Les merveilles de l'emboutissage du métal vous intriguent ? Dans cet article de blog, nous nous plongeons dans le monde fascinant du bordage, du colletage et du bombage des trous. Notre ingénieur mécanique expert vous guidera à travers les subtilités de ces processus, en expliquant les concepts clés et en partageant des idées d'initiés. Préparez-vous à élargir vos connaissances et à apprécier l'art de la mise en forme du métal comme jamais auparavant !
Le bordage de trou est un procédé de formage du métal qui crée un bord surélevé ou une collerette autour d'un trou préexistant dans une pièce de tôle. Cette technique utilise un outillage spécialisé pour déformer le matériau entourant le trou, ce qui donne généralement une protubérance cylindrique perpendiculaire à la surface de la tôle ou à un angle spécifique.
Le processus comprend plusieurs étapes clés :
Création initiale du trou : Un trou est d'abord percé ou découpé dans la tôle.
Positionnement : La pièce à usiner est alignée avec la matrice de bordage et le poinçon.
Formage : Le poinçon exerce une force sur le matériau autour du trou, ce qui le fait s'écouler et forme la bride.
Façonnage : La matrice contrôle la forme finale et l'angle de la bride.
Les brides peuvent être formées à différentes hauteurs et à différents angles, en fonction des propriétés du matériau, de l'épaisseur de la tôle et de la conception de l'outillage. Les configurations de brides les plus courantes sont les suivantes
Brides droites : Perpendiculaires à la surface de la tôle
Brides coudées : Formées à un angle spécifique, généralement entre 15° et 90°.
Brides courbées : Avec un bord roulé ou incurvé pour plus de solidité ou de sécurité.
Le bordage des trous offre plusieurs avantages en matière de fabrication :
Augmentation de l'intégrité structurelle autour du trou
Amélioration des surfaces d'accouplement pour l'assemblage
Amélioration de l'aspect esthétique
Réduction potentielle du poids par rapport à d'autres méthodes d'assemblage
Types de bordures de trous
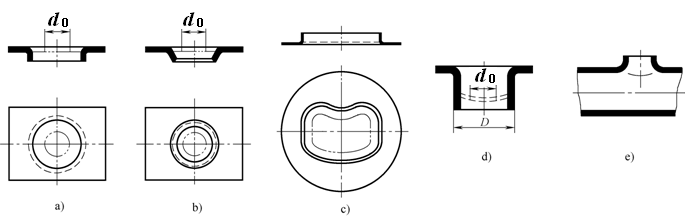
Les opérations de bridage peuvent être appliquées à différentes géométries et surfaces, répondant ainsi à diverses exigences de fabrication. Le processus peut être classé en fonction de la forme initiale de la pièce et du profil de bride souhaité :
Bridage de plaques planes : Il s'agit de créer des trous à bride sur des surfaces planes. Il est couramment utilisé dans la fabrication de tôles pour des applications telles que les boîtiers électriques, les conduits de chauffage, de ventilation et de climatisation, et les panneaux de carrosserie automobile.
Bridage de surfaces courbes : Cette opération plus complexe permet de créer des trous à bride sur des surfaces non planes. Le bordage de tubes en est un bon exemple : les trous sont bordés sur des ébauches cylindriques ou d'autres ébauches tubulaires incurvées. Cette technique est essentielle dans des industries telles que l'aérospatiale pour créer des composants légers et structurellement solides.
Trous ronds à collerette : Ils présentent un profil circulaire uniforme sur toute la circonférence. Ils sont souvent utilisés lorsqu'un bord lisse et régulier est nécessaire à des fins d'étanchéité ou d'esthétique.
Trous à bride non ronds : Ces trous peuvent avoir différentes formes, notamment ovales, rectangulaires ou des profils personnalisés. Ces brides sont utilisées lorsque des exigences fonctionnelles ou de conception spécifiques imposent une ouverture non circulaire.
1. Bridage des trous ronds
Caractéristiques de la déformation des trous ronds
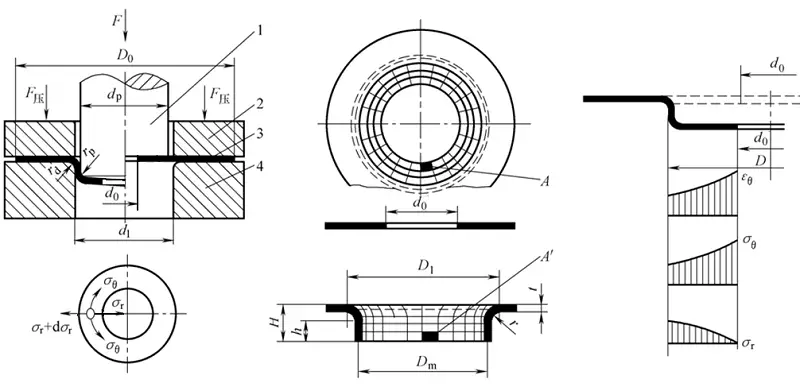
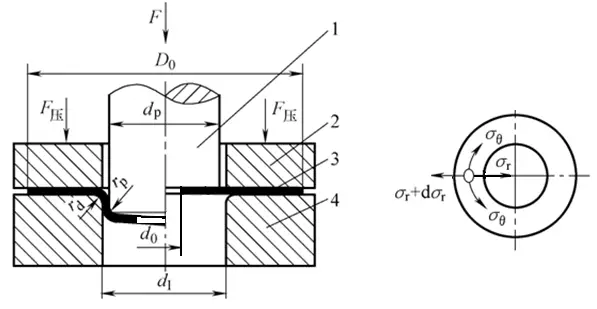
Caractéristiques de déformation des trous ronds :
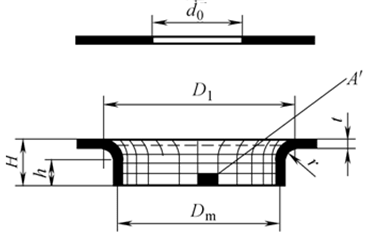
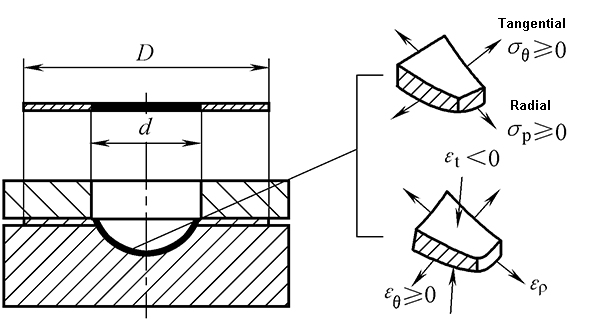
La déformation est locale et se produit principalement dans la partie annulaire (d1-d0) au bas du poinçon. Cette zone correspond à la zone de déformation du bordage des trous ronds.
Le matériau dans la zone de déformation est étiré dans les directions tangentielle et radiale, ce qui entraîne une déformation allongée dans les directions tangentielle et radiale et une épaisseur réduite.
La zone de déformation n'est pas uniforme, l'allongement radial n'est pas évident, la déformation tangentielle est importante, et plus la bouche est étendue, plus elle est mince.
Limite de formage du bordage des trous ronds
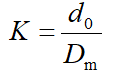
La limite de formage est exprimée par le facteur de bridage K :
Facteur de changement de trou limite Kmin.
Facteurs affectant le coefficient de bridage du trou limite :
Conception du processus de bridage des trous ronds
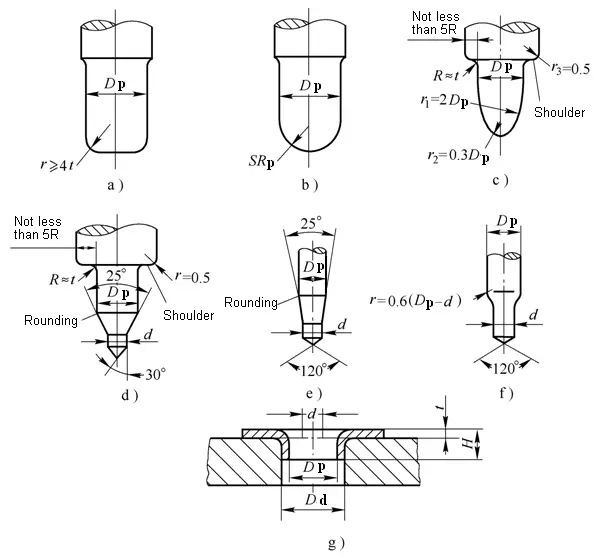
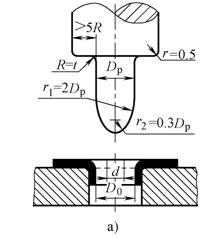
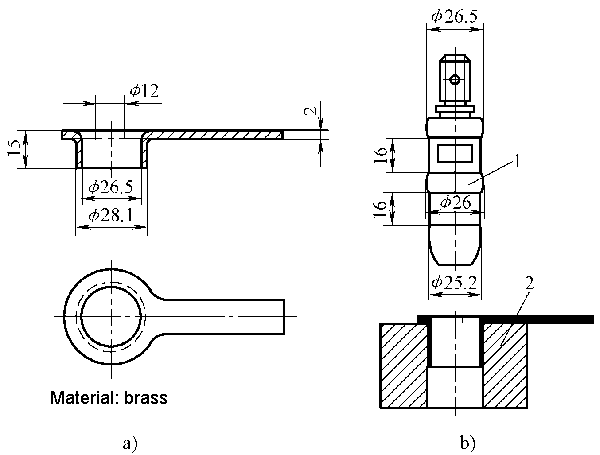
(1) Technologie du trou rond
Le rayon du congé entre le bord vertical après la bride et la bride doit être conforme : épaisseur du matériau t 2mm, r = (1 ~ 2) t ;
Si les exigences ci-dessus ne peuvent être satisfaites, un processus de remise en forme doit être ajouté après le tournage des trous afin de définir le rayon de congé requis.
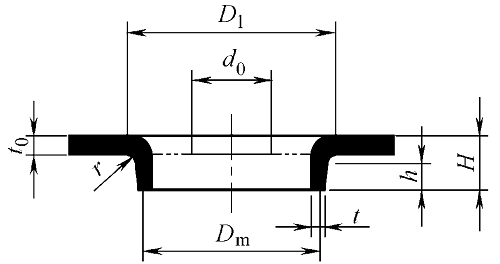
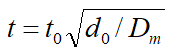
Après le bordage, l'épaisseur de la bouche du bord vertical est la plus fortement réduite, et l'épaisseur de la partie la plus fine est :
(2) Arrangement du processus pour le trou rond
En général, avant de procéder au bordage du trou, il est nécessaire de pré-poinçonner le trou pour le bordage, puis de déterminer s'il peut être tourné en une seule fois en fonction de la hauteur du trou et du coefficient du bordage, et enfin de déterminer la méthode de formage des pièces du bordage.
(3) Calcul du processus de fixation des trous de plaque
1) Déterminer le diamètre du trou préperforé
2) Calculer la hauteur du trou pour déterminer si le trou peut être tourné une fois avec succès.
3) Déterminer le nombre de trous de tournage
Lorsque la hauteur d'emboîtement des trous H <Hmaxil peut être bridé en une seule fois.
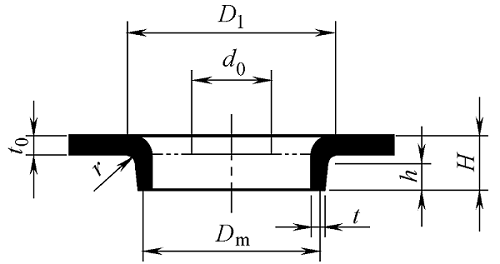
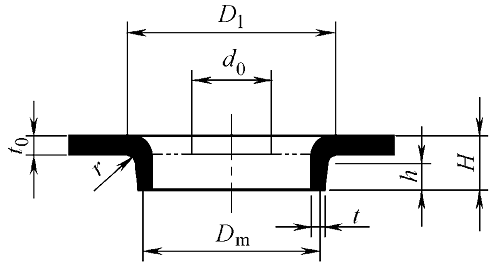
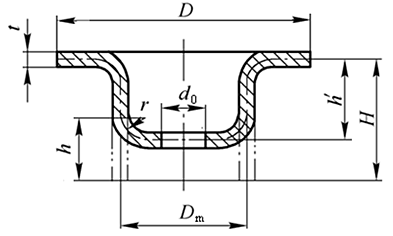
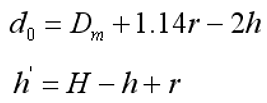
(4) Calcul du processus consistant à dessiner d'abord le trou inférieur, puis à le reboucher.
1) Calculer la hauteur de bordage h qui peut être atteinte après le pré-dessin :
2) Calculer le diamètre de pré-poinçonnage et la hauteur d'emboutissage avant le bordage du trou :
3) Calcul du processus d'emboutissage
(5) Calcul de la force de bridage du trou
Lorsqu'on utilise un poinçon à fond plat cylindrique pour reborder un trou, on peut le calculer comme suit :
La force d'évasement des trous à l'aide d'un poinçon conique ou sphérique est légèrement inférieure à la valeur calculée à l'aide de la formule ci-dessus.
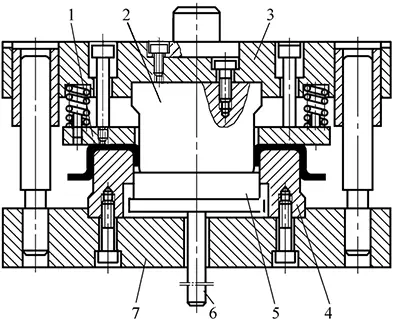
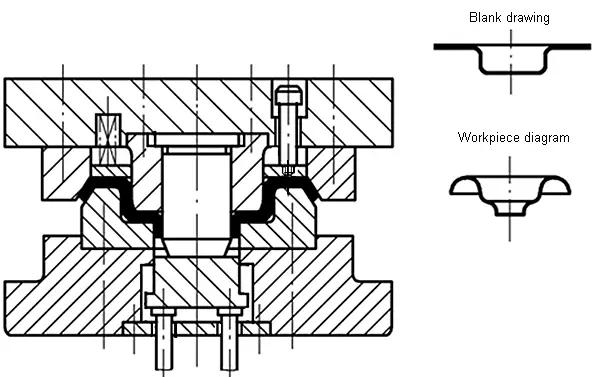
Mise à blancmatrices composées pour l'emboutissage, le poinçonnage et le perçage de trous
(2) Structure et dimensionnement de la partie mobile de la matrice de bridage de trous
1) Structure et taille du perforateur de trous ronds
2) Espace libre C entre la matrice convexe et la matrice concave
1.2 Bridage de trous non ronds
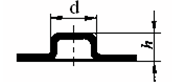
2. Bordure
Le bordage est une méthode d'estampage qui utilise un moule pour transformer les bords du produit en un bord droit à un certain angle.
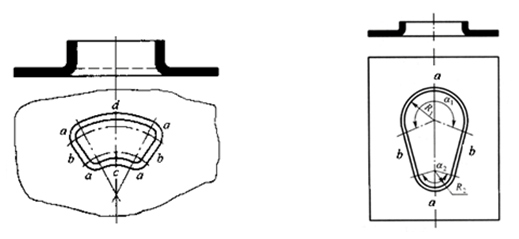
Selon la forme du bord extérieur de la collerette :
Bride intérieure incurvée sur le bord extérieur
Collerette extérieure sur le bord extérieur
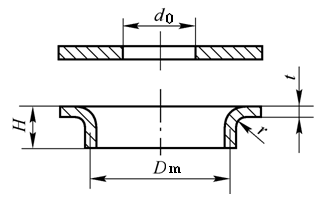
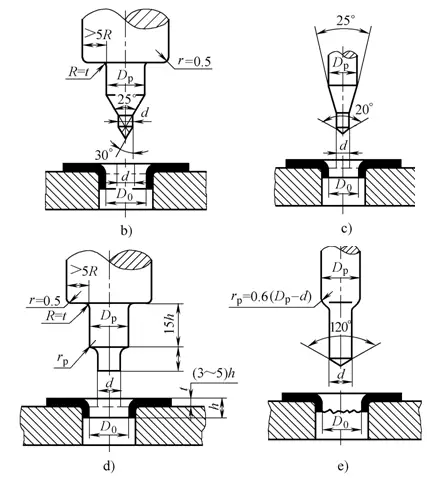
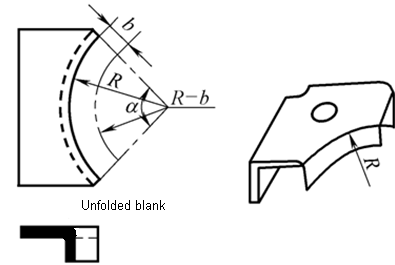
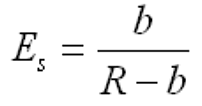
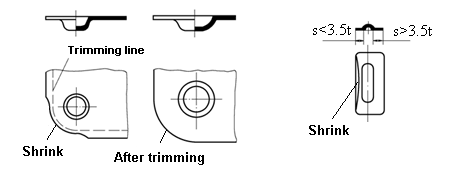
2.1 Bride intérieure incurvée sur le bord extérieur
La déformation est similaire à celle d'un rebord de trou rond, qui appartient à l'élongation.
La zone de déformation est principalement étirée tangentiellement, et la déformation sur les bords est la plus importante, ce qui facilite la formation de fissures.
Le degré de déformation est :
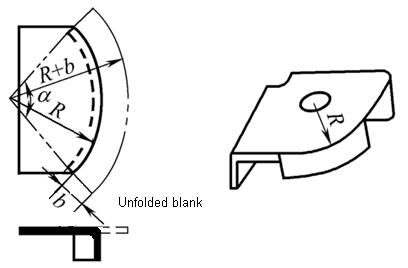
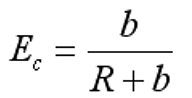
2.2 Bride extérieure incurvée sur le bord extérieur
La déformation de l'arête extérieure est similaire à l'emboutissage et appartient à la déformation par compression.
La zone de déformation de la billette génère principalement une déformation par compression sous l'action d'une contrainte de compression tangentielle, qui est susceptible de perdre sa stabilité et de se plisser.
Le degré de déformation peut être exprimé comme suit :
2.3 Méthode de bordage du bord extérieur
Méthode de calcul de la taille de l'ébauche
Structure du moule : moule en acier ou moule souple
Nécessité de contrôler le rebond
Pour les bords verticaux de directions différentes, il convient d'adopter la méthode du bordage segmenté.
Bridage de trous, bridage et façonnage
Pour en savoir plus : Éclaircissage et bridage
L'amincissement des trous, le bordage ou le bordage est un processus de déformation qui utilise un espace plus petit entre les matrices pour forcer l'épaisseur du bord vertical à devenir plus mince et à augmenter en hauteur.
3. Cou
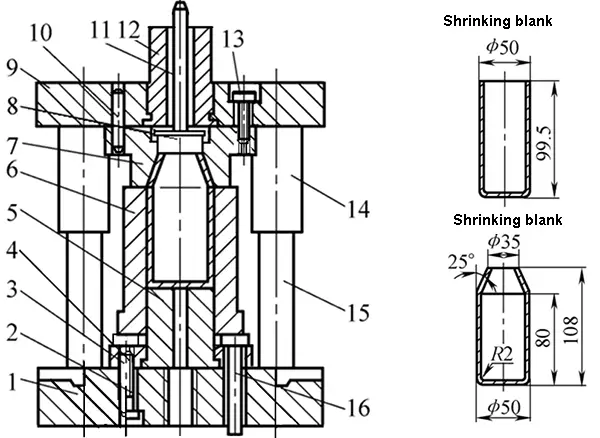
L'emboutissage est une méthode d'estampage qui utilise un moule pour réduire la dimension radiale de l'extrémité d'une pièce creuse ou tubulaire.
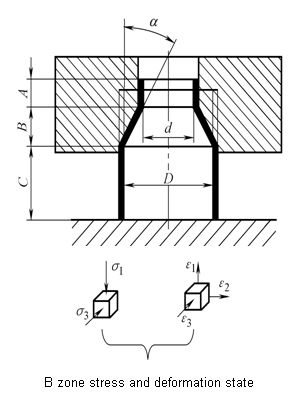
3.1 Caractéristiques de la déformation du collet
Caractéristiques de la déformation du collet
Zone A - zone non déformée ayant subi une déformation plastique
Zone C - zone non déformée en attente de déformation
Zone B - la zone de déformation qui est déformée
La prévention de l'instabilité et de la formation de plis est le principal problème à résoudre lors du processus de rétrécissement.
Limite de formage du col
Le degré de déformation du col est exprimé par le rapport entre le diamètre du col après le col et le diamètre de l'ébauche avant le col.
Coefficient de rétrécissement : m = d / D
La valeur minimale du coefficient de colmatage obtenue en partant du principe que la stabilité de l'élément de colmatage est assurée est appelée coefficient de colmatage limite [m].
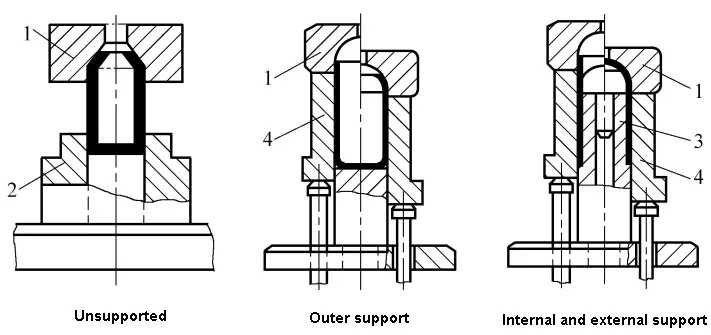
[m] est lié à la plasticité du matériau et à la structure de soutien du moule.
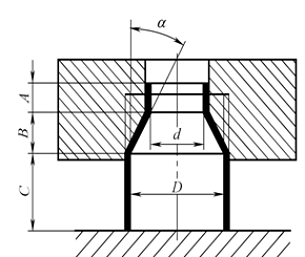
Filière de découpage pour différentes méthodes de soutien
3.2 Conception du procédé de colmatage
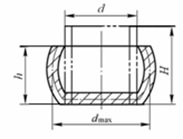
Détermination de la taille de l'ébauche
Voir le tableau 6-4 pour la détermination de la taille de l'ébauche de la pièce de collet.
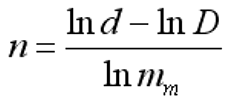
Confirmation des temps de colmatage
Lorsque le coefficient de colmatage réel m est inférieur au coefficient de colmatage limite [m], le colmatage ne peut pas être effectué en une seule fois.
Le nombre de cols peut être calculé comme suit :
Calcul de la force de colmatage
Lorsqu'il n'y a pas de colmatage du support, la force de colmatage est :
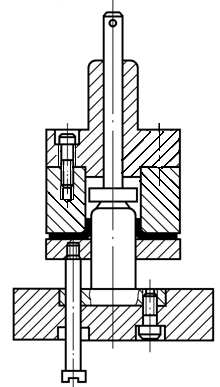
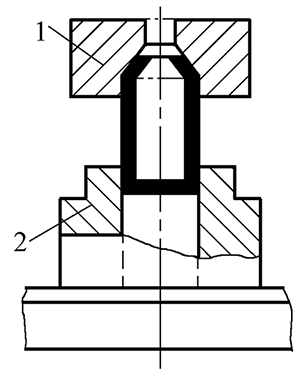
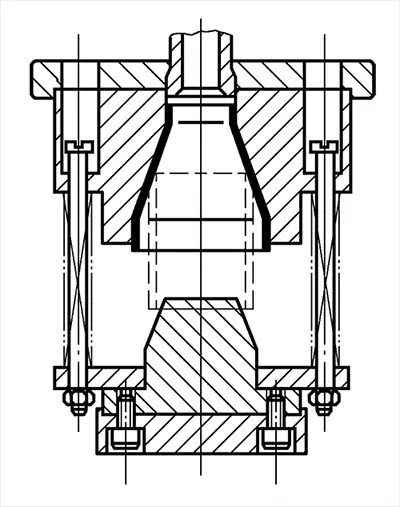
3.3 Structure de la filière de décolletage
Moule à coudre sans support
Filière de décolletage avec support externe
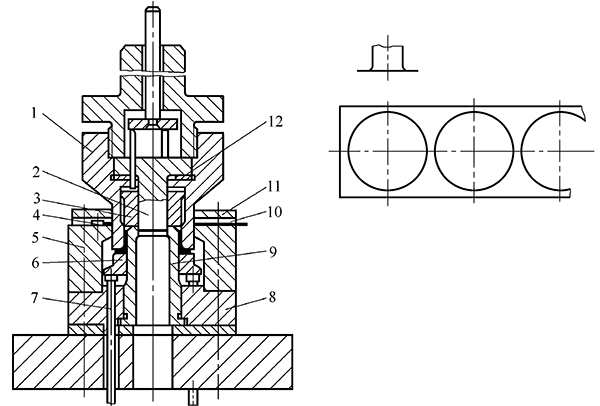
Matrices composées pour l'emboutissage et l'évasement
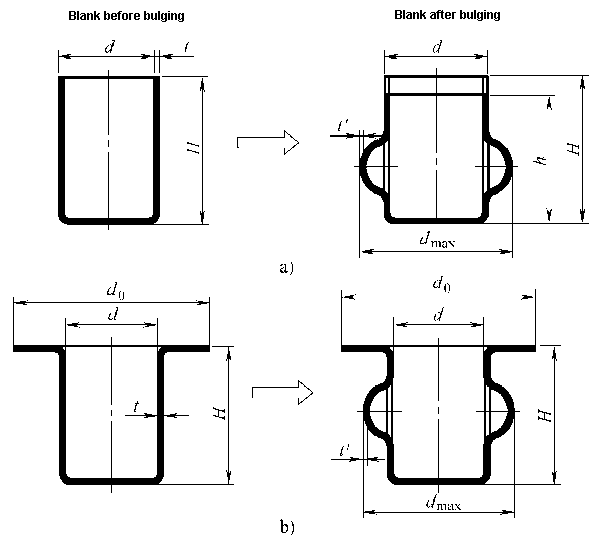
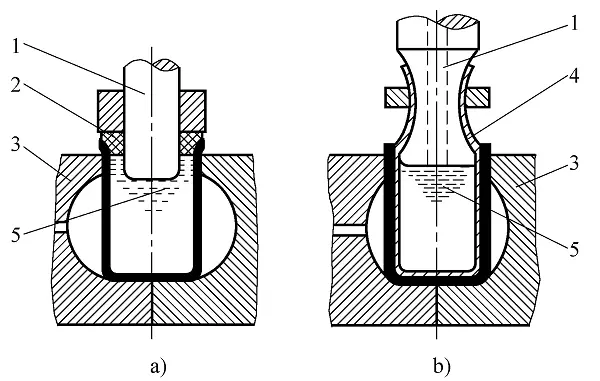
4. Le renflement
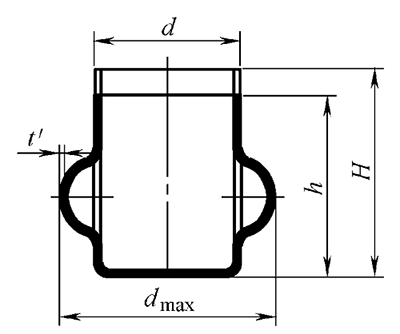
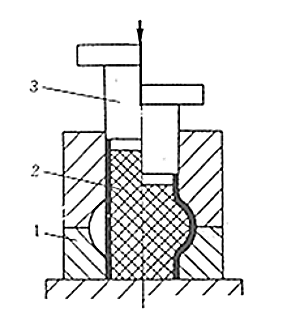
Le bombage est une méthode d'emboutissage qui utilise un moule pour déformer plastiquement l'intérieur d'une pièce creuse sous l'action d'une contrainte de traction bidirectionnelle afin d'obtenir une pièce convexe.
4.1 Caractéristiques de la déformation par gonflement (deux cas)
La zone de déformation correspond à la quasi-totalité de l'ébauche ou à l'extrémité ouverte, et l'extrémité ouverte de l'ébauche est contractée et déformée.
Par conséquent, la déformation dans la zone de déformation est un état de déformation dans lequel la circonférence est allongée, comprimée axialement et l'épaisseur est réduite.
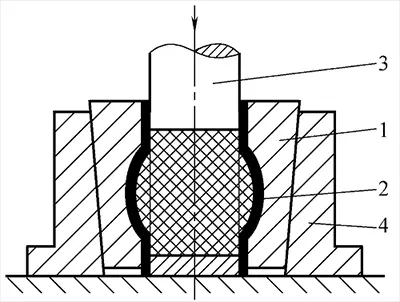
La zone de déformation est limitée à la partie à gonfler au milieu de l'ébauche.
La zone de déformation produit principalement une déformation d'allongement dans la direction circonférentielle et un amincissement dans la direction de l'épaisseur.
Le renflement est un processus d'allongement.
La prévention de l'éclatement est le principal problème à résoudre dans le processus de gonflement.
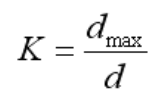
4.2 Limite de formation du bombement
Le degré de déformation du renflement est exprimé par le rapport entre le diamètre maximal du renflement convexe obtenu après le renflement et le diamètre de l'ébauche avant le renflement, c'est-à-dire le coefficient de renflement :
Plus la valeur du coefficient de renflement est élevée, plus le degré de déformation du renflement est important.
4.3 Conception du processus de bombardement
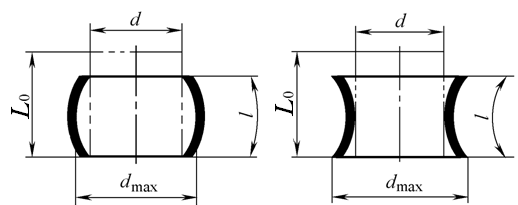
Détermination de l'ébauche de bombage
En cas de bombement, la longueur de l'ébauche peut se déformer librement dans le sens axial :
Calcul de la force de gonflement
σZ - La contrainte réelle dans la zone de déformation du renflement prend σZ=σb dans l'estimation approximative.
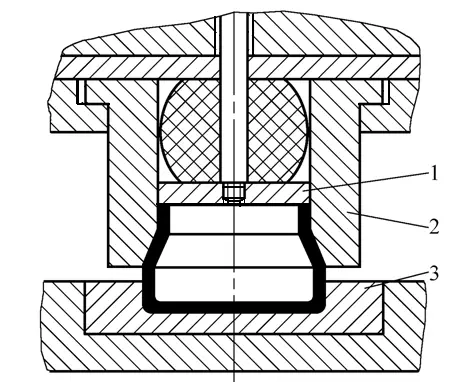
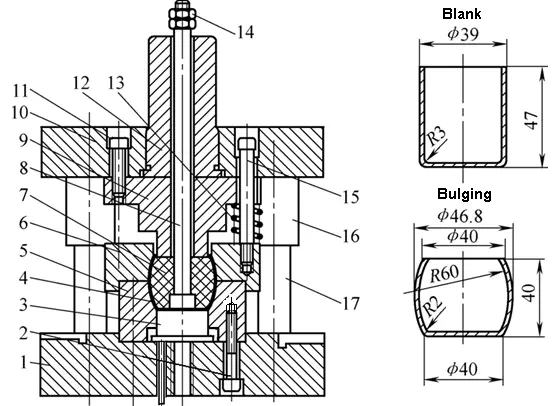
4.4 Méthode de bombage et structure du moule de bombage
On peut utiliser des moules en acier ou des moules souples. Les moules souples sont largement utilisés.
Les moules souples peuvent être en caoutchouc, en paraffine, en plastique PVC, en liquide à haute pression ou en gaz à haute pression.
Moule à boudin en caoutchouc
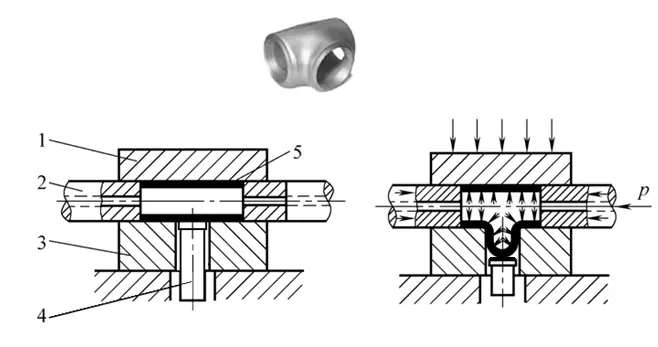
Gonflement du poinçon de liquide à haute pression
Gonflement hydraulique du joint en té
5. Perlage, pressage de coques convexes et gaufrage
5.1 Perlage, pressage de la coque convexe
Le perlage et le pressage de coques convexes sont des méthodes de gaufrage qui utilisent un moule pour produire des coques convexes ou des nervures (nervures de renforcement) sur la pièce.
Caractéristiques du perlage et de la formation de coques convexes
La zone de déformation est locale
La zone de déformation est étirée dans les deux sens et l'épaisseur est réduite. Il s'agit d'un type d'allongement et la principale forme de rupture est la rupture par traction.
La qualité du renflement est bonne
Perles
La limite de formation du bourrelet peut être exprimée par l'importance de la variation de la longueur de la zone de déformation avant et après le bourrelet.
Compression de la coque convexe
La limite de formation de la coque convexe peut être exprimée par la hauteur h de la coque convexe
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur le monde fascinant de l'emboutissage des métaux ? Dans cet article de blog, nous allons nous embarquer dans un voyage passionnant pour explorer les subtilités de ce processus de fabrication essentiel....
Vous êtes-vous déjà demandé comment des objets quotidiens tels que des pots, des tasses et même des pièces de voiture sont façonnés avec une telle précision ? Cet article explore les différences fascinantes entre les presses mécaniques et les presses hydrauliques. Vous...
Vous êtes-vous déjà demandé comment des pièces métalliques complexes sont fabriquées avec précision ? Cet article explore le monde fascinant des filières de taraudage et de bordage, révélant les secrets de leur conception...
Faites passer votre entreprise à la vitesse supérieure