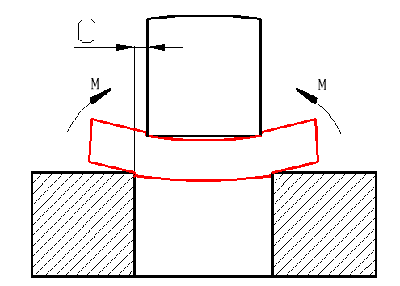
2.3 Erreur de forme du flan et ses facteurs d'influence
Erreur de forme des pièces découpées : il s'agit de défauts tels que le gauchissement, la distorsion et la déformation.
Le gauchissement désigne l'irrégularité des pièces découpées.
La déformation est causée par l'extrusion due à la perforation du bord de l'ébauche ou à la distance trop faible entre les trous.
2.4 Contrôle de la qualité des pièces découpées
Contrôle de la déviation dimensionnelle de la pièce de travail du moule
Contrôle de l'écart entre les matrices
Contrôle du matériau de découpage
Contrôle d'autres facteurs
Calcul du processus de mise à blanc
3.1 Conception de la mise en page 1. la mise en page et l'utilisation des matériaux
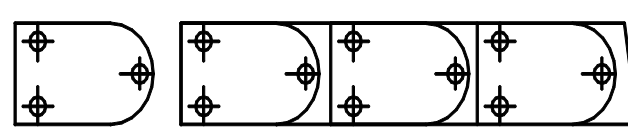
(1) Mise en page
La disposition fait référence à l'agencement des découpes sur les feuilles ou les bandes.
Disposition raisonnable : amélioration de l'utilisation des matériaux, réduction des coûts, garantie de la qualité de l'emboutissage et amélioration de la durée de vie du moule.
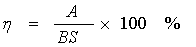
(2) Taux d'utilisation des matériaux
L'utilisation des matériaux est le pourcentage de la surface réelle de la pièce par rapport à la surface du matériau utilisé.
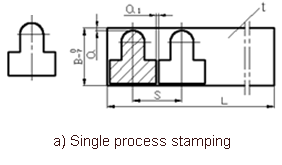
Utilisation des matériaux en une seule étape :
Utilisation totale du matériau sur une feuille (ou bande, bande) :
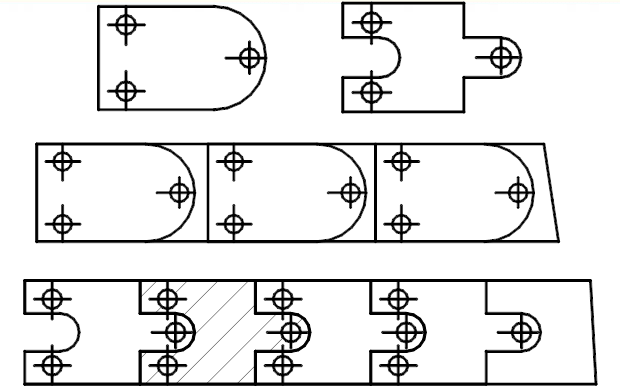
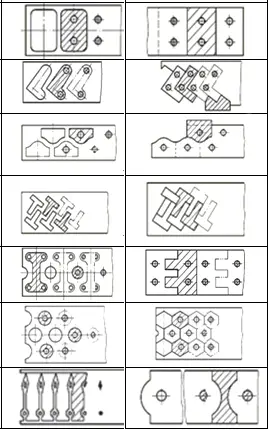
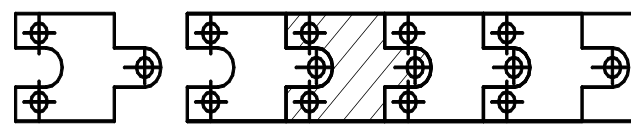
(3)Moyens d'améliorer l'utilisation des matériaux
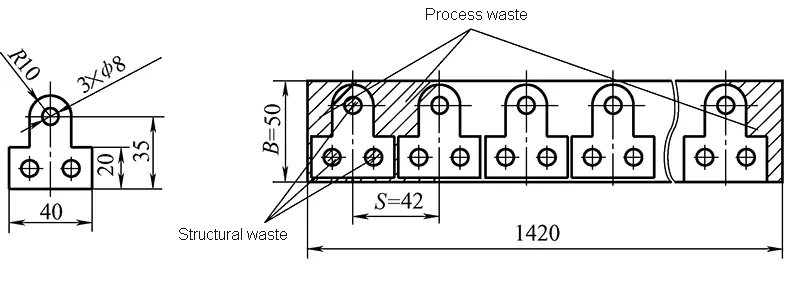
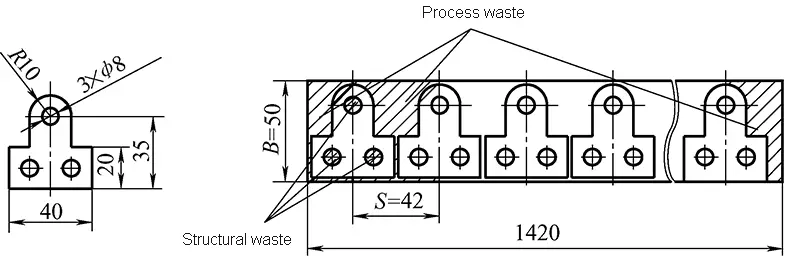
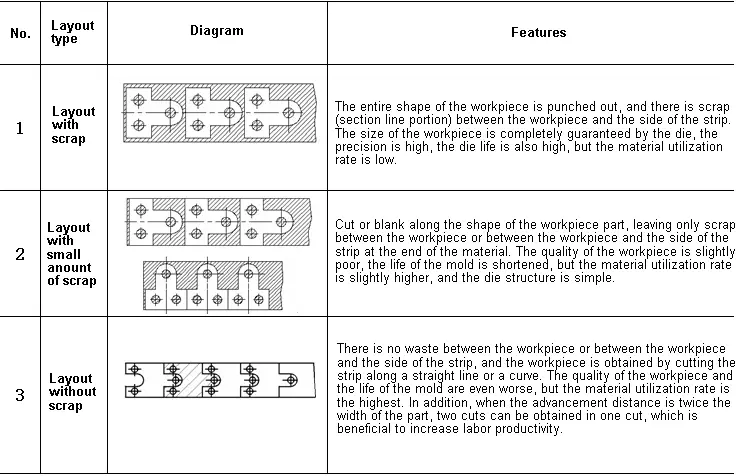
Type de déchets :
Déchets structurels : produits par les exigences structurelles de la pièce, tels que les déchets de perçage.
Déchets du processus : Les déchets qui doivent être mis en place pour achever le processus d'estampage, y compris entre la pièce et la pièce, entre la pièce et le côté de la bande, le trou de positionnement, la tête du matériau, la queue, etc.
Mesures visant à réduire les déchets de processus :
Plan d'aménagement bien conçu ;
Choisir la bonne taille de feuille et un format raisonnable méthode de coupe (réduction du matériau de la tête, de la queue et du bord) ;
Utiliser le rebut comme petite pièce.
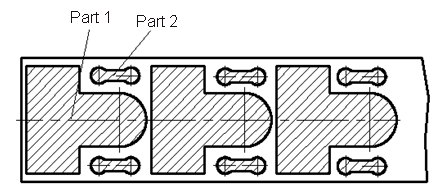
Mesures visant à utiliser les déchets structurels :
Lorsque le matériau et l'épaisseur sont identiques, une pièce découpée de plus petite taille peut être découpée dans la plus grande taille de la ferraille si la taille le permet.
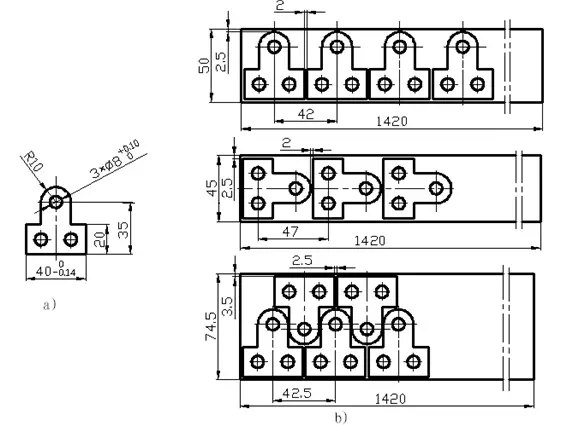
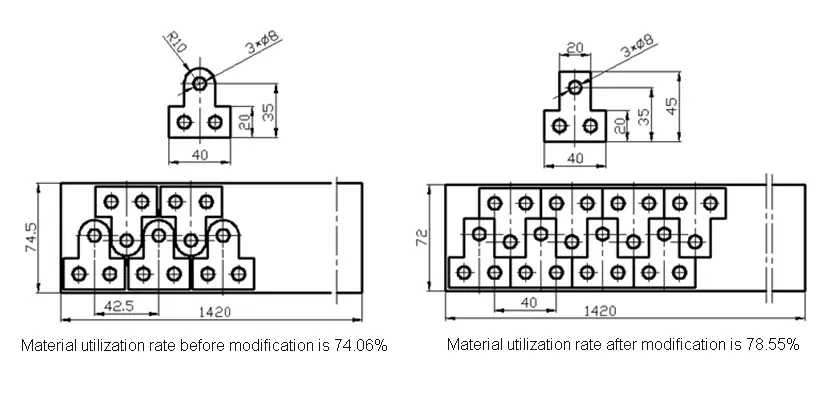
Dans les conditions d'utilisation, la forme structurelle de la pièce peut également être modifiée afin d'améliorer l'utilisation des matériaux.
Modifier la forme de la structure pour améliorer l'utilisation des matériaux.
Quelle est la structure la plus propice à l'économie de matériaux ?
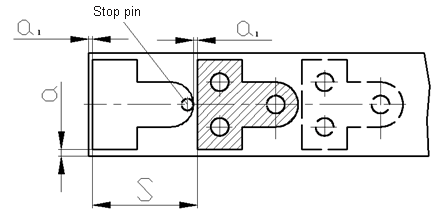
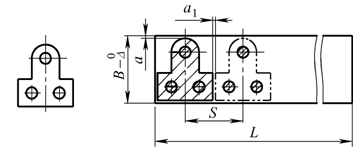
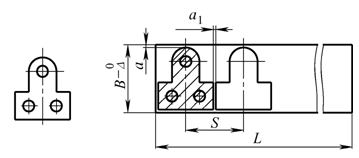
Rodage : Le résidu du processus entre la pièce et la pièce, et entre la pièce et le bord de la bande. On distingue le rodage a1 et le rodage latéral a.
Fonction de rodage :
Utilisé pour le positionnement ;
Compensez les erreurs de positionnement et de cisaillement pour garantir que les pièces qualifiées sont découpées ;
Augmenter la rigidité de la bande pour faciliter l'alimentation de la bande et améliorer la productivité du travail ;
Améliorer la durée de vie des moules.
Détermination de la valeur de rodage :
Propriétés mécaniques du matériau : la valeur de rodage du matériau dur peut être inférieure ; la valeur de rodage du matériau mou et du matériau fragile est supérieure.
L'épaisseur du matériau : Plus le matériau est épais, plus la valeur de rodage est importante.
Forme et taille de l'ébauche : Plus la forme de la pièce est complexe, plus le rayon du congé est faible et plus la valeur de rodage est importante.
Méthode d'alimentation et de blocage : alimentation manuelle, la valeur de rodage du dispositif de pression latérale peut être plus faible.
Méthode de décharge : La décharge élastique est plus petite que le rodage de la décharge rigide.
Détermination du principe : prendre la valeur minimale en partant du principe que l'effet est satisfaisant ; les informations spécifiques relatives à la conception peuvent être consultées.
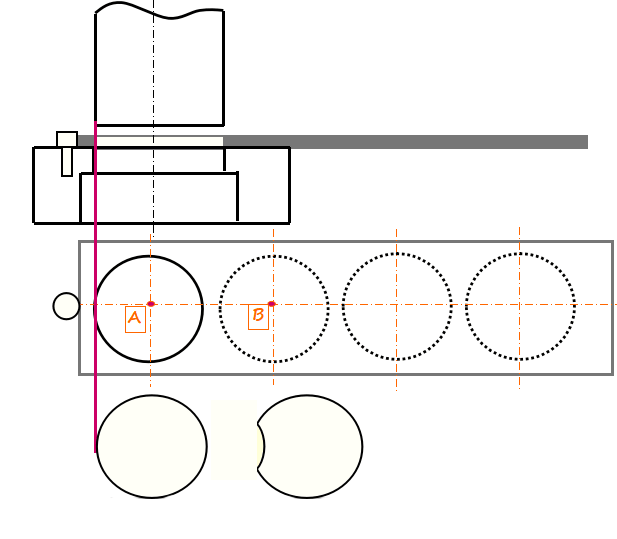
Détermination de la distance d'avancement :
La distance d'avance est également appelée distance de pas, qui se réfère à la distance que la bande avance sur le moule à chaque fois que la matrice est découpée.
Détermination de la largeur du matériau :
La détermination de la largeur de la bande est liée à la façon dont la bande est positionnée dans le moule :
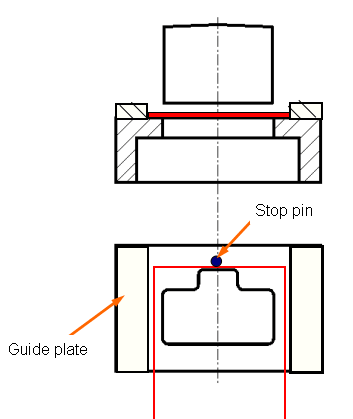
Positionnement de la plaque de guidage et de la goupille de retenue
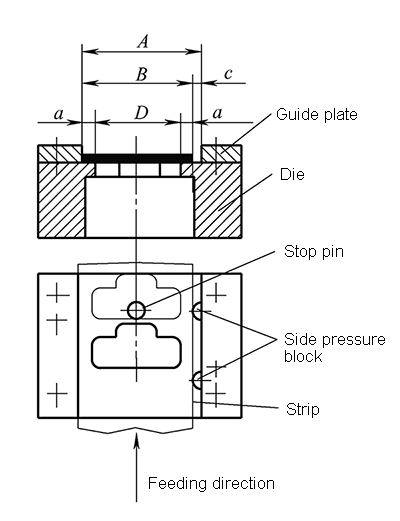
Plaque de guidage avec dispositif de pression latérale
Il n'y a pas de dispositif de pression latérale dans la plaque de guidage.
Positionnement de la plaque de guidage et des bords latéraux
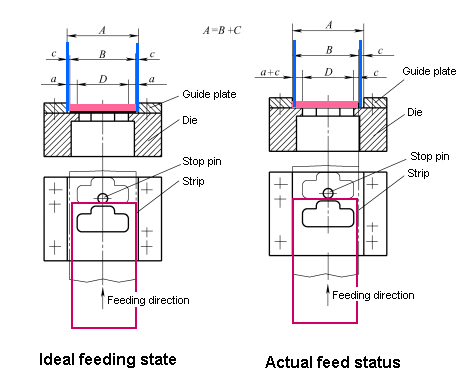
1)Détermination de la largeur de la bande à l'aide d'un dispositif de pression latérale
Les bandes sont toujours alimentées d'un côté de la plaque de guidage :
△-Erreur de coupe
2)Détermination de la largeur de la bande sans dispositif de pression latérale
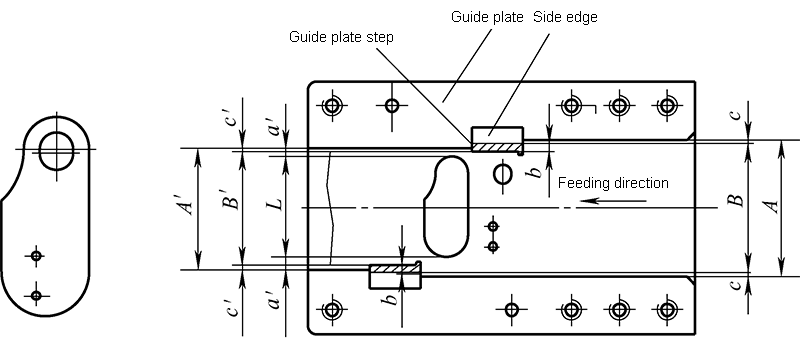
3)Détermination de la largeur de la bande lors du positionnement des bords latéraux
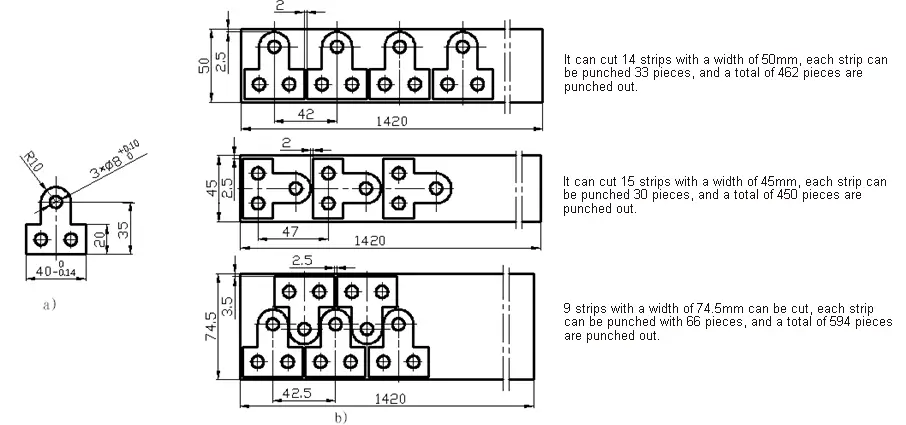
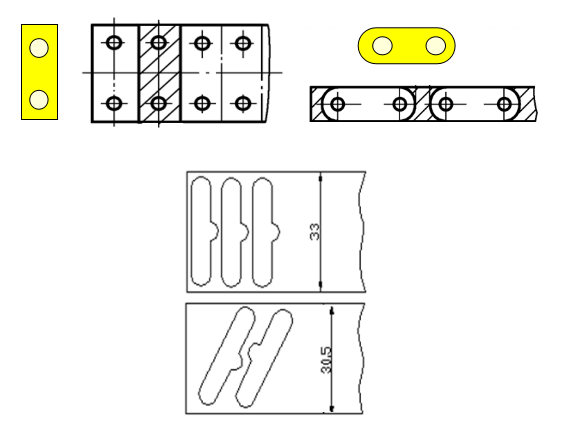
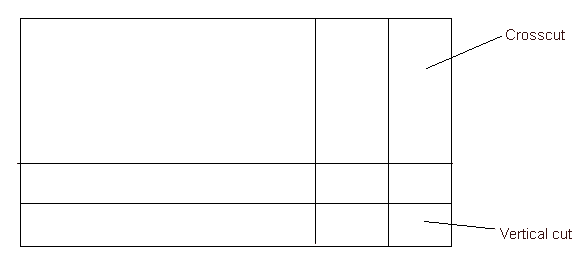
4)Méthode de coupe
Peut être coupé verticalement ou horizontalement.
Calculer respectivement ηvertical et ηhorizontal, et choisir les plus grands après comparaison.
Dans la production réelle, il est également nécessaire de tenir compte de l'efficacité de la production et de la facilité d'utilisation.
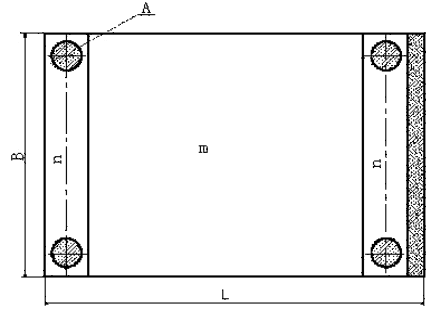
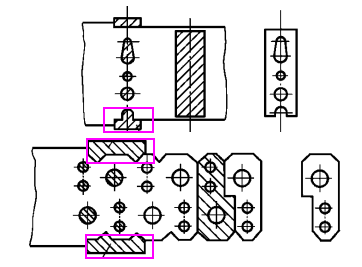
5)Drawing of the layout diagram
Un schéma complet doit être marqué avec les dimensions de la largeur de la bande, la distance de pas S, les recouvrements entre les pièces et les recouvrements latéraux. Le plan de calepinage est généralement dessiné dans le coin supérieur droit du plan d'assemblage général.
b) Estampillage composé
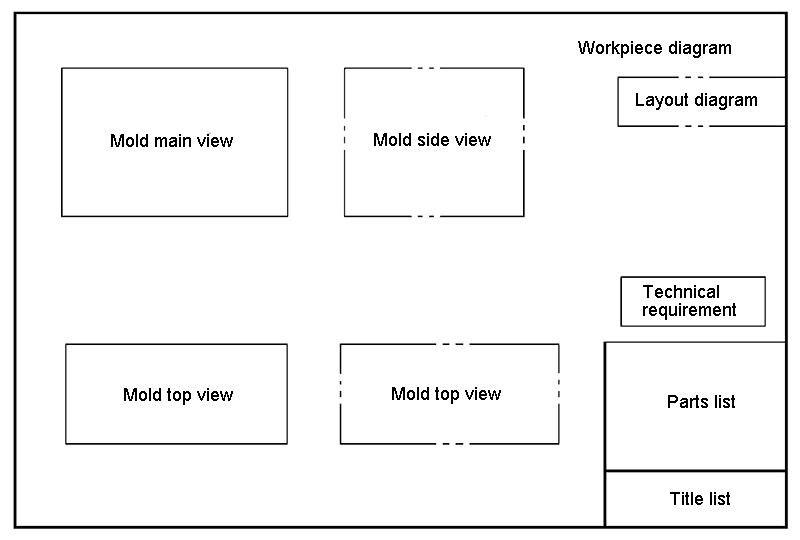
Exigences relatives aux dessins d'assemblage des moules
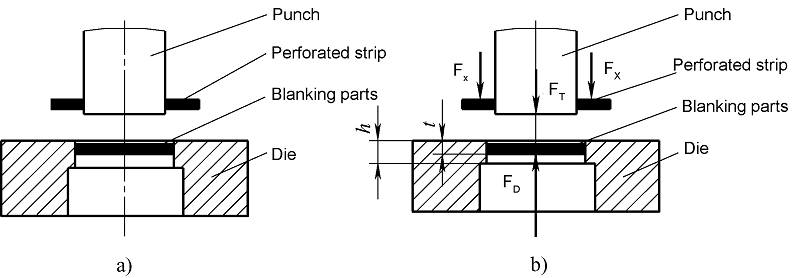
3.2 Calcul de la force du processus de découpage et du centre de pression
La force du processus de découpage comprend principalement
Force d'effacement
Force de déchargement
Force de poussée
Force d'éjection
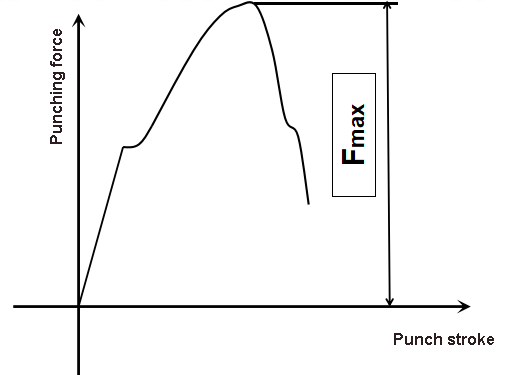
1. calcul de la force de suppression
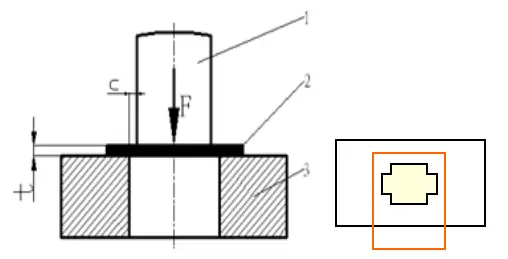
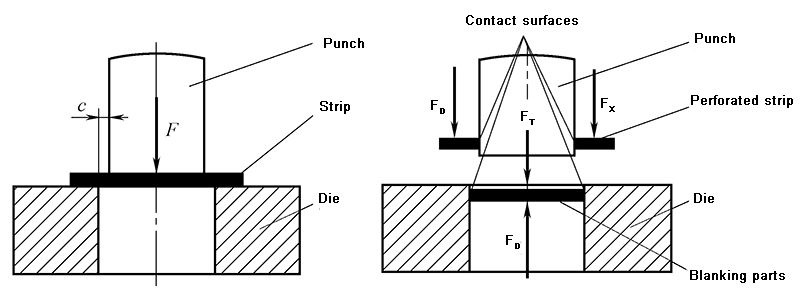
La force de suppression fait référence à la pression requise lors de la suppression. Il s'agit de la valeur maximale pendant la suppression.
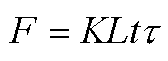
Lors du poinçonnage à l'aide d'une matrice à lame plate, la force d'évidement F est généralement calculée comme suit :
Remarque :
F --Force d'intervention; L --Longueur de coupe; t --Epaisseur de la matière; τ --Résistance au cisaillement du matériau; K --Facteur de sécurité, généralement K = 1,3
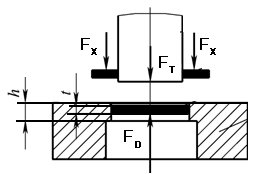
2. calcul de la force de décharge, de la force de poussée et de la force d'éjection
La force de déchargement correspond à la force nécessaire pour décharger la pièce ou les déchets du poinçon ou de la matrice.
La force de poussée correspond à la force nécessaire pour pousser la pièce ou les déchets dans la direction du découpage à partir de la matrice.
La force d'éjection est la force qui pousse le produit hors de l'orifice de la matrice en contre-poussant la direction de la matrice.
Formule de calcul de la force de décharge, de la force de poussée et de la force d'éjection
Force de déchargement:FX=KXF
Force de poussée:FT=nKTF
Force d'éjection:FD=KDF
KX、KT、KD--Coefficient de la force de déchargement, de la force de poussée, de la force d'éjection, voir le tableau ci-dessous.
Epaisseur du matériau t(mm)
KX
KT
KD
Acier
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Aluminium, alliage d'aluminium, cuivre, laiton
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Note : Le coefficient de force de décharge KX est considéré comme la limite supérieure pour le perçage de trous, de grands chevauchements et de contours complexes.
n--Le nombre de pièces de découpage (ou de chutes) dans le bord de la matrice en même temps.
Dans la formule :
F-一Blanking force(N) h- Hauteur de la paroi du bord droit de l'orifice de la filière t--Épaisseur de la tôle
Les force de perforation lors de l'obturation est la somme de la force d'obturation, de la force de déchargement et de la force d'éjection.
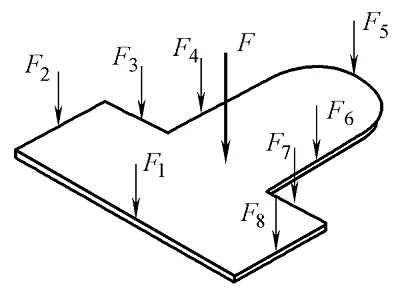
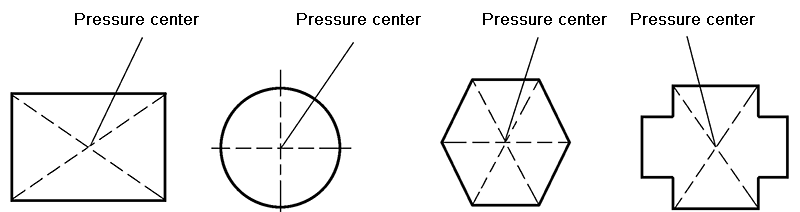
3. calcul du centre de pression
Le centre de pression est le point de travail de la force résultante de l'emboutissage.
Le centre symétrique de la pièce découpée a son centre de pression sur le centre géométrique du profil de découpage.
Le centre de pression de découpage d'une pièce de forme complexe ou d'une pièce découpée multi-convexe peut être calculé analytiquement selon le principe de l'équilibre des moments.
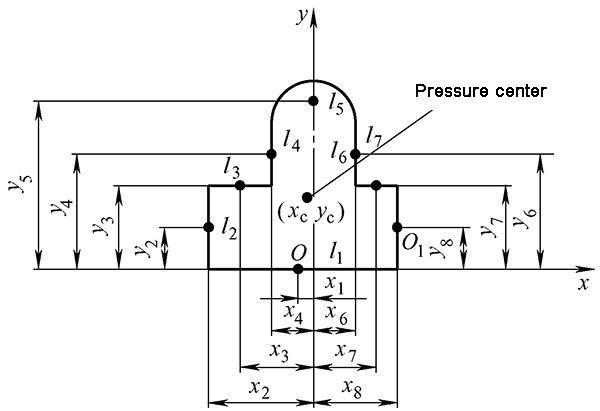
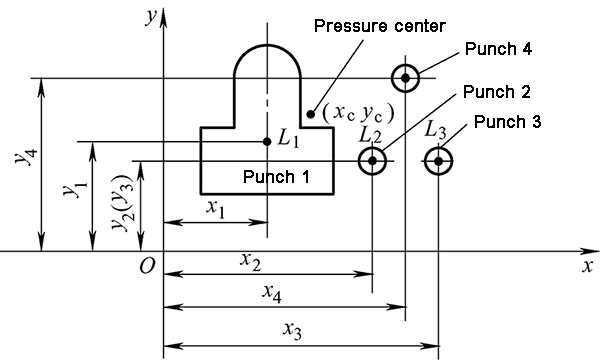
Calcul du centre de pression d'une pièce découpée complexe avec un seul poinçon
1) Tracer le contour de la pièce à découper en proportion.
2) Établir un système de coordonnées rectangulaires xoy.
3) Le profil de découpage de la partie découpée est décomposé en un certain nombre de segments de lignes droites et d'arcs de cercle L1, L2, L3 ... Ln et autres segments de ligne de base.
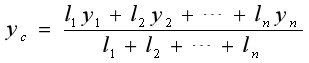
4) Calculer la longueur de chaque segment de ligne de base et la distance y1, y2, y3 ... yn et x1, x2, x3 ... xn du centre de gravité à l'axe de coordonnées x, y.
5) Calculer les coordonnées xc et yc du centre de pression.
Calcul du centre de pression dans le poinçonnage multi-presses
1) Dessinez le contour de chaque poinçon en respectant les proportions
2) Établir le système de coordonnées cartésiennes xoy
3) Trouver les coordonnées du centre de gravité de chaque dé convexe (xi, yi)
4) Calculer la longueur de poinçonnage Li de chaque poinçon
5) Calculer les coordonnées xc et yc du centre de pression
Conception du processus de découpage
4.1 Analyse de l'aptitude au traitement des pièces découpées
La technicité de la pièce découpée fait référence à l'adaptabilité de la pièce découpée au processus de découpage. Il s'agit d'une exigence du point de vue de la conception du produit.
Un bon processus de poinçonnage signifie que les méthodes de poinçonnage ordinaires peuvent être utilisées pour obtenir des pièces de poinçonnage qualifiées dans des conditions de durée de vie du moule et de productivité plus élevées et à moindre coût.
Le caractère artisanal de la pièce découpée est déterminé par sa forme structurelle, les exigences de précision, les tolérances de forme et de position et les exigences techniques.
1.Structure de la technologie des pièces découpées
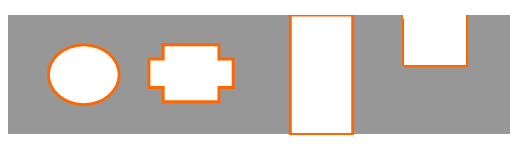
(1)La structure de la pièce de découpe est aussi simple et symétrique que possible, ce qui favorise une utilisation aussi rationnelle que possible des matériaux.
(2)La forme et le trou intérieur de la pièce d'obturation doivent éviter les angles vifs et présenter des angles arrondis appropriés.
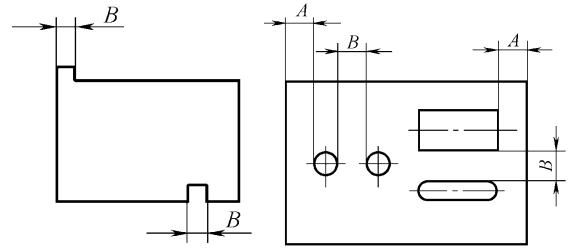
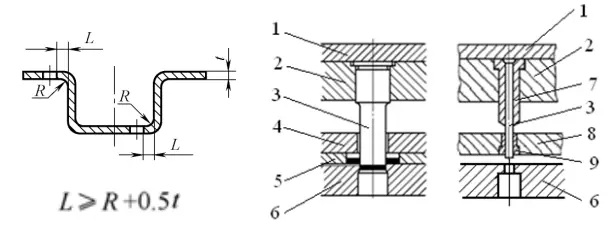
(3)Aviter les cantilever et les rainures longs et étroits sur la pièce découpée. En règle générale, la largeur B des parties convexes et concaves doit être supérieure ou égale à 1,5 fois l'épaisseur de la plaque t, c'est-à-dire B≥1,5 t.
(4)La distance entre les bords et l'espacement des trous doit être supérieure ou égale à 1,5 fois l'épaisseur de la plaque t.
(5)Lors du perçage de trous sur des pièces courbes ou embouties, une certaine distance doit être maintenue entre le bord du trou et la paroi droite.
(6)Lors du perçage, la taille du trou ne doit pas être trop petite.
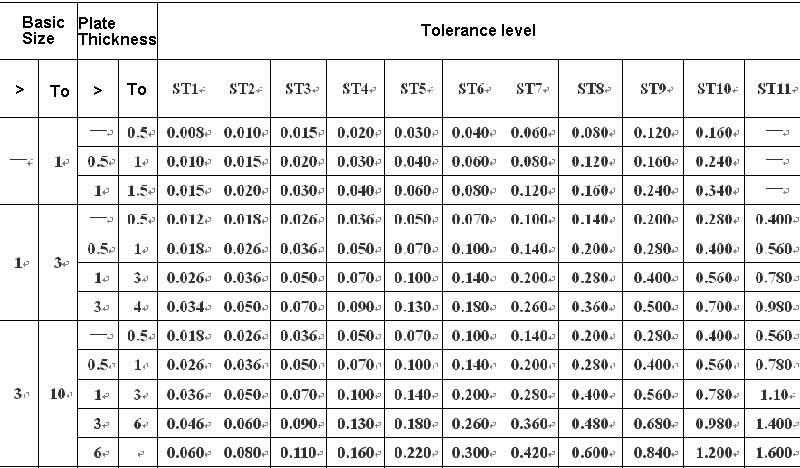
Précision dimensionnelle des pièces découpées (GB / T13914-2002)
Il est divisé en 11 niveaux, représentés par le symbole ST, qui vont de ST1 à ST11.
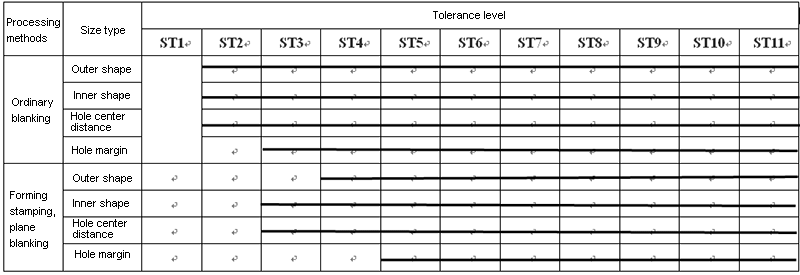
Tableau 3-12 Sélection des degrés de tolérance pour les pièces découpées courantes (GB / T13914-2002)
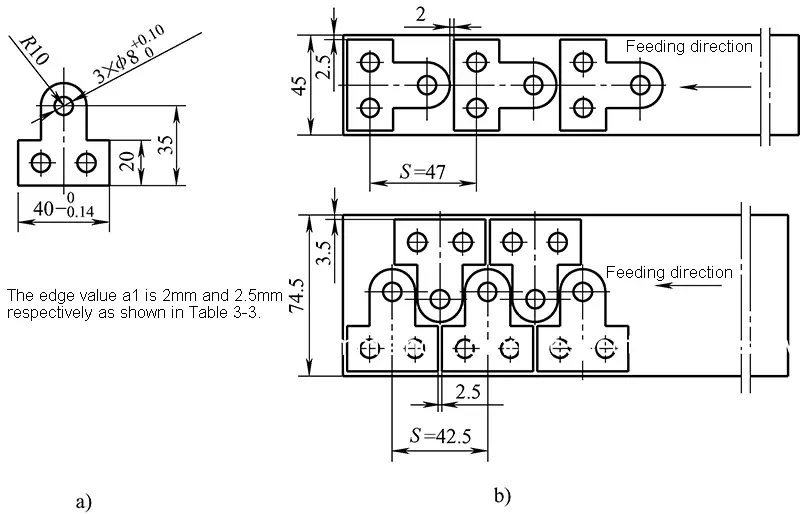
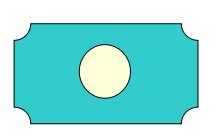
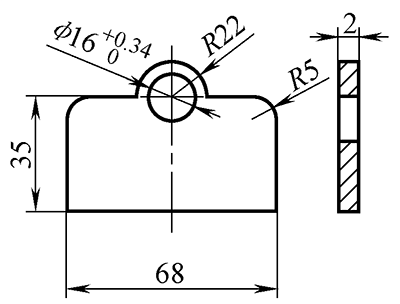
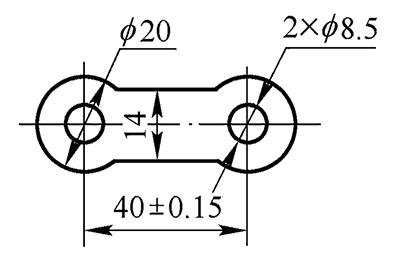
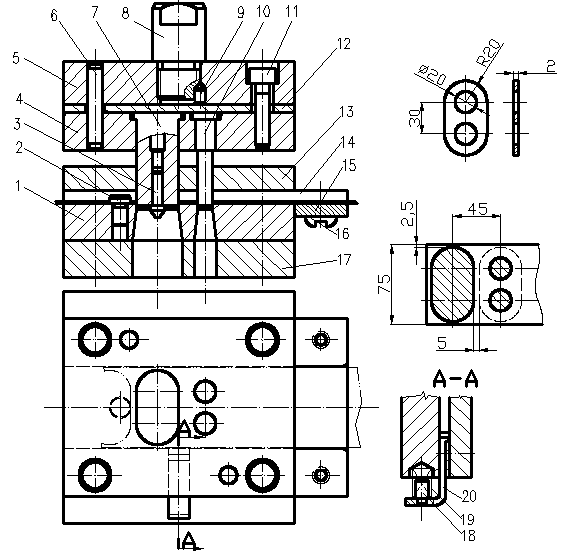
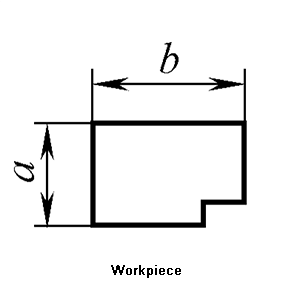
Exemple 3-3 La pièce découpée illustrée dans la figure est fabriquée dans un matériau Q235 d'une épaisseur de 2 mm. Essayez d'analyser l'aptitude au traitement de la pièce découpée.
Analyse :
(1) La structure de découpage est symétrique, sans rainures, ni cantilevers, ni angles vifs, etc., ce qui répond aux exigences du processus de découpage.
(2) Comme le montrent les tableaux 3-11 et 3-12, la précision du trou intérieur et les dimensions extérieures, ainsi que la précision du trou, sont les suivantes distance centrale sont toutes des exigences de précision générale, qui peuvent être découpées par découpage ordinaire.
(3) Comme le montrent la figure 3-42 et le tableau 3-9, la taille des trous perforés, les marges des trous et les dimensions de l'espacement des trous satisfont tous aux exigences minimales, et le poinçonnage composite peut être utilisé.
(4) Le Q235 est un matériau couramment utilisé. matériel d'emboutissage et présente une bonne aptitude à l'emboutissage.
En résumé, la pièce découpée présente une bonne aptitude au découpage et convient au poinçonnage.
4.2 Détermination du plan de traitement
Sur la base de l'analyse du processus, des considérations globales sur les aspects de la structure, de la précision, de la taille, du lot, etc. doivent être résolues :
Processus de base de l'estampage
Combinaison de procédés d'emboutissage de base
Disposition de l'ordre de suppression
Détermination du nombre de processus de base
Le nombre de processus de base requis pour une pièce découpée peut être directement évalué en fonction de sa forme.
Exemple de détermination du nombre d'opérations de base
Combinaison de procédés d'emboutissage de base
Poinçonnage à processus unique : un seul processus de poinçonnage peut être réalisé en un seul coup de poinçon.
Poinçonnage composite : il n'y a qu'une seule station, et deux ou plusieurs processus de poinçonnage sont réalisés en même temps lors d'un seul passage de la presse.
Poinçonnage progressif : en un seul passage de la presse, plusieurs processus de poinçonnage sont réalisés simultanément sur plusieurs stations disposées dans le sens de l'alimentation.
Les filières correspondantes sont à un étage matrice de poinçonnageLes outils de poinçonnage sont les suivants : les outils de poinçonnage composés et les outils de poinçonnage progressifs.
Matrice de poinçonnage composite
Il n'y a qu'une seule station, et en un seul coup de presse, deux ou plusieurs processus de poinçonnage sont réalisés en même temps.
Poinçon progressif
Au cours d'une course de la presse, les matrices pour les processus de poinçonnage multiples sont achevées simultanément sur une pluralité de stations disposées en continu dans la direction d'alimentation.
Comparaison de trois types de moules
Type de moule
Moule à processus unique
Mode composé
Moule progressif
Nombre de stations
1
1
2 types ou plus
Nombre d'opérations achevées
1 type
2 types ou plus
2 types ou plus
Taille de l'ébauche adaptée
Grandes et moyennes
Grandes, moyennes et petites
Moyenne et petite
Exigences matérielles
La largeur de la bande n'est pas stricte et les chutes peuvent être utilisées.
La largeur de la bande n'est pas stricte et les chutes peuvent être utilisées.
Exigences strictes pour les bandes ou les rubans
Précision du poinçonnage
Faible
Haut
Entre les deux
Productivité
Faible
Haut
Très élevé
La possibilité de mécanisation et d'automatisation
Plus facile
Élimination difficile et compliquée des pièces et des déchets
Facile
Application
Convient à la production en petites et moyennes séries de pièces de précision de grande taille, de pièces de grande et moyenne taille, ou à la production en série de pièces de grande taille.
Convient à la production en série de pièces de grande, moyenne et petite taille avec formes complexes et de haute précision
Convient à la production en série de pièces de petite et moyenne taille aux formes complexes et aux exigences de précision élevées.
Le processus est-il complexe et comment le choisir ?
Taille de la structure
Productivité
Précision
Fonctionnement simple et sûr
Lot de production
Coût des moisissures
Les principes généraux sont les suivants :
Pour la production de masse, on utilise l'emboutissage composite ou progressif. Pour la production de petits lots, il convient d'utiliser la production de moules à processus unique.
Pour les grandes dimensions, il convient d'utiliser un processus unique ou un moule composite.
Exigences de petite taille et de haute précision, même si le lot est petit, il doit être produit par matrice composée ou progressive.
Disposition de l'ordre de suppression
(1) Ordonnancement du poinçonnage progressif
Il faut d'abord percer des trous (encoches ou déchets structurels de la pièce), puis découper ou couper pour séparer la pièce de la bande.
Lors de l'utilisation de lames latérales à portée fixe, le processus de découpe des bords latéraux est généralement placé en premier et est effectué simultanément avec le premier poinçonnage afin de contrôler la distance d'alimentation. Lorsque deux lames latérales à portée fixe sont utilisées, elles peuvent également être disposées l'une derrière l'autre.
(2) Séquence de découpage en une seule étape des pièces découpées en plusieurs étapes :
L'ébauche est d'abord séparée de la bande, puis percée ou poinçonnée.
Lors du poinçonnage de trous de tailles différentes et proches les uns des autres, afin de réduire la déformation des trous, poinçonnez d'abord les trous les plus grands, puis les plus petits.
Exemple d'ordre de séquence pour l'estampage progressif
Étapes de base pour déterminer le plan du processus de découpage
Analyser le processus de découpage du produit
Énumérer les opérations d'estampage de base nécessaires
Liste des options possibles
Analyser et comparer pour obtenir la meilleure solution
Exemples de méthodes de détermination du schéma d'estampillage
Exemple 3-4 Emboutissage de pièces illustrées, avec une production annuelle de 3 millions de pièces, il est nécessaire d'élaborer un plan de processus d'emboutissage.
(1) Analyse de la technologie d'emboutissage
1) La structure de découpage est symétrique, sans rainures, ni cantilevers, ni angles vifs, etc., ce qui répond aux exigences du processus de découpage.
2) Comme le montrent les tableaux 3-11 et 3-12, la précision du trou intérieur et des dimensions extérieures ainsi que la précision de l'entraxe du trou sont conformes aux exigences générales de précision, qui peuvent être obtenues par poinçonnage ordinaire.
3) Comme le montrent la figure 3-42 et le tableau 3-9, la taille des trous perforés, la distance entre les bords et le pas des trous répondent aux exigences minimales, et le poinçonnage composite peut être utilisé.
4) Le Q235 est un matériau d'emboutissage couramment utilisé et présente une bonne aptitude à l'emboutissage.
En résumé, la pièce découpée présente une bonne aptitude au poinçonnage et est adaptée au poinçonnage.
(2) Déterminer le plan du processus d'estampage
Cette pièce nécessite deux procédures de découpage de base, le découpage et le perçage. Selon l'analyse du processus ci-dessus, les trois solutions suivantes peuvent être répertoriées :
Option 1 : utiliser un seul processus de production de matrices, c'est-à-dire le découpage d'abord, puis le perçage.
Option 2 : Production par filière composite, c'est-à-dire découpage-pierrage en même temps
Option 3 : utiliser la production progressive de matrices, c'est-à-dire le perçage et le découpage en continu
(3) Analyse et comparaison
La première solution présente une structure de moule simple, mais nécessite deux processus et deux paires de moules, ce qui entraîne une faible productivité et permet difficilement de répondre aux exigences d'efficacité de la production de masse.
La deuxième solution ne nécessite qu'une seule paire de moules. La précision de la forme, de la position et des dimensions de la pièce découpée peut être facilement garantie. La productivité est supérieure à celle de la première solution, mais la structure du moule est plus compliquée que celle de la première solution et l'opération n'est pas pratique.
La troisième option nécessite également une paire de moules, ce qui est pratique et sûr à utiliser et permet d'obtenir la productivité la plus élevée. La structure du moule est plus complexe que celle de la première option. La précision des pièces découpées se situe entre la première et la deuxième option. Toutefois, comme la précision du produit lui-même n'est pas élevée, elle peut répondre aux exigences de précision du produit.
L'analyse et la comparaison des trois régimes susmentionnés montrent qu'il est préférable d'adopter le régime n° 3 pour le projet de l'Union européenne. production d'emboutissage de cette partie.
Conception de la structure générale de la matrice de découpage
5.1 Classification des matrices de découpage
Non.
Base de classification
Nom
1
Propriétés du processus d'emboutissage
Filière de découpage, matrice de pliageLes outils d'emboutissage, d'emboutissage profond, d'emboutissage, etc.
2
Différentes combinaisons de processus
Moule à processus unique (moule simple), moule composé, moule progressif (moule continu, moule à saut)
3
Différentes méthodes d'orientation
Pas de moule de guidage, moule de plaque de guidage, moule de colonne de guidage, etc.
4
Différentes méthodes de décharge
Filière de décharge rigide, filière de décharge élastique
5
Différentes façons de contrôler la distance
Type de goupille de butée, type de lame latérale, type de goupille de guidage, etc.
6
Les matériaux utilisés pour les pièces de travail des moules sont différents.
Moules en carbure, moules en alliage à base de zinc, moules en caoutchouc, etc.
7
…
…
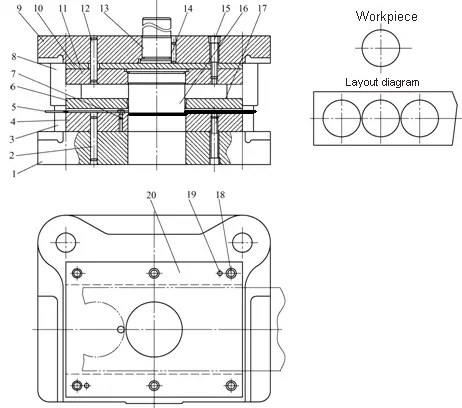
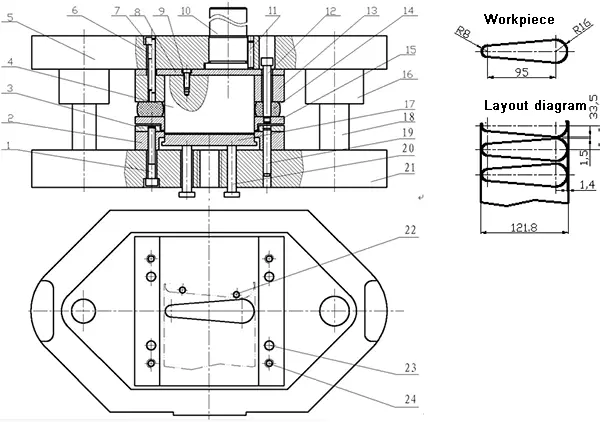
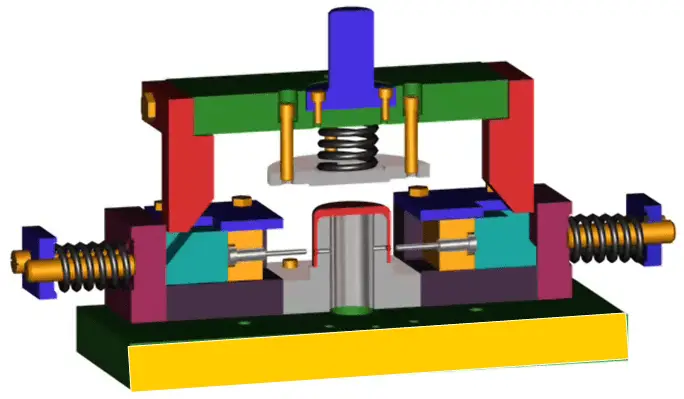
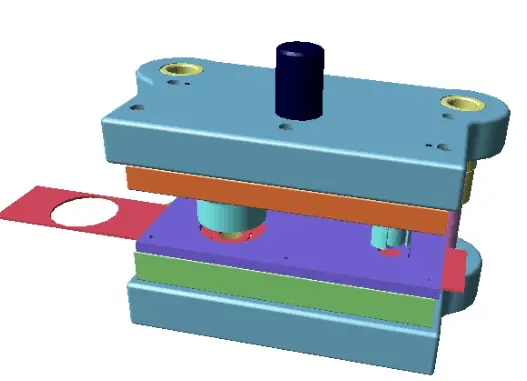
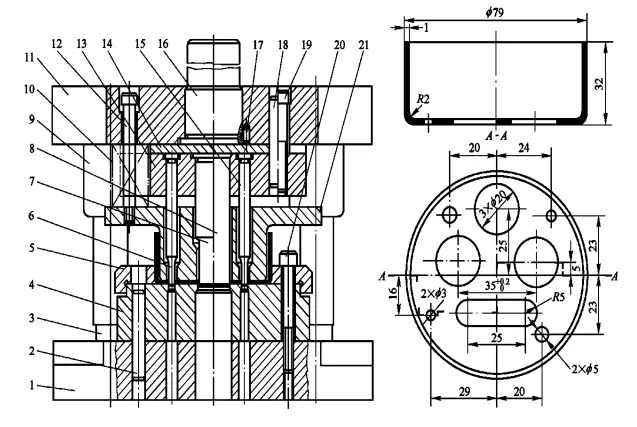
5.2 Structure typique d'une filière de découpage
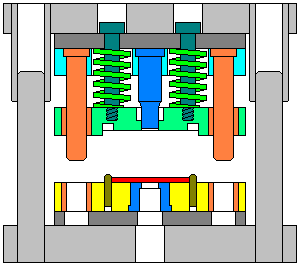
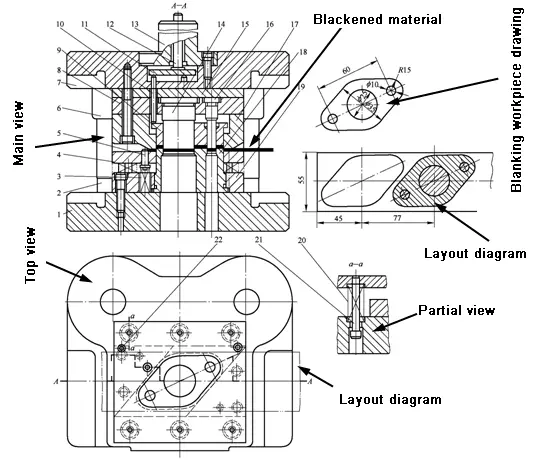
Méthode de visualisation d'un diagramme de structure de moule
Méthode et étapes de visualisation :
-Regardez la barre de titre pour connaître les noms des moules.
-Regarder la pièce
-Examinez le tableau d'implantation, comprenez le sens d'alimentation, puis connaissez l'emplacement approximatif de la pièce à positionner.
-Regarder la vue principale
Trouver des matériaux noirs et des pièces à usiner
Trouver des pièces de travail qui façonnent la tôle
Recherche des pièces de positionnement, combinée à la vue de dessus
Trouver des pièces
Trouver les pièces du guide
Recherche de pièces fixes
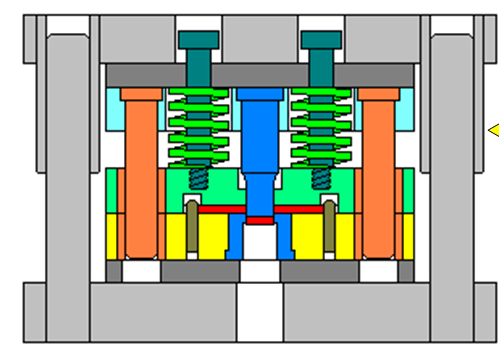
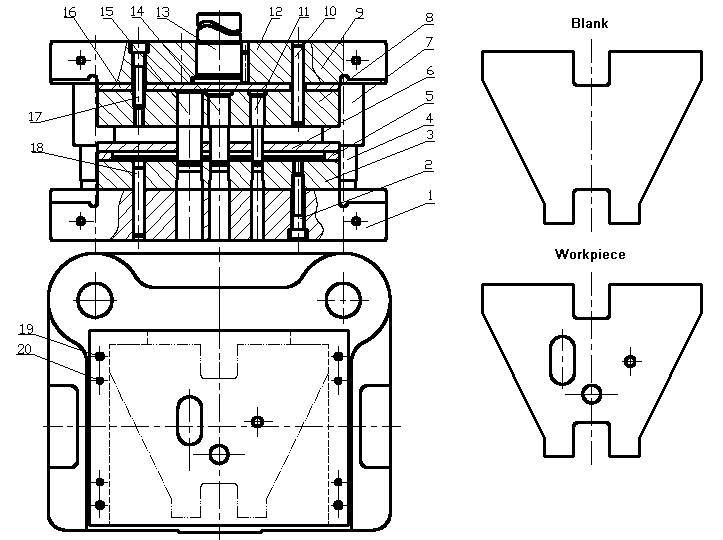
Structure typique d'un mode de traitement unique
Une matrice à processus unique est également appelée matrice simple, c'est-à-dire une matrice qui n'effectue qu'un seul processus d'estampage en un seul passage de la presse.
Filière de découpage avec dispositif de décharge rigide
Filière de découpage avec dispositif de décharge élastique
Filière de découpage à processus unique avec dispositif de décharge et d'éjection élastique
La séparation se produit
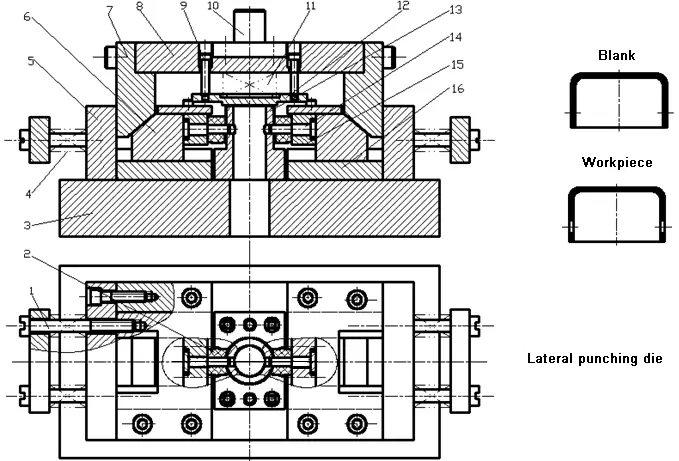
Moule à piercing
Filière de perçage horizontal à coin oblique
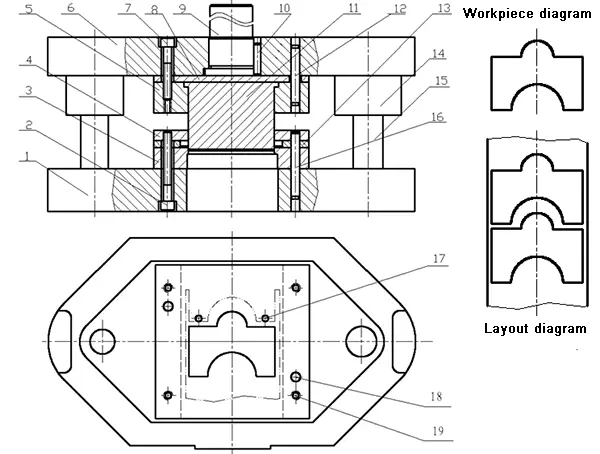
2. Structure typique d'une filière progressive
La matrice progressive, également connue sous le nom de matrice continue ou de matrice à saut, désigne une matrice qui réalise simultanément plusieurs processus d'estampage à plusieurs stations dans le sens de l'alimentation en une seule course de la presse.
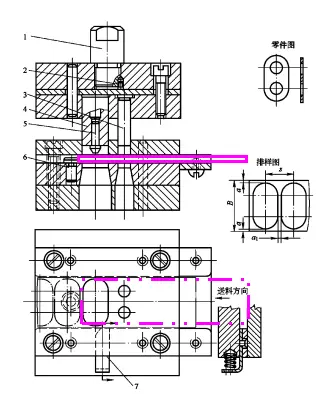
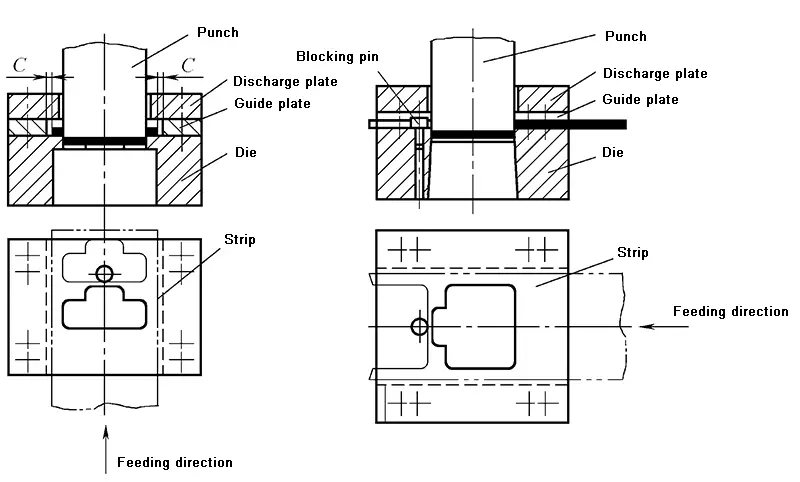
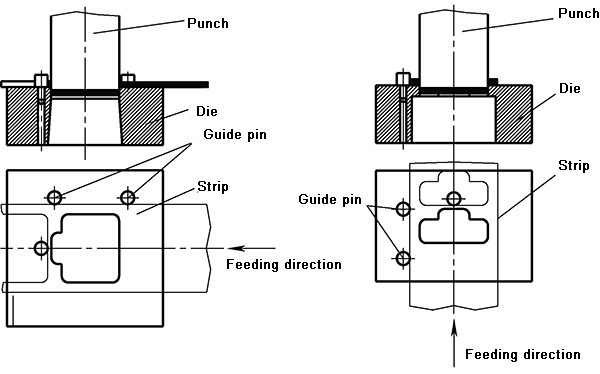
Filière progressive de perçage et de découpage avec distance de lame double face
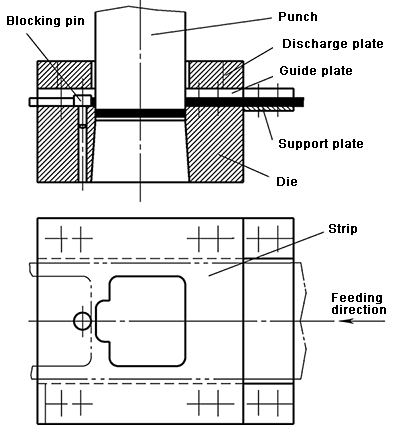
Matrice de découpe progressive avec bord latéral et distance de jointure de la broche de guidage
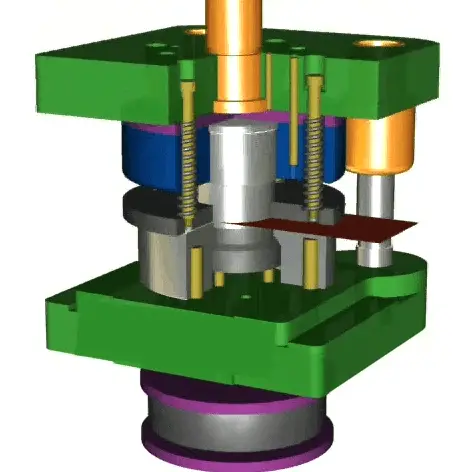
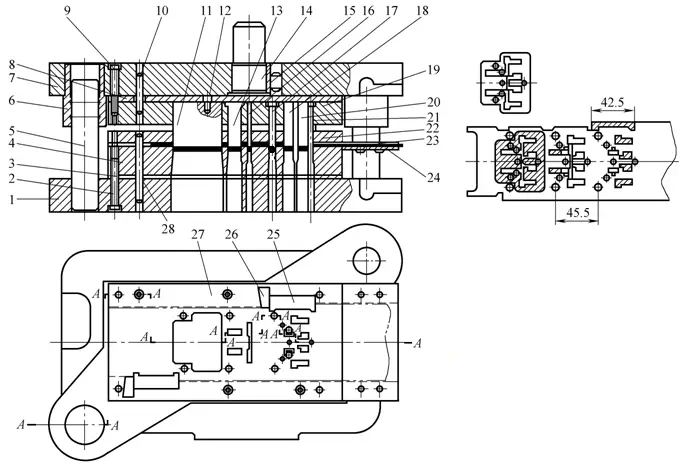
3. Structure typique d'une filière composée
Une matrice composée est une matrice qui n'a qu'une seule station et qui réalise deux ou plusieurs processus d'estampage en même temps lors d'un seul passage de la presse.
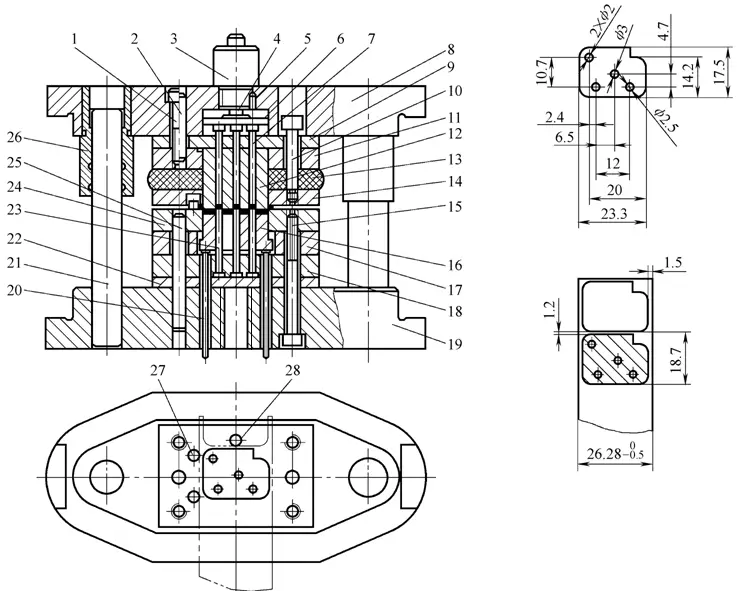
Filière composite pour puces à flip chip
Filière de formage
Comparaison des matrices de formage et des matrices composites pour flip-chip
Poinçonnage de pièces avec des matériaux plus souples, plus fins et plus plats
Large éventail d'applications
Filière de formage
Matrice composée à puce flip-chip
Filière composée de découpage et de perçage
Filière composite inversée avec dispositif de poussée rigide-élastique
5.3 Choix du type de matrice de découpage
Pour les moules à processus unique, la structure à montage frontal est préférée en raison de sa commodité ;
Pour les moules composites, en raison de la commodité et de la sécurité des moules composites à flip-chip, les structures à flip-chip sont privilégiées dans la production réelle. Lorsque la feuille perforée est mince, que l'espacement des trous est légèrement plus petit et que la planéité de la pièce est requise, il convient de choisir le moule composite de la structure à montage frontal.
Dans la production de masse de pièces de petite et moyenne taille, l'outil progressif à alimentation automatique est largement utilisé pour économiser de la main-d'œuvre et améliorer l'efficacité de la production.
Conception des principales pièces du moule et sélection des normes
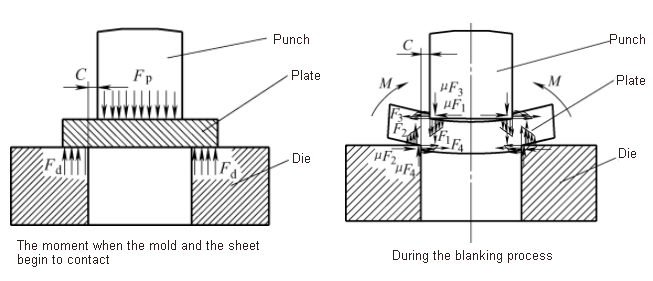
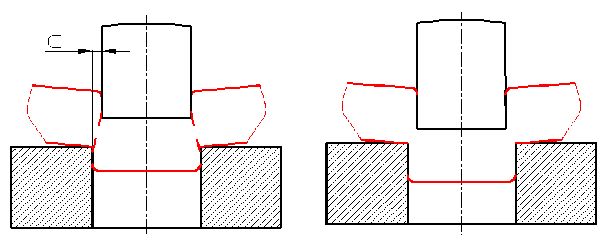
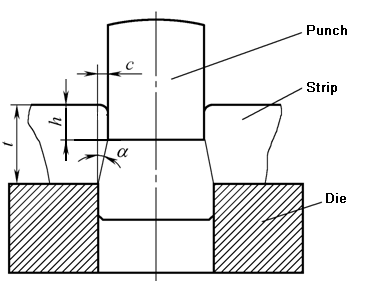
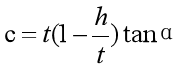
Le jeu de la matrice de découpage désigne la distance entre la matrice et la paroi latérale du bord du poinçon dans la matrice de découpage. Il est représenté par le symbole c, qui se réfère à un espace unilatéral. (GB / T16743-2010)
(1) Impact du dégagement sur le processus de découpage
1) L'influence du jeu C sur la qualité de la pièce. La valeur du jeu peut être réduite de manière appropriée, ce qui peut améliorer efficacement la qualité de la section de la pièce découpée.
2) Influence du jeu C sur la force du processus de poinçonnage
Lorsque C augmente, la force de poinçonnage F est réduite dans une certaine mesure.
Lorsque C augmente, FX, FTet FE diminue, la pression totale de poinçonnage diminue.
Inversement, lorsque Z est réduit, la force de chaque processus de découpage augmente et la pression totale de poinçonnage augmente.
3) Influence du dégagement C sur la durée de vie du moule
Formes de défaillance des moules : usure, fissuration du bord de la matrice, écaillage, déformation, etc.
L'écart C affecte principalement l'usure du moule et la fissure du bord.
Lorsque C est augmenté, la force du processus de découpage étant réduite, l'usure de la matrice est réduite et les fissures sur le bord de la matrice sont réduites, de sorte que la durée de vie est augmentée. Au contraire, la durée de vie est réduite.
Résultats de l'analyse :
L'amélioration de la qualité des pièces nécessite un dégagement moindre de l'outil
La réduction de la pression du poinçon nécessite un plus grand dégagement de la matrice
L'augmentation de la durée de vie du moule nécessite un dégagement plus important du moule
(2) Détermination de la valeur de l'écart raisonnable
1) Calcul théorique de la valeur de l'écart raisonnable
Base : Les fissures des arêtes de coupe supérieure et inférieure se chevauchent et l'écart entre les moules est raisonnable.
Tableau 3-19 Classification des espaces vierges tôle métallique
Nom du projet
Valeurs des catégories et des écarts
Classe i
Classe ii
Classe iii
Classe iv
Classe v
Caractéristiques du plan de cisaillement
Angle du coup de pied R
(2-5)%t
(4-7)%t
(6-8)%t
(8-10)%t
(10-12)%t
Hauteur de la bande lumineuse B
(50-70)%t
(35-55)%t
(25-40)%t
(15-25)%t
(10-20)%t
Hauteur de la zone de fracture F
(25-45)%t
(35-50)%t
(50-60)%t
(60-75)%t
(70-80)%t
Hauteur de la fraise h
Svelte
Moyen
Moyenne
Haut
Plus élevé
Angle de rupture a
–
4°-7°
7°-8°
8°-11°
14°-16°
Planéité f
Bon
Assez bien
Moyenne
Pauvre
Pire
Précision dimensionnelle
Pièce d'obturation
Très proche de la taille de la matrice
Proche de la taille de la matrice
Légèrement plus petit que la taille de la matrice
Inférieur à la taille de la matrice
Inférieur à la taille de la matrice
Pièce de poinçonnage
Très proche de la taille du poinçon
Proche de la taille du poinçon
Légèrement plus grand que la taille du poinçon
Supérieure à la taille du poinçon
Supérieure à la taille du poinçon
Force de perforation
Plus grand
Grandes dimensions
Moyenne
Petit
Plus petit
Force de décharge,Push force
Grandes dimensions
Plus grand
Le plus petit
Plus petit
Petit
Durée de vie
Faible
Plus bas
Plus élevé
Haut
Plus élevé
Tableau 3-20 Valeur de masquage de la tôle (GB / T16743-2010)
Lors du choix des jeux de découpage des tôles, en fonction des exigences techniques des pièces découpées, des caractéristiques d'utilisation et des conditions de production spécifiques, etc., il faut d'abord déterminer le type de jeu à adopter conformément au tableau 3-19, puis choisir ce type de valeur de jeu en conséquence conformément au tableau 3-20.
La fente du nouveau moule doit être la plus petite des valeurs de fente.
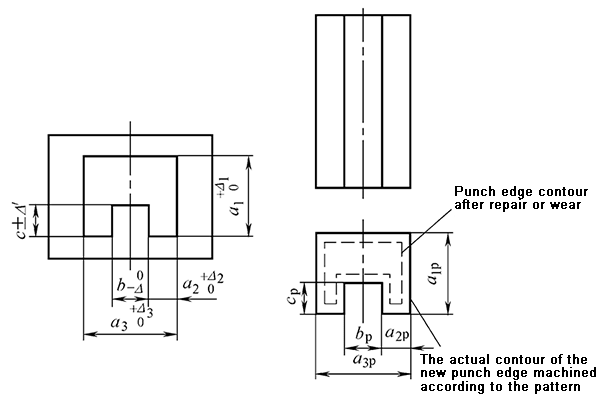
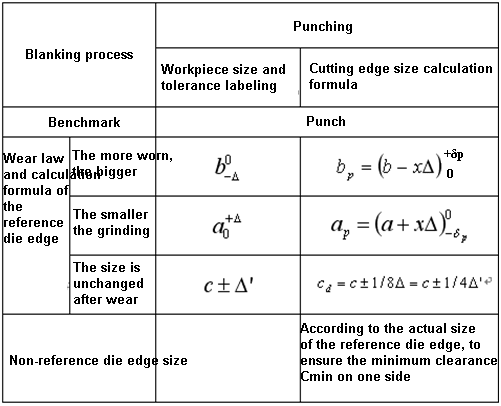
2.déterminer les dimensions et les tolérances des arêtes de coupe des poinçons et des matrices
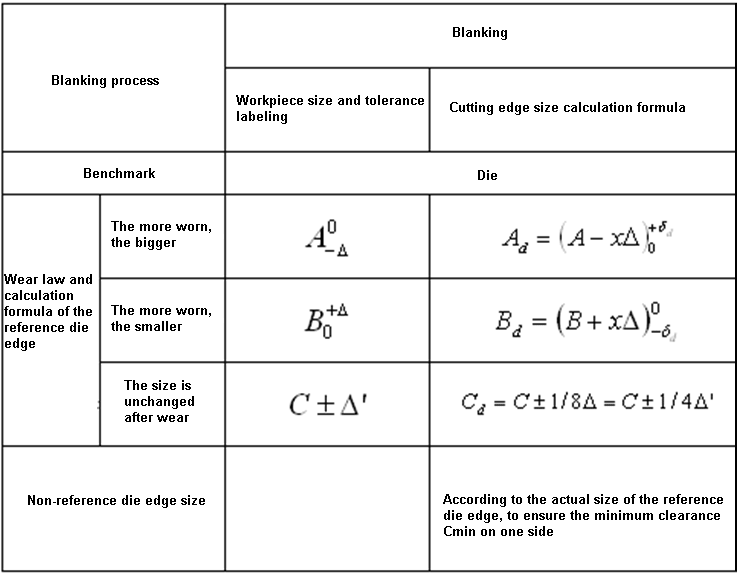
(1) Principe de calcul de la taille de l'arête de coupe des poinçons et matrices
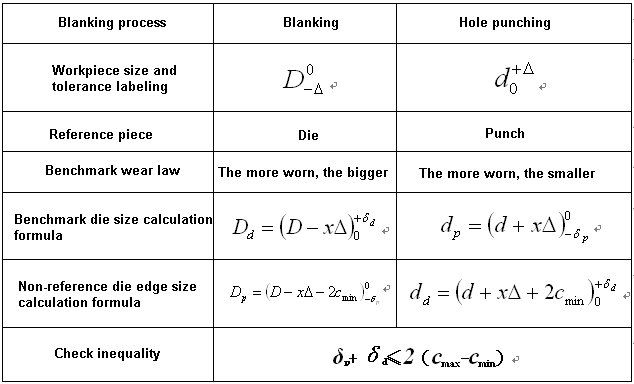
Lors du découpage, choisir la matrice comme référence, concevoir d'abord la taille du bord de la matrice, et l'écart est obtenu en réduisant la taille du bord de la matrice.
Lors du perçage, le poinçon est choisi comme référence. La taille du bord du poinçon est d'abord conçue, et le jeu est obtenu en augmentant la taille du bord du poinçon.
La taille de l'arête de la matrice de référence augmentée après usure est égale ou proche de la taille limite minimale de la pièce à usiner ; la taille de la matrice de référence réduite après usure est égale ou proche de la taille limite maximale de la pièce à usiner. La taille de l'arête de coupe qui ne change pas avant et après l'usure est égale à la taille de la pièce.
En principe, les tolérances de fabrication des dimensions des pièces à usiner et des arêtes de découpe sont marquées comme des écarts unidirectionnels selon le principe de "l'intérieur du corps", c'est-à-dire que les dimensions des pièces découpées et des arêtes de poinçonnage sont marquées comme des écarts négatifs unidirectionnels, des pièces percées et des arêtes de découpe. Les dimensions sont marquées comme des écarts positifs unidirectionnels, et les dimensions qui ne changent pas après l'abrasion sont généralement étiquetées comme des écarts bidirectionnels.
(2) Méthode de calcul de la taille de l'arête de coupe
La méthode de calcul de la taille de l'arête de coupe est liée à la méthode de traitement du moule. Il existe deux méthodes courantes de traitement des moules :
Traitement séparé
Méthode de traitement coopératif
Comparaison de deux méthodes de traitement des moules
Méthode de traitement des moules
Méthode de traitement séparé (méthode de traitement par échange)
Traitement coopératif
Définition
Le poinçon et la matrice sont respectivement usinés à la taille finale selon leurs dessins respectifs.
La matrice de référence est usinée en premier, et la taille du bord de la matrice de non-référence est configurée en fonction de la taille réelle du bord de la matrice de référence déjà découpée, conformément au jeu raisonnable minimum.
Avantages
(1) Le poinçon et la matrice peuvent être fabriqués en parallèle, ce qui raccourcit le cycle de fabrication du moule ; (2) Les pièces du moule sont interchangeables
(1) L'espace entre les moules est garanti par la préparation, ce qui réduit la difficulté du traitement des moules ; (2) Il suffit de dessiner un modèle de référence détaillé pour réduire la charge de travail.
Inconvénients
(1) Il est nécessaire de faire un dessin partiel du poinçon et de la matrice séparément ; (2) L'espace entre les moules est assuré par la précision du traitement des moules, ce qui accroît la difficulté de traitement des moules.
Le moule de non-référence doit être fabriqué après la fabrication du moule de référence, et le cycle de fabrication du moule est long.
Application
Avec le développement de la technologie de fabrication des moules, la plupart des moules en production sont fabriqués par des méthodes de traitement distinctes, et l'application des méthodes de traitement est de moins en moins fréquente. .
1) Traitement séparé des matrices masculines et féminines
Coefficient d'usure x valeur
Epaisseur du matériau t/mm
Pièce non circulaire Valeur x
Valeur x de la pièce circulaire
1
0.75
0.5
0.75
0.5
Tolérance de la pièce Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
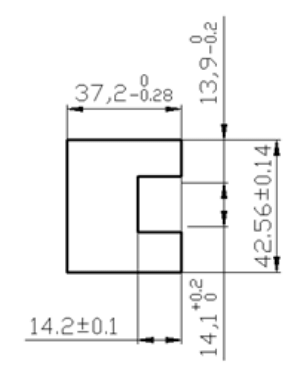
Exemple de calcul de la taille de l'arête de coupe
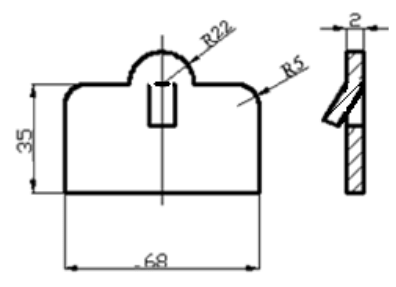
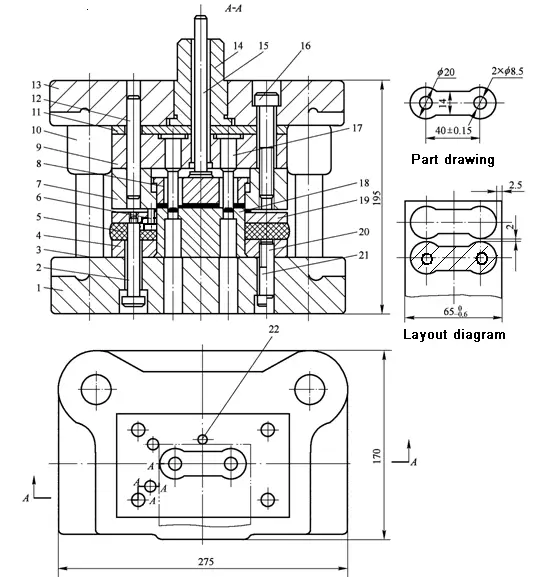
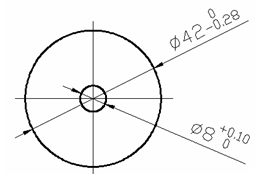
Exemple 3-7 La pièce illustrée à la figure 3-73 est découpée. Le matériau est Q235 et l'épaisseur du matériau est t = 2 mm. Calculez les dimensions et les tolérances des arêtes de poinçonnage et de découpage.
Solution : Comme le montre la figure 3-73, cette pièce nécessite deux processus de découpage, à savoir le découpage et le perçage. La taille du bord de la matrice et la tolérance sont calculées ci-dessous.
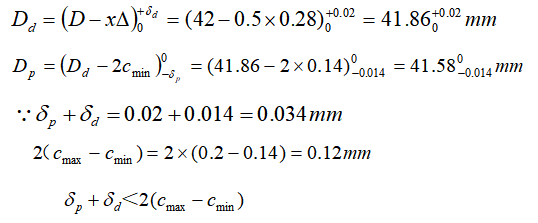
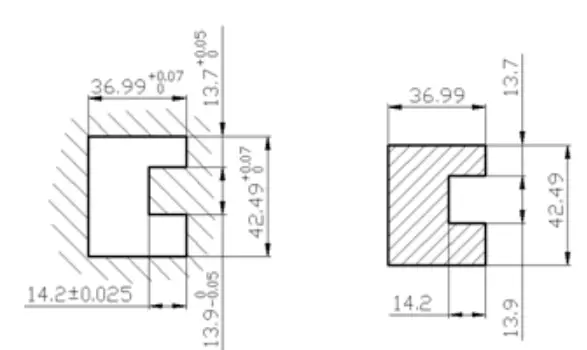
1) Mise à blanc
Sur la base du moule concave, en raison de sa forme régulière, le moule est traité séparément.
En vérifiant les tableaux 3-19 et 3-20, on obtient c = (7% ~ 10%) t, c'est-à-dire :
cmin =7%t=0.07×2=0.14mm;
cmax=10%t=0.10×2=0.2mm;
Consultez le tableau 3-24 pour obtenir le coefficient d'usure : x = 0,5 ;
Les écarts de fabrication des moules convexes et concaves obtenus en consultant le tableau 3-25 sont les suivants : δp = 0,014mm, δd = 0,02mm ;
Calculé à partir de la formule :
La précision du moule est donc appropriée.
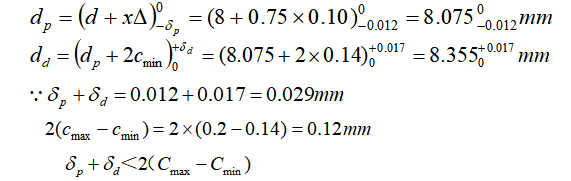
2) Piercing
En prenant le poinçon comme référence, la forme du trou étant simple, la méthode de fabrication séparée est utilisée pour traiter le moule.
Consultez le tableau 3-24 : χ=0.75
Vérifiez le tableau 3-25 pour obtenir : δp = 0,012mm, δd = 0,017mm
Calculé à partir de la formule du tableau 3-23 :
La précision du moule est donc appropriée.
2) Coordonner le traitement des filières masculines et féminines
Formule de calcul de la taille du bord de la matrice de découpage lors du traitement coopératif
Formule de calcul de la taille du bord de la matrice de poinçonnage lors du traitement coopératif
Exemple de dessin de pièces convexes et concaves lors de l'utilisation de la méthode d'usinage
Attention à la tolérance dimensionnelle de l'arête de coupe
3.Conception structurelle des pièces de travail et sélection des normes
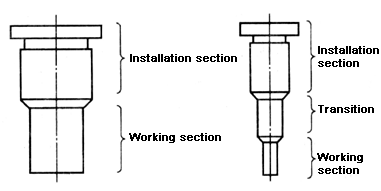
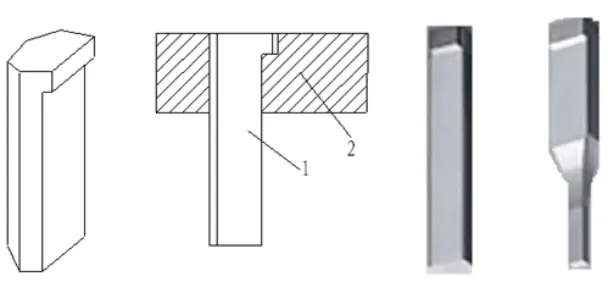
(1)Forme structurelle de la matrice convexe et sa méthode de fixation
Problèmes à résoudre lors de la conception des poinçons
Exigences de dureté : Cr12MoV, Cr12, Cr6WV arête de coupe 58 ~ 62HRC, partie fixe de la tête 40 ~ 50HRC ; CrWMn arête de coupe 56 ~ 60HRC, partie fixe de la tête 40 ~ 50HRC
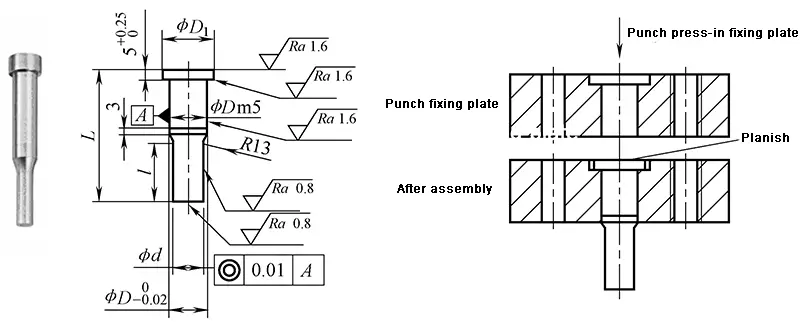
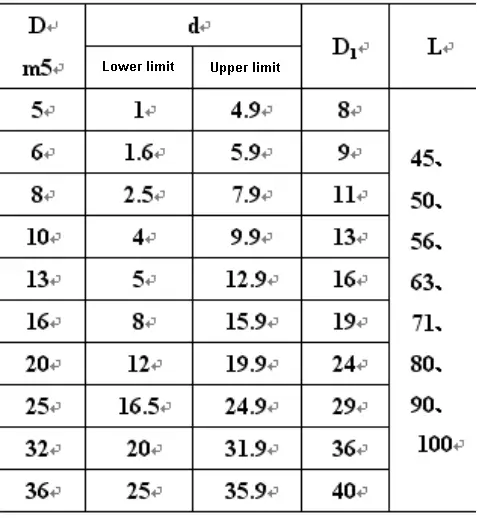
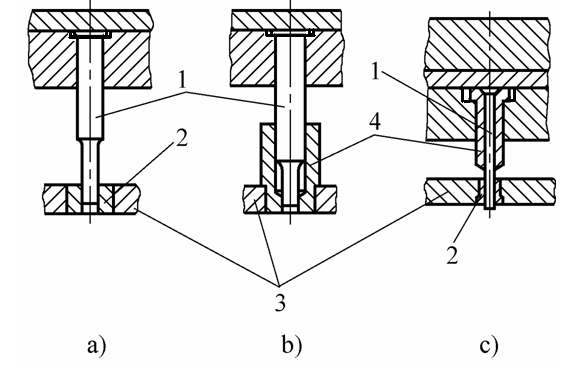
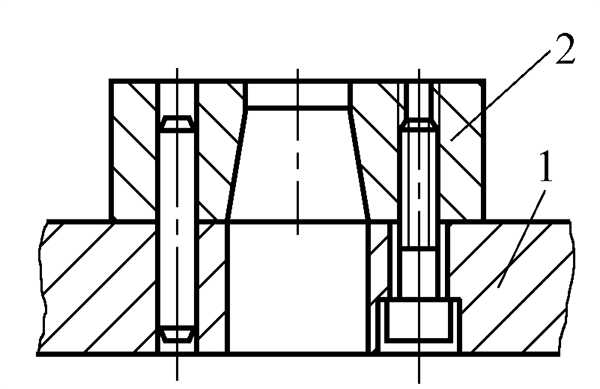
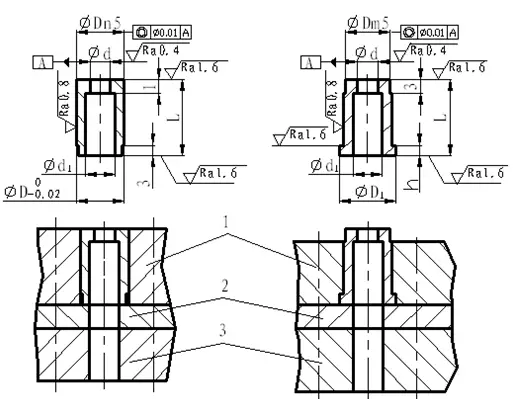
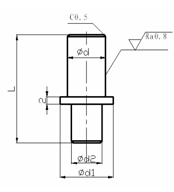
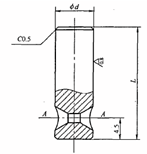
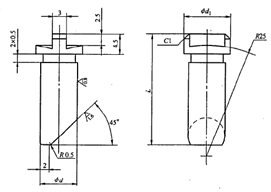
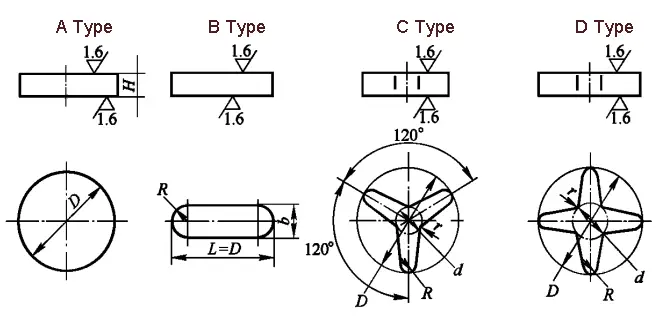
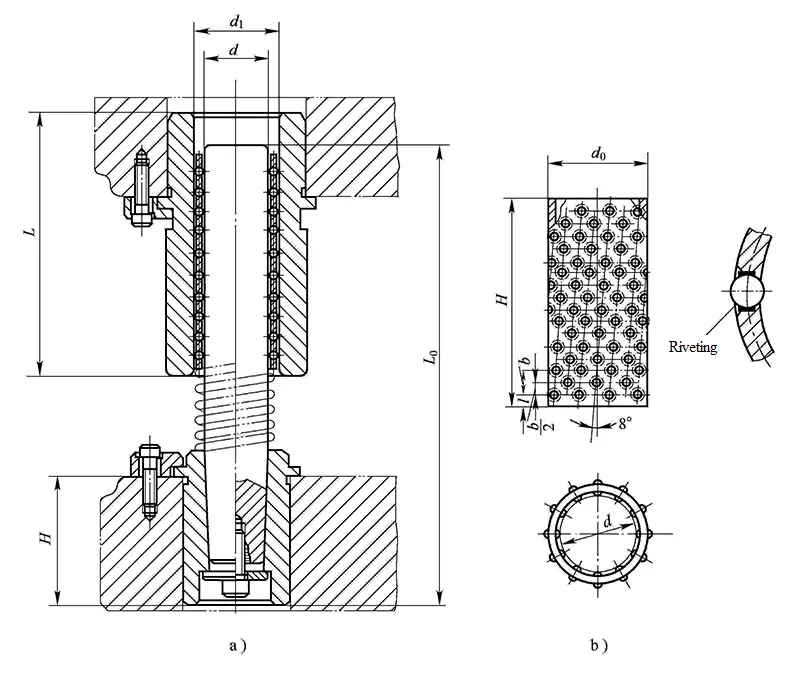
Structure et méthode de fixation de la tête cylindrique de la tige de rétraction de la matrice convexe circulaire
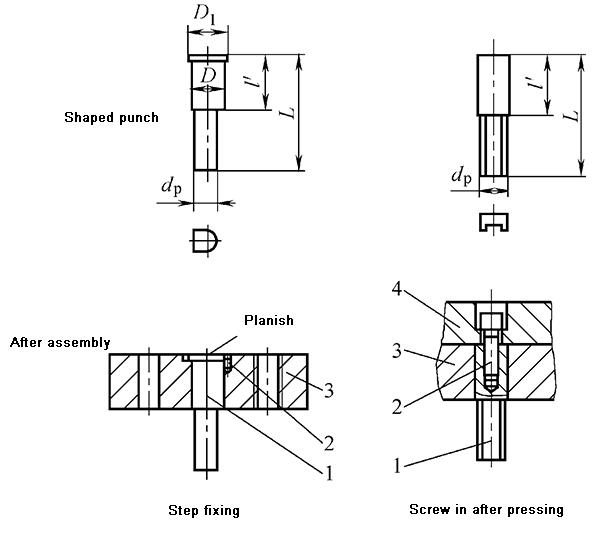
Dimensions standard et exemples de marquage des poinçons circulaires à tête cylindrique pour tiges de frettage(JB/T5826-2008)
Exemple de marquage : D = 5mm, d = 2mm, L = 56mm poinçon circulaire fretté cylindrique marquage du poinçon : poinçon circulaire fretté cylindrique 5×2×56 JB / T5826-2008
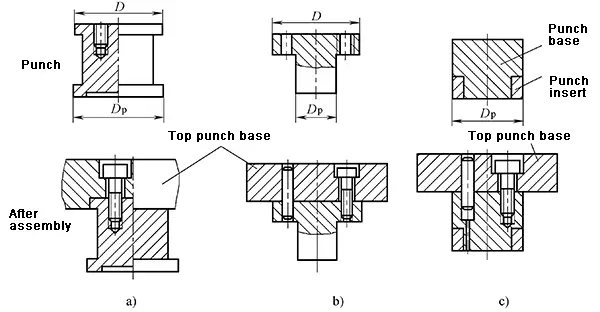
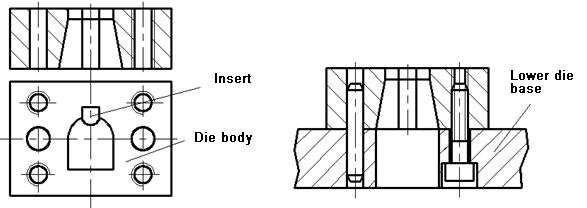
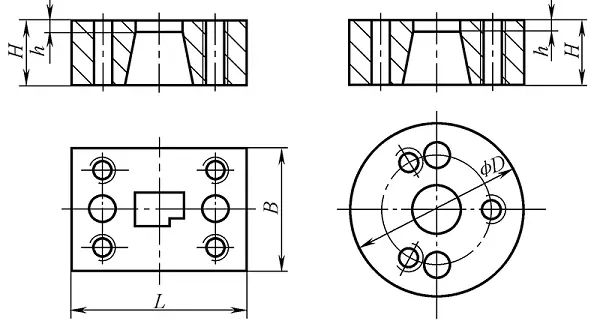
Forme structurelle et méthode de fixation des matrices convexes circulaires de grande et moyenne taille
Structure et méthode de fixation d'un poinçon de perçage
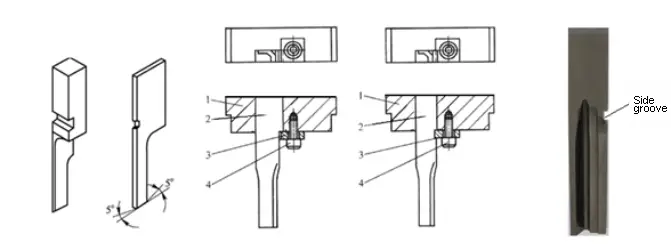
2) Forme structurelle et méthode de fixation de la matrice convexe de forme spéciale
Structure en escalier : la partie fixe est ronde ou rectangulaire
Structure à passage direct
La filière convexe de forme spéciale adopte une structure en escalier et une méthode de fixation
Poinçon de forme spéciale à fente latérale fixe avec plaque de pression
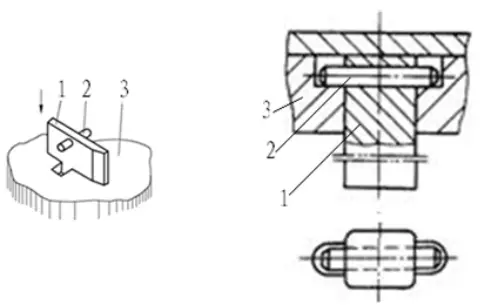
Fixation du poinçon profilé à l'aide d'une goupille transversale
Fixation du poinçon profilé à l'aide d'une plate-forme de suspension
3)Détermination de la taille du poinçon en fonction de la structure du moule
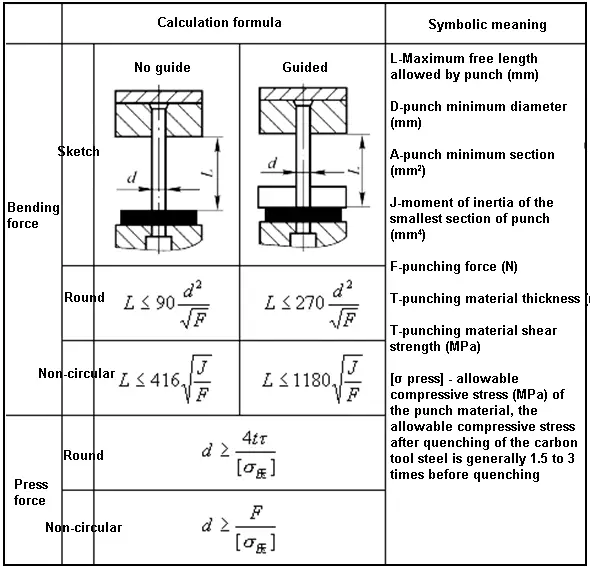
(3) Vérification de la résistance du poinçon
Vérification de la capacité de pression
Contrôle anti-stabilité
(2) Conception de la structure des matrices et sélection des normes
Structure de filière femelle et méthode de fixation
Exigences en matière de traitement thermique des matrices
1) Forme structurelle et méthode de fixation de la matrice
Intégrale
Combiné
Type de bloc
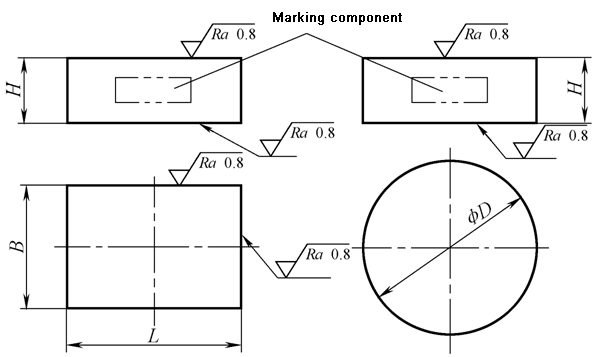
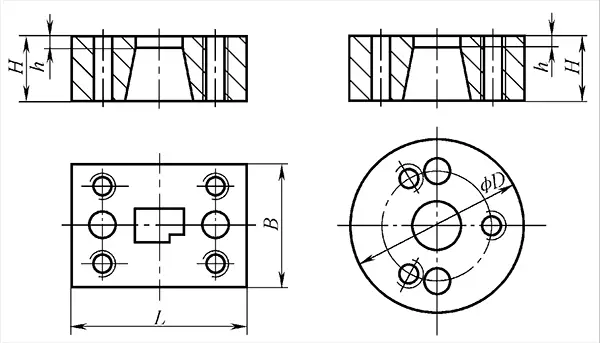
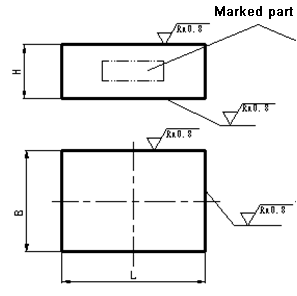
Structure intégrale de la matrice couramment utilisée dans les matrices d'emboutissage ordinaires.
Il existe deux types de matrices intégrales : rectangulaires et rondes.
Exemple de marquage : L = 125mm, B = 100mm, H = 20mm marquage du moule concave rectangulaire : gabarit concave rectangulaire 125×100×20 JB / T7643.1-2008
Méthode de fixation intégrale de la matrice :
Matériel recommandé :
T10A,
9Mn2V,
Cr12,
Cr12MoV
Dureté du traitement thermique : 60 ~ 64HRC
Méthode de fixation - les vis et les goupilles sont directement fixées dans la base inférieure du moule.
Structure de filière combinée et méthode de fixation
Matériel recommandé :
Cr12MoV
Cr12
Cr6WV
CrWMn
Dureté du traitement thermique : 58 ~ 62HRC
Filière bloc
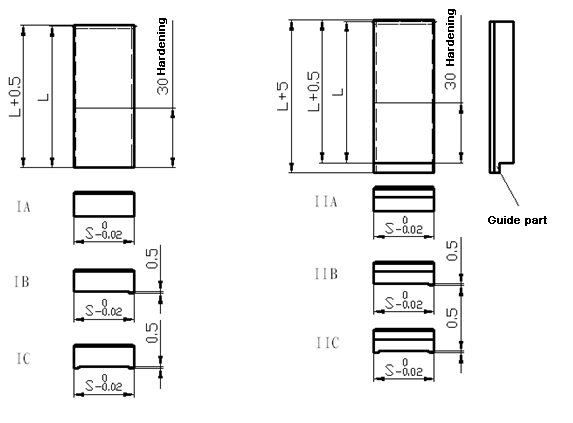
2) Forme de l'arête de coupe de la matrice
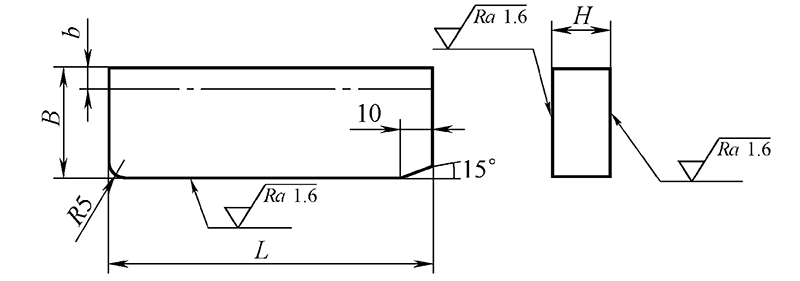
3) Conception de la forme et de la taille de la matrice
Forme : ronde ou rectangulaire
Conception de la dimension des matrices - Formule empirique
La taille calculée de la forme de la matrice ainsi obtenue est la suivante :
Étapes de la conception d'une matrice de découpage :
Exemple de conception de la forme d'une matrice
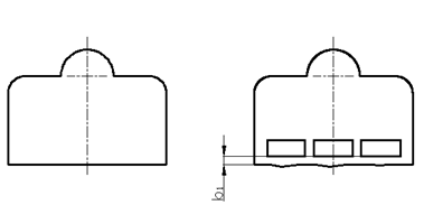
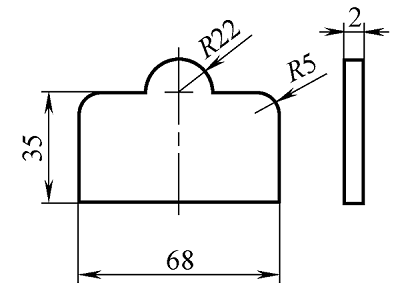
Exemple 3-9 Essayez de concevoir la forme et les dimensions de la matrice de découpage pour la pièce illustrée à la figure 3-92.
Solution : La forme du poinçon étant proche d'un rectangle, la forme de la matrice est rectangulaire.
Selon les dimensions extérieures maximales de la pièce b = 40 + 20 = 60 mm et l'épaisseur du matériau est de 2 mm, voir le tableau 3-29 : K = 0,28, les dimensions de la matrice peuvent être calculées comme suit :
H = Kb = 0,28×60 = 16,8 mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2mm ~ 33,6mm,
Prenons c = 30 mm.
Alors : L = 40 + 19,88 + 30×2 = 119,88 mm
B = 19,88 + 30×2 = 79,88 mm
Il s'agit des dimensions externes calculées de la matrice. D'après les dimensions calculées dans le tableau 3-31, nous savons que la taille réelle de la filière devrait être de.. :
L×B×H = 125mm×80mm×18mm
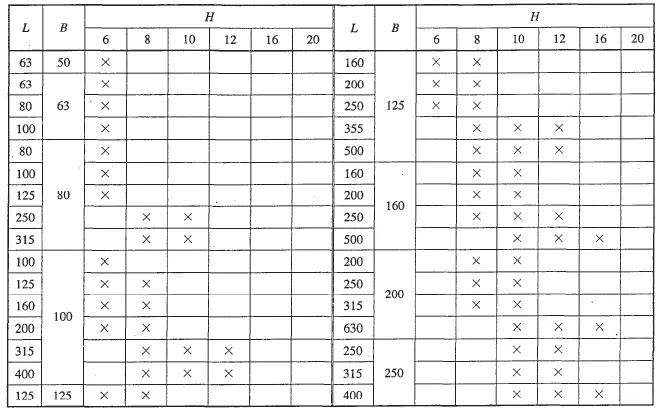
Données partielles du gabarit concave rectangulaire
(3) Conception de matrices convexes et concaves
La matrice convexe et concave est une pièce de travail de la matrice composite qui a les fonctions de matrice de découpage et de poinçonnage. Ses bords intérieurs et extérieurs sont des bords de coupe, et l'épaisseur de la paroi entre les bords intérieurs et extérieurs dépend de la taille de la pièce découpée.
Épaisseur minimale des parois des filières mâle et femelle
Esquisse
Épaisseur t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Épaisseur minimale de la paroi a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Épaisseur t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Épaisseur minimale de la paroi a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Conception des pièces de positionnement et sélection des normes
Rôle : Déterminer la position exacte de l'ébauche dans le moule.
Il existe deux formes d'ébauches introduites dans le moule :
Bande (bande ou bobine)
Simple blanc
La bande est "avancée" le long du moule
Les ébauches individuelles sont "placées" dans la position désignée du moule.
Exemple de positionnement d'un seul blanc
Pièces de rechange
Le rôle est de s'assurer que la bande est introduite dans le moule dans la bonne direction.
Les pièces de plomb les plus courantes sont les suivantes
Plaque de guidage
Goupille de guidage
Dispositif de pression latérale
(1) Plaque de guidage
Le rôle est de contrôler la direction d'alimentation de la bande.
Il s'agit généralement de deux pièces, réparties de part et d'autre du sens d'alimentation de la bande, et directement fixées à la filière par des goupilles filetées. Il existe deux formes :
Structure non standard : plaque de guidage et plaque de décharge en un seul bloc
Méthode de fixation de la plaque de guidage de la structure standard
Les dimensions de la plaque de guidage et du gabarit concave sont identiques.
Plaque de guidage à structure non standard
La plaque de guidage et la plaque d'évacuation sont intégrées
Structure avec plaque de réception
La plaque de guidage est plus longue que le gabarit concave.
(2) Goupille de guidage
En général, il en faut au moins deux, situés du même côté de la bande. La structure standard est recommandée. Le matériau est de l'acier 45 et la dureté du traitement thermique est de 43 ~ 48HRC.
(3) Dispositif de pression latérale
Pièces de maintien
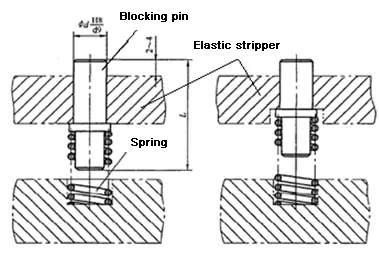
Le rôle est de contrôler la distance à laquelle la bande est introduite dans le moule, c'est-à-dire le contrôle de la distance. Les structures courantes comprennent les goupilles de blocage du matériau, les bords latéraux, les goupilles de guidage, etc.
La broche de blocage est divisée en broche de blocage fixe et broche de blocage mobile.
La goupille d'arrêt fixe comprend une goupille d'arrêt à tête ronde et une goupille d'arrêt en forme de crochet.
La goupille de butée mobile comprend : la goupille de butée initiale, la goupille de butée de type retour et la goupille de butée élastique supérieure.
(1) Goupille d'arrêt fixe
La fonction est de contrôler la distance d'alimentation de la bande, c'est-à-dire de contrôler la distance d'alimentation de la pièce standard. Il est directement fixé à la matrice en amont de l'alimentation.
Base de sélection : Epaisseur t de la tôle perforée, voir tableau 3-34
Principe de fonctionnement de la goupille d'arrêt fixe
Goupille d'arrêt du crochet
(2)Active stopper pin
Toutes les structures sont standard, l'acier 45 est recommandé pour le matériau du bloc ou de la goupille, la dureté du traitement thermique est de 43 ~ 48HRC.
Le dispositif de blocage du matériau de départ est généralement installé dans la plaque de guidage, et il est surtout utilisé pour la première alimentation de la filière progressive.
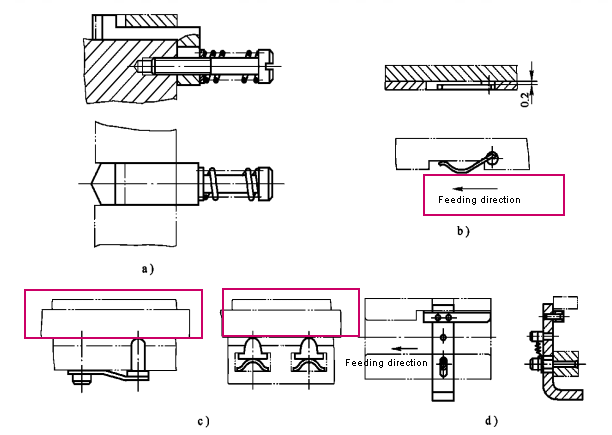
Dispositif d'arrêt des balles
Il est installé dans la plaque de décharge élastique et est principalement utilisé dans le moule composé de type flip.
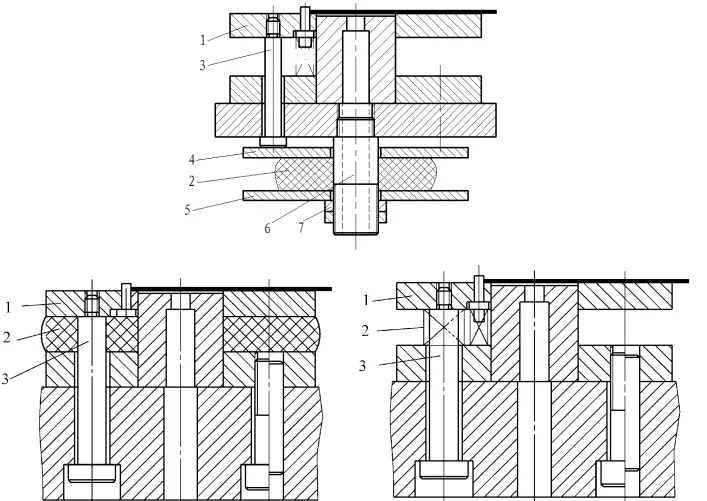
Il existe trois formes :
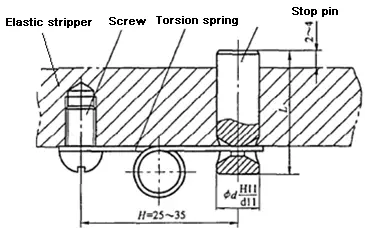
Dispositif de blocage du matériau à ressort
Dispositif de blocage à dôme en caoutchouc
Dispositif de blocage du matériau d'éjection à ressort de torsion
Dispositif de blocage du matériau à ressort
Dispositif de blocage à dôme en caoutchouc
Dispositif de blocage du matériau d'éjection à ressort de torsion
Bouchon d'alimentation à courroie
Installé dans une plaque de déchargement rigide, principalement utilisée dans les moules à alimentation manuelle.
Principe de fonctionnement du dispositif de blocage à courroie
(3) Lame latérale
La fonction est de contrôler la distance d'alimentation de la bande, c'est-à-dire de contrôler la distance d'alimentation.
Bord latéral : Dans la filière progressive, afin de limiter la distance d'alimentation de la bande, une pièce d'une certaine forme est découpée sur le côté de la bande.
La lame latérale comporte des pièces standard, et T10A est recommandé. La dureté du traitement thermique est de 56 ~ 60HRC.
Méthode standard de sélection des lames latérales : En fonction de la distance, la longueur de l'arête latérale = la distance
Bord latéral standard
Emplacement des bavures après une coupe latérale émoussée
Lame latérale spéciale
Les pièces non standard sont déterminées par la forme du poinçon.
Butée de bord latéral
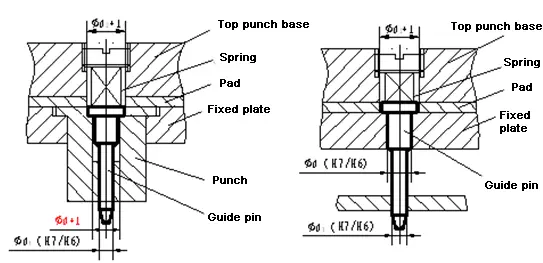
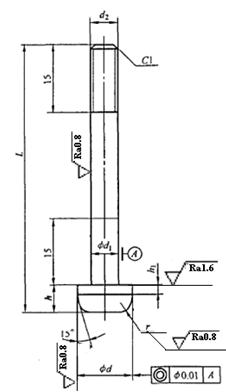
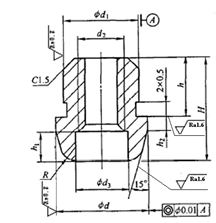
(4) Goupille de guidage
Principalement utilisé pour le positionnement précis de la bande dans la matrice progressive. Il s'agit d'une pièce standard. Elle se compose d'une tête et d'une tige. La tige de la goupille de guidage est utilisée pour la fixation. Il est recommandé d'utiliser la tige de guidage 9Mn2V en fonction du diamètre du trou préperforé d.
Taille de base :
Diamètre de la partie principale d--utiliser H7 / h6 ou H7 / h7 pour coopérer avec le trou de guidage
Hauteur de la pièce de guidage h - prendre h = (0,8 ~ 2) t
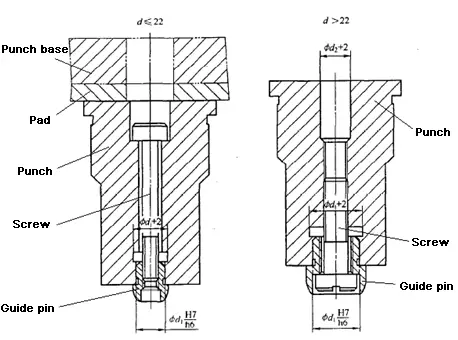
Structure et méthode de fixation de la goupille de guidage standard de type A
Goupille de guidage de type A
Structure et méthode de fixation de l'axe de guidage standard de type B
Goupille de guidage de type B
Structure et méthode de fixation de la goupille de guidage standard C
Goupille de guidage de type C
Structure et méthode de fixation de la goupille de guidage standard de type D
Goupille de guidage de type D
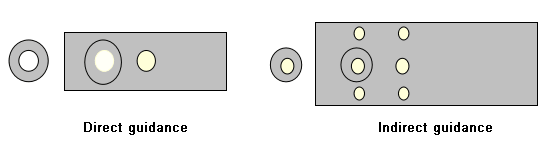
Deux façons de guider les goupilles :
La broche de guidage peut s'aligner directement ou indirectement.
L'alignement direct fait référence à l'utilisation de trous dans la pièce pour l'alignement. Les goupilles d'alignement sont généralement installées dans la matrice de découpage.
L'alignement indirect consiste à utiliser les trous préperforés du processus pour l'alignement, et les goupilles d'alignement sont souvent installées dans la plaque de fixation de la matrice convexe.
Les goupilles de guidage ne peuvent pas être utilisées indépendamment les unes des autres ! ! !
La goupille de guidage est généralement utilisée avec une goupille de blocage, un bord latéral et un dispositif d'alimentation automatique.
Relation de position avec la goupille de blocage :
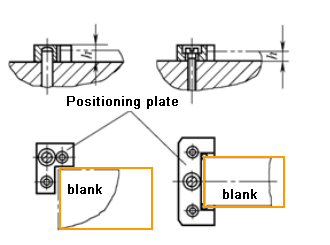
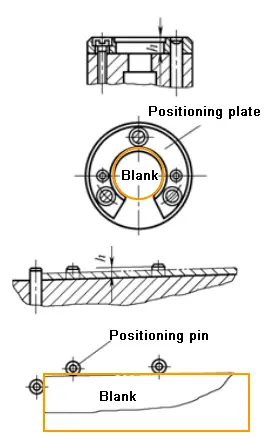
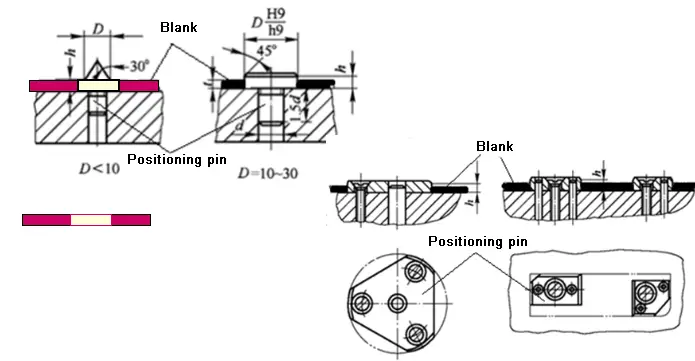
(3) plaque de positionnement et goupille de positionnement
Positionnement à l'aide d'une forme vide
Positionnement à l'aide d'une forme intérieure vide
6.3 Conception et sélection standard des pièces de pressage, de déchargement et d'alimentation
Le rôle consiste à tenir la tôle et à décharger ou à pousser les pièces et les déchets.
Dispositif de déchargement (coupeur de déchets)
Dispositif de poussée
Ejection de l'appareil
Dispositif de déchargement
L'objectif est d'enlever les parties ou les déchets qui se trouvent à l'extérieur de la filière mâle ou femelle.
Selon les différentes sources de la force de décharge :
Dispositif de décharge rigide
Dispositif de décharge flexible
Couteau à déchets (pour le déchargement lors de l'emboutissage de pièces à bords profonds)
(1) Dispositif de déchargement rigide (fixe)
Il se compose d'une plaque (appelée plaque de déchargement), qui est directement fixée sur la matrice à l'aide de vis et de goupilles. La force de déchargement est provoquée par l'impact rigide entre le flan de la plaque et la plaque de déchargement. Il convient principalement au déchargement de plaques épaisses avec une grande force de déchargement et sans exigence de planéité de la plaque.
Principe de déchargement du dispositif de déchargement rigide
La force causée par l'impact rigide de la plaque de déchargement et le matériau est utilisée pour le déchargement.
Conception de la plaque de décharge (rigide)
La forme et la taille de la forme extérieure sont généralement les mêmes que celles de la matrice.
La forme du trou dépend de la forme du poinçon pour ce poinçonnage, et il y a un espace entre les deux. S'il sert en même temps de plaque de guidage, un ajustement de H7 / h6 est utilisé avec le poinçon.
L'épaisseur de la plaque de décharge est déterminée par l'épaisseur de la plaque, voir le tableau ci-dessous.
Il est recommandé d'utiliser de l'acier 45, d'une dureté de 43 à 48 HRC.
Épaisseur de la feuille
t(mm)
Largeur du stripperB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
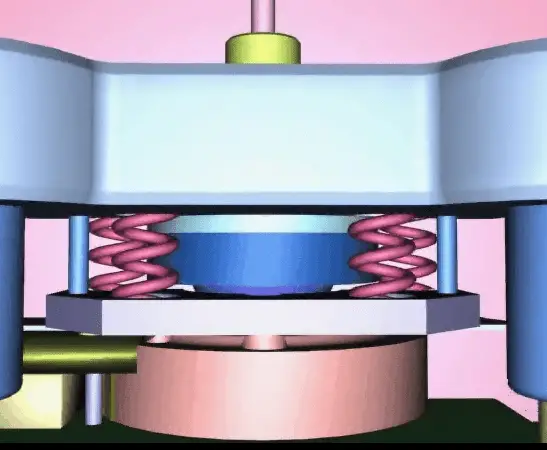
(2) Dispositif de décharge élastique
Il se compose d'une plaque de déchargement, d'un élément élastique et d'une vis de déchargement. Il est généralement installé dans le moule supérieur et peut également être installé dans le moule inférieur.
La force de décharge est causée par la compression de l'élément élastique.
Ce type de plaque de décharge est souvent utilisé pour le poinçonnage de matériaux fins, avec une faible force de décharge et des exigences de planéité de la plaque.
Processus de fonctionnement du dispositif de décharge élastique
Plusieurs formes structurelles de dispositif de décharge élastique
Le dispositif de déchargement est installé sur le moule supérieur.
Dispositif de déchargement installé dans le moule inférieur
Il faut concevoir : la plaque de décharge, l'élément élastique et la vis de décharge.
En général, la forme et la taille de la plaque de déchargement sont compatibles avec la matrice. Si les éléments élastiques sont trop nombreux ou trop grands, la taille de la plaque de déchargement peut être augmentée pour faciliter la mise en place de l'élément élastique.
La configuration des trous de la plaque de déchargement correspond à la forme de la matrice de poinçonnage. Il existe un certain écart entre les deux. L'épaisseur de la plaque de décharge dépend de l'épaisseur de la plaque poinçonnée.
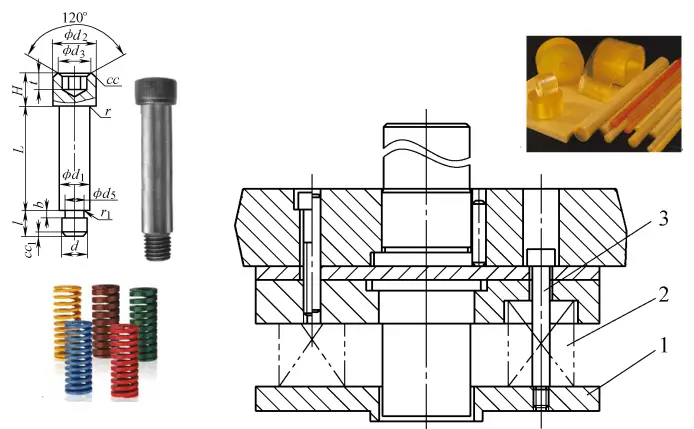
La vis de décharge est une pièce standard (contrairement à la vis de fixation, qui est dédiée au moule) et peut être directement sélectionnée dans la norme.
Les éléments élastiques couramment utilisés sont les ressorts et les caoutchoucs, qui sont des pièces standard et peuvent être sélectionnés en fonction des conditions.
Raccordement du dispositif de décharge élastique - vis de décharge
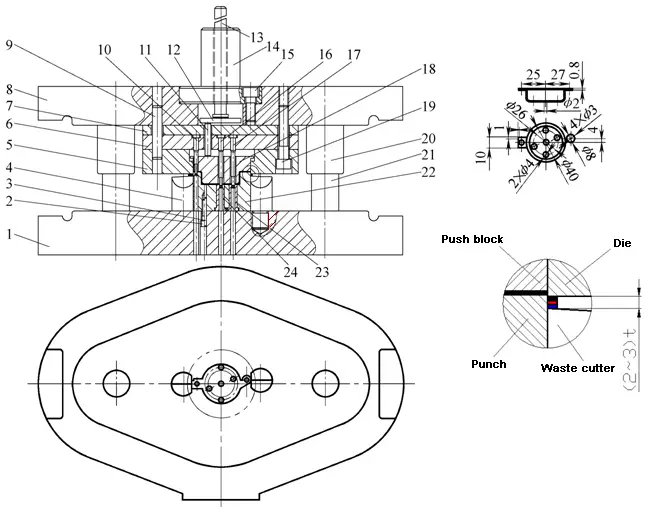
(3) Couteau de coupe des déchets
Lors de la découpe de la pièce étirée, utiliser un cutter pour l'évacuation des déchets.
Le couteau à déchets est généralement installé sur le bord de l'appareil. poinçon de découpeSon bord tranchant est environ 2 à 3 fois plus épais que le bord tranchant. Lors du découpage, la matrice presse les déchets sur l'arête de coupe de la lame de coupe pour couper les déchets en vue de leur déchargement.
Structure standard du broyeur de déchets
Dispositif de poussée
Le rôle est de pousser la pièce ou la chute coincée dans la cavité de la matrice le long de la direction de poinçonnage.
En fonction de la source de la force de poussée :
Dispositif de poussée rigide
Dispositif de poussée élastique
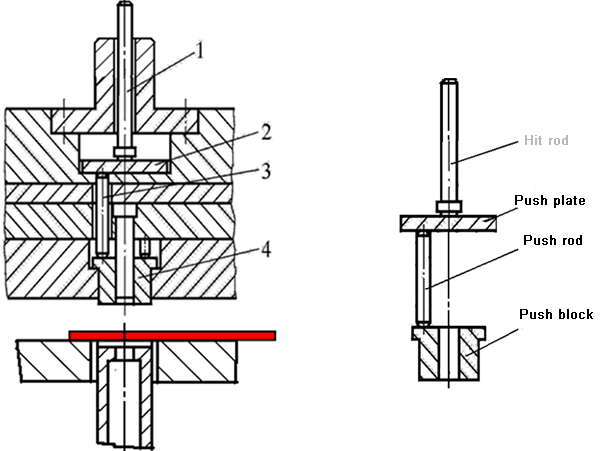
(1) Dispositif de poussée rigide
Composants du dispositif de poussée rigide
Principe du dispositif de poussée rigide
Conception d'un dispositif de poussée rigide
Conception du bloc de poussée
Structure de la plaque de poussée : pièces standard en option
Dispositif de poussée élastique
Composé d'éléments élastiques et de blocs de poussée
Conception nécessaire : bloc de poussée et élément élastique.
Dispositif d'éjection
L'effet est de pousser le matériau coincé dans la cavité de la matrice contre la direction du poinçonnage.
Processus de fonctionnement du dispositif supérieur
6.4 Conception des pièces de guidage et sélection des normes
Le rôle est d'assurer le guidage du mouvement et de déterminer les positions relatives des matrices supérieures et inférieures. Le but est de faire entrer correctement les matrices mâles dans les matrices femelles et de rendre les jeux périphériques des matrices mâles et femelles aussi uniformes que possible.
Douille de guidage de colonne : douille de guidage de colonne coulissante ; douille de guidage de colonne à billes
Plaque de guidage
(1) Poteau de guidage et guide de douille de guidage
Poteau de guidage coulissant Douille de guidage
La douille de guidage du poteau de guidage coulissant est standard
Assemblage d'un poteau de guidage coulissant et d'une douille de guidage
Douille de guidage du poteau de guidage de la bille
Guide bille
a) Guide à billes
b) Cage à billes en acier
Guide bille
La position d'installation de la douille de guidage du poteau de guidage de la bille dans le moule
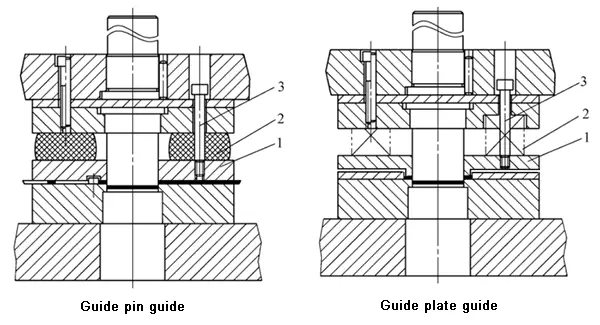
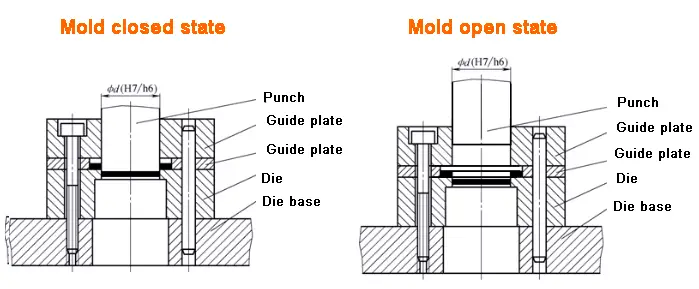
(2) Guide de la plaque de guidage
La plaque de guidage est une plaque de décharge rigide.
La différence est que l'écart entre la plaque de guidage et le poinçon est de H7/h6. Pour que la plaque de guidage joue un rôle de guidage, elle doit avoir une longueur de contact suffisante avec le poinçon. L'épaisseur H est généralement prise comme suit :
H = (0,8~1) Hmourir (Hmourir est l'épaisseur de la matrice)
En même temps, pendant tout le processus de travail du moule (y compris le retour du moule), le poinçon et le trou de la plaque de guidage ne sont pas séparés.
6.5 Conception et sélection standard des pièces de raccordement et de fixation
Le rôle consiste à fixer les matrices mâles et femelles sur les matrices supérieures et inférieures, ainsi que les matrices supérieures et inférieures sur la presse :
Base du moule (cadre)
Poignée de la filière
Tampon
Plaque de fixation
Vis
Épingle
(1) Base du moule
Il existe une base de moule supérieure et une base de moule inférieure, qui sont utilisées pour assembler et soutenir les pièces utilisées pour le moule supérieur ou le moule inférieur.
Coffrage standard
Base supérieure du moule
Base inférieure du moule
Poste de guide
Manchon de guidage
En fonction de l'ajustement du poteau de guidage et de la douille de guidage, le coffrage standard comprend :
Coffrage de guidage coulissant
Guide de roulage des coffrages
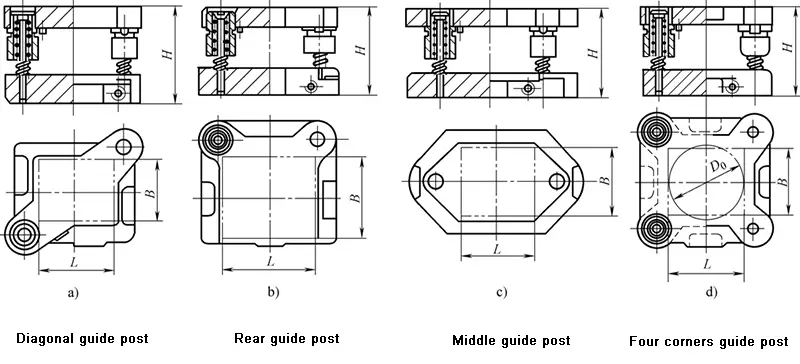
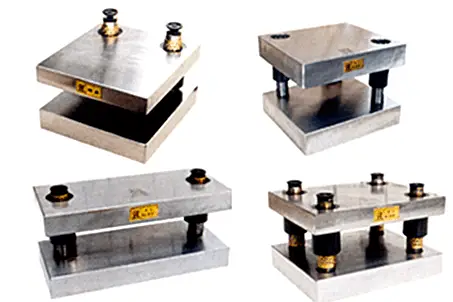
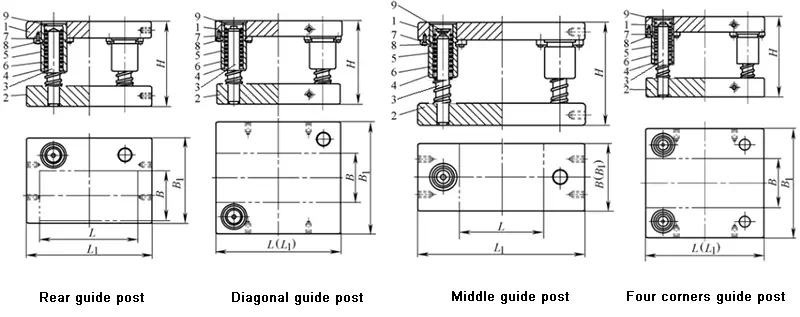
En fonction de la position du poteau de guidage et de la douille de guidage, le coffrage standard comprend :
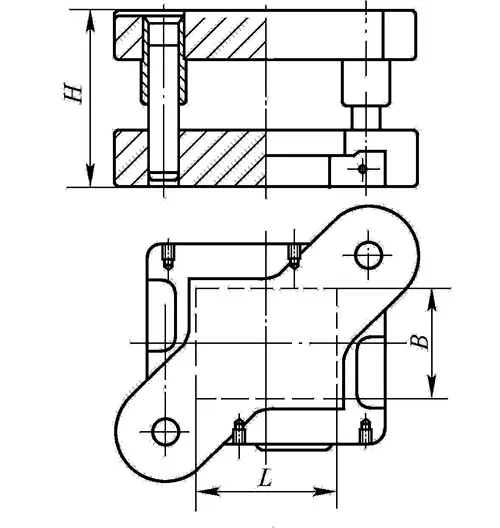
Coffrage de poteaux guides diagonaux
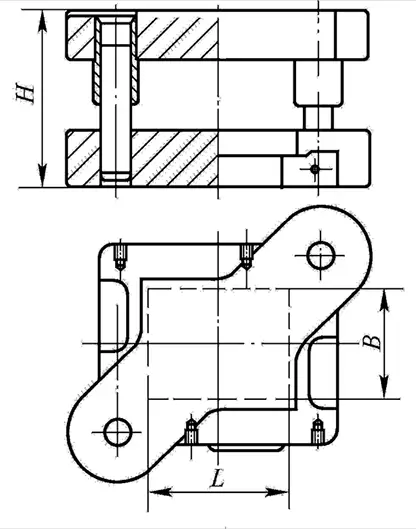
Coffrage de poteaux de guidage arrière
Guide intermédiaire pour le coffrage des poteaux
Coffrage de poteaux guides à quatre angles
Base de moule standard - base de moule supérieure, base de moule inférieure, poteau de guidage, douille de guidage
Guide coulissant coffrage standard
Coffrage d'acier à guidage coulissant
Principe de sélection de la base du moule : sélection en fonction du périmètre de la matrice
(2) Poignée du moule - pièces standard
Le rôle est de fixer le moule supérieur sur la glissière de la presse, ce qui est généralement appliqué aux moules de petite et moyenne taille.
Les poignées standard les plus courantes sont les suivantes
Poignée de moule à emboîter
Poignée de moule à visser
Poignée de moule à bride
Poignée de moule flottante
Il est recommandé d'utiliser de l'acier Q235A ou #45 pour les moules.
Principe de sélection : le diamètre de l'orifice du manche de la presse
Quatre structures standard de poignées de moules courantes
(3) Plaque fixe
Le rôle est d'installer et de fixer de petits moules mâles ou femelles, et enfin de les installer sur la base supérieure du moule ou sur la base inférieure du moule dans son ensemble.
Il s'agit d'une pièce standard disponible en deux types : rectangulaire et circulaire.
Conception de la plaque de fixation
Le choix de la plaque de fixation de l'outil mâle se fait en fonction de la forme et de la taille de l'outil femelle.
La taille du plan de la plaque fixe est la même que celle de la matrice, et l'épaisseur est généralement de 0,6 à 0,8 fois l'épaisseur de la matrice.
Les trous de montage et les poinçons de la plaque de fixation adoptent un ajustement de transition H7 / m6 ou H7 / n6 ou H7 / m5. Après pressage, les surfaces d'extrémité de la plaque de fixation et de la plaque de fixation sont rectifiées ensemble.
Il est recommandé d'utiliser de l'acier 45 comme matériau de fixation, et la dureté du traitement thermique est de 28 ~ 32HRC.
Plaque de fixation rectangulaire
(4) Plaque d'appui
Il est situé entre les moules convexes et concaves et la base du moule, et supporte et disperse la charge de pressage pour empêcher les bases supérieure et inférieure du moule d'être pressées hors de l'évidement.
L'utilisation d'un tampon dans le moule dépend de deux conditions :
La pression unitaire générée par la surface d'extrémité fixe du poinçon sur la base du moule dépasse la pression que la base du moule peut supporter.
C'est-à-dire : σ = P / F≥ [σpress]
L'utilisation d'un dispositif de poussée rigide dans le moule supérieur nécessite l'usinage de trous dans la base du moule.
Conception des plaques
La plaque d'appui est une pièce standard, qui comporte une plaque d'appui ronde (JB / T7643.6-2008) et une plaque d'appui rectangulaire (JB / T7643.6-2008).
La base de sélection est la forme et la taille de la matrice.
La taille du plan de la plaque d'appui est la même que celle de la matrice, et son épaisseur est généralement comprise entre 5 et 12 mm.
L'acier 45 est recommandé comme matériau, et la dureté du traitement thermique est de 43 ~ 45HRC.
Lors de la conception d'un moule composite, un tampon doit parfois être installé entre les moules convexes et concaves et la base du moule.
Plaque d'appui standard
(5) Vis et goupilles - pièces standard
Les pièces de fixation dans le moule comprennent principalement des vis et des goupilles. La vis relie principalement les pièces du moule pour en faire un tout, et la goupille joue le rôle de positionnement. Les vis hexagonales sont le meilleur choix pour les vis. Les goupilles cylindriques sont souvent utilisées pour les goupilles. Lors de la conception, il ne doit pas y avoir moins de deux goupilles cylindriques.
La distance entre la goupille et la vis ne doit pas être trop faible pour éviter une diminution de la résistance. Les spécifications, les quantités, les distances et les autres dimensions des vis et des goupilles dans le moule peuvent être conçues en se référant à la combinaison typique de la matrice à froid dans la norme nationale.
Le diamètre de la vis est déterminé par l'épaisseur de la matrice.
Sélection du diamètre de la vis
Épaisseur de la matrice
<13
13-19
19-25
25-32
>32
Diamètre de la vis
M4,M5
M5,M6
M6, M8
M8,M10
M10,M12
Sélection et contrôle de l'équipement de découpage
7.1 La sélection de l'équipement
La sélection est basée sur la taille de la force du processus de découpage et la structure du moule.
Les étapes de la sélection sont les suivantes :
(1) Calculer la force totale de découpage F total en fonction des caractéristiques de la structure du moule.
Lorsque l'on utilise le dispositif de décharge rigide et la méthode de décharge inférieure, la force totale du processus de découpage est.. :
Ftotal=F+FT
Lorsque le dispositif de décharge élastique et la méthode de décharge supérieure sont utilisés, la force totale du processus de découpage est :
Ftotal=F+FX+FD
Lorsque l'on utilise le dispositif de décharge élastique et la méthode de décharge inférieure, la force totale du processus de découpage est de.. :
Ftotal=F+FX+FT
(2) Vérifier les données de l'équipement en fonction de la puissance totale du processus de suppression, régler la pression nominale F de l'équipement ≥ FtotalIl s'agit ensuite de sélectionner l'équipement dans un premier temps et d'obtenir les paramètres pertinents de l'équipement.
7.2 Équipement primaire sélectionné après vérification
(1) Vérifier la hauteur de fermeture
(2) Vérification de la taille de l'avion
(3) Vérifier la taille du trou de la poignée du moule
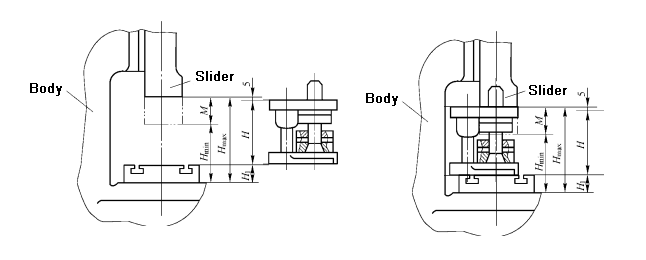
La hauteur de fermeture de la presse correspond à la distance entre la surface inférieure du curseur et la surface supérieure de la table lorsque le curseur est en position de limite inférieure. La hauteur de fermeture de la presse a une hauteur de fermeture maximale Hmax et une hauteur de fermeture minimale Hmin.
La hauteur de fermeture H du moule correspond à la distance entre le plan inférieur de la base inférieure du moule et le plan supérieur de la base supérieure du moule lorsque le moule se trouve au pôle inférieur de la position de travail.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà envisagé le potentiel de changement de la technologie des servopresses dans le secteur de la fabrication ? Dans cet article, nous examinerons comment ces machines de pointe révolutionnent l'industrie, en offrant une précision, une efficacité et une...
Vous êtes-vous déjà demandé comment sont fabriquées les machines qui façonnent notre monde ? Ce blog vous emmène à la découverte des principaux fabricants de poinçonneuses. Vous en apprendrez plus sur...
En tant qu'ingénieur, vous savez que le diable se cache dans les détails lorsqu'il s'agit de concevoir et de fabriquer des machines. Un aspect crucial qui peut faire ou défaire la qualité...
Le choix de l'outillage de poinçonnage à tourelle approprié peut avoir un impact significatif sur l'efficacité de votre production et la qualité de vos produits. Vous avez des problèmes de bavures ou d'usure des matrices dans votre traitement de la tôle ? Ce guide...
Quelle entreprise arrive en tête de la liste des fabricants de machines de montage de charpentes métalliques ? Cet article explore les principales marques du secteur, en détaillant leur histoire, leurs innovations et leurs offres de produits. En lisant cet article, vous comprendrez...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces métalliques de votre voiture ou de vos appareils électroménagers ? L'emboutissage, un procédé qui consiste à façonner des feuilles de métal à l'aide de matrices, en est la clé. Cette méthode offre des...
Vous êtes-vous déjà demandé comment les voitures sont fabriquées si rapidement et en toute sécurité ? Cet article dévoile la magie des lignes de production automatisées d'emboutissage, où les robots remplacent le travail manuel, augmentant ainsi l'efficacité...
Quels sont les matériaux qui permettent aux matrices d'emboutissage d'être à la fois robustes et précises ? Les matrices d'emboutissage nécessitent une durabilité et une précision élevées, et des matériaux tels que l'acier, le carbure et divers alliages jouent un rôle essentiel. Cet article explore...
Les merveilles de l'emboutissage du métal vous intriguent ? Dans cet article de blog, nous nous plongeons dans le monde fascinant du bordage, du collet et du renflement des trous. Notre ingénieur mécanicien expert vous guidera...
Faites passer votre entreprise à la vitesse supérieure