Imaginez que vous puissiez souder deux métaux de manière transparente tout en obtenant un rendement élevé et un minimum de déchets. C'est la magie du soudage MIG/MAG, une technique qui associe des gaz de protection avancés à un contrôle précis de l'arc pour obtenir des soudures de qualité supérieure. Dans cet article, vous explorerez les principes, les caractéristiques et les applications du soudage MIG/MAG, en apprenant comment les différents gaz et les sélections de fils peuvent avoir un impact sur la qualité de la soudure. Préparez-vous à découvrir des idées et des conseils pratiques qui vous permettront d'améliorer vos projets de soudage, que vous travailliez avec de l'aluminium, du cuivre ou de l'acier.
1. Principes, caractéristiques et applications du soudage MIG/MAG.
1. Principes du soudage MIG/MAG
Soudage à l'arc sous gaz métallique (GMAW)
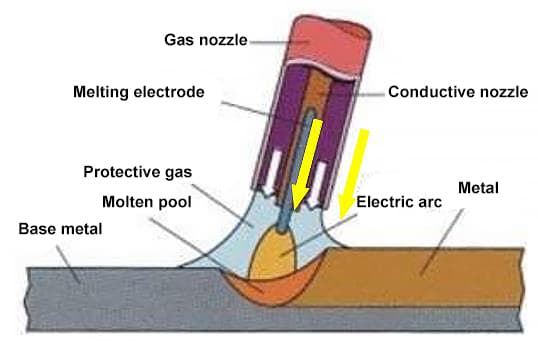
1. Définition : Le soudage à l'arc sous protection gazeuse qui utilise le gaz comme fluide d'arc pour protéger l'arc et la zone de soudure est appelé soudage à l'arc sous protection gazeuse, ou simplement soudage au gaz.
2. La classification
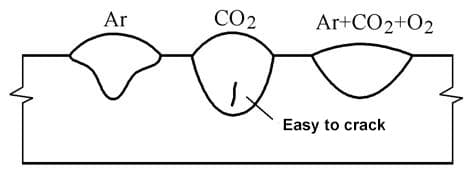
Le soudage à l'arc au gaz tungstène peut être classé en fonction du type de soudage. gaz de protection utilisés comme suit : soudage sous protection de gaz inerte (MIG) (Ar, He, Ar+He), soudage sous protection d'un mélange de gaz oxydants (MAG) (Ar+O2Ar+CO2Ar+CO2+O2), et le CO2 le soudage sous protection gazeuse.
En fonction du fil de soudage, on distingue les fils solides MIG/MAG/CO2 fil de soudure et fil de soudure avec fil fourré (FCAW).
Ce chapitre se concentre sur les émissions de CO2 Soudage sous protection gazeuse et soudage MIG/MAG.
2. Caractéristiques du soudage sous protection gazeuse
1. L'arc et le bain de fusion sont très visibles, ce qui permet d'ajuster les paramètres de soudage en fonction des conditions du bain de fusion pendant le soudage.
2. Les processus de soudage est facile à utiliser, avec peu ou pas de scories, et il n'est pratiquement pas nécessaire de nettoyer les scories après le soudage.
3. Sous la compression du flux de gaz protecteur, la chaleur de l'arc est concentrée, ce qui se traduit par une vitesse de soudage plus rapide, un bain de fusion plus petit, une zone affectée par la chaleur plus étroite et une déformation moindre de la pièce soudée.
4. Il favorise la mécanisation et l'automatisation du processus de soudage, en particulier pour le soudage mécanisé des positions spatiales.
5. Il peut souder le magnésium, l'aluminium, le cuivre et leurs alliages, qui sont chimiquement actifs et susceptibles de former des films d'oxyde à point de fusion élevé.
6. Il peut être utilisé pour souder des plaques minces.
7. Lorsque l'on travaille à l'extérieur, il est nécessaire de prévoir un dispositif de protection contre le vent, faute de quoi l'effet de protection contre les gaz risque d'être médiocre, voire inefficace.
8. Le rayonnement lumineux de l'arc est très fort.
9. Le matériel de soudage est relativement complexe et plus coûteux que celui utilisé pour le soudage à l'arc. arc métallique la soudure.
3. Applications du soudage MIG/MAG
Au début des années 1950, le soudage MIG/MAG a d'abord été appliqué à l'aluminium et à ses alliages, avant d'être étendu au cuivre et à ses alliages. En fait, il convient à presque tous les matériaux.
Cependant, en raison de son coût élevé, il est généralement utilisé dans le soudage des métaux non ferreux et de leurs alliages, ainsi que dans le soudage des métaux non ferreux et de leurs alliages. soudage de l'acier inoxydable.
Matériau d'origine : Al Mg 3
Diamètre du tube : 225 mm
Épaisseur de la paroi : 15 mm
Fil de soudure : Al Mg 5
Diamètre : 1,2 mm
Vitesse de soudage : 50 cm/min
Courant de soudage 1+2 : 340A
Poste de soudure : PA
Gaz de protection : 50/50 Ar/He.
4. Comparaison entre le soudage MIG et le soudage MAG
Le soudage MIG utilise Ar ou He comme gaz de protection.
Le soudage MAG ajoute des gaz actifs, tels que l'O2 et de CO2à Ar ou He.
En ce qui concerne la forme de l'arc, la transition des gouttelettes et les caractéristiques de l'arc, le soudage MAG est similaire à ce qui suit soudage à l'arc sous argonavec une teneur en gaz actif généralement inférieure à 30%.
Le soudage MAG permet d'éliminer les pénétrations en forme de doigts.
En raison de la présence de gaz oxydants dans le soudage MAG, l'oxydation du métal est inévitable. Il faut donc veiller à choisir un fil de soudure qui présente la composition nécessaire.
Le soudage MAG est principalement utilisé pour le soudage d'acier à haute résistance et d'acier fortement allié.
5. Soudage MIG Gaz et fil de protection
(1) Gaz de protection :
Un seul gaz : Ar ou He
Gaz mixte : Ar+He
(2) Exigences relatives au gaz de protection :
Pureté du gaz Ar : 99,9%
(3) Sélection des fils :
La composition du fil de soudage MIG doit être similaire à celle du métal de base. (Les réactions métallurgiques sont relativement simples et les éléments d'alliage ne sont pas brûlés).
6. Gaz et fil de protection MAG Welding
Ar+CO2+O2
En utilisant un gaz mixte composé de 80% Ar, 15% CO2et 5% O2 pour soudage de l'acier à faible teneur en carbone et les aciers faiblement alliés peuvent donner lieu à une excellente formation du cordon de soudure, à une qualité de joint, à un transfert de gouttelettes de métal et à une stabilité de l'arc.
Ce mélange de gaz offre les avantages de l'argon et du CO2 tout en introduisant une petite quantité d'oxygène pour améliorer la pénétration et réduire les éclaboussures.
La composition spécifique du gaz de protection doit être soigneusement choisie en fonction du matériau à souder et des caractéristiques de soudage souhaitées.
Différents gaz de protection pour la formation des cordons de soudure.
Pour le soudage MAG, il convient d'utiliser un fil de soudage à haute teneur en Mn et en Si afin d'augmenter la perte par combustion.
2. Caractéristiques métallurgiques du soudage MIG/MAG.
Soudage MIG :
Utilise Ar ou He comme gaz de protection, n'a pas de réactions métallurgiques avec le métal. L'argon est un sous-produit de la production d'oxygène, et une teneur en oxygène supérieure peut provoquer des réactions d'oxydation.
Soudage MAG :
Contient des gaz oxydants tels que l'O2 et de CO2provoquant des réactions d'oxydation avec le métal.
Al+O2 → Al2O3
Fe + CO2 → FeO + CO ↑
Si + 2CO2→ SiO2 + 2CO ↑
Mn + CO2 → MnO + CO ↑
Si + 2O → SiO2
Mn + O → MnO
C + O → CO
Fe + O → FeO
Soudage MIG/MAG :
Perte d'alliage causée par l'évaporation.
3. Transition des gouttelettes en soudage MIG/MAG.
Les principales formes de transition de gouttelettes dans le soudage MIG/MAG sont : la transition de court-circuit, la transition de gouttelettes, la transition de pulvérisation et la transition d'hyperjet.
La forme de transition des gouttelettes dépend principalement de paramètres tels que le courant, la longueur de l'arc, la polarité, le milieu gazeux, le matériau du fil de soudage, le diamètre, la longueur d'arrachement, etc.
1. Facteurs affectant la transition des gouttelettes.
(1) L'effet de la longueur de l'arc :
Dans les mêmes conditions de faible courant, la transition des gouttelettes peut être une transition de particules ou une transition de court-circuit. La transition de particules nécessite une longueur d'arc plus importante, tandis que la transition de court-circuit nécessite une longueur d'arc plus courte.
(2) L'effet du courant :
Lorsque le courant est inférieur au courant critique I1, la transition des particules se produit avec une faible fréquence de transition. Lorsque le courant est supérieur au courant critique I1, la transition de la pulvérisation se produit avec une fréquence de transition élevée.
La relation entre la fréquence de transfert des gouttelettes et le courant pendant le soudage MIG
Milieu gazeux :
L'ajout d'une petite quantité d'O2 à Ar réduit la tension superficielle, diminue la résistance à la transition des gouttelettes et réduit le courant critique pour la transition du spray. Cependant, une trop grande quantité d'O2 peut provoquer une constriction de l'arc due à l'O2 l'ionisation, ce qui entraîne une augmentation du courant critique.
Ajout de CO2 augmente le courant critique pour la transition vers la pulvérisation.
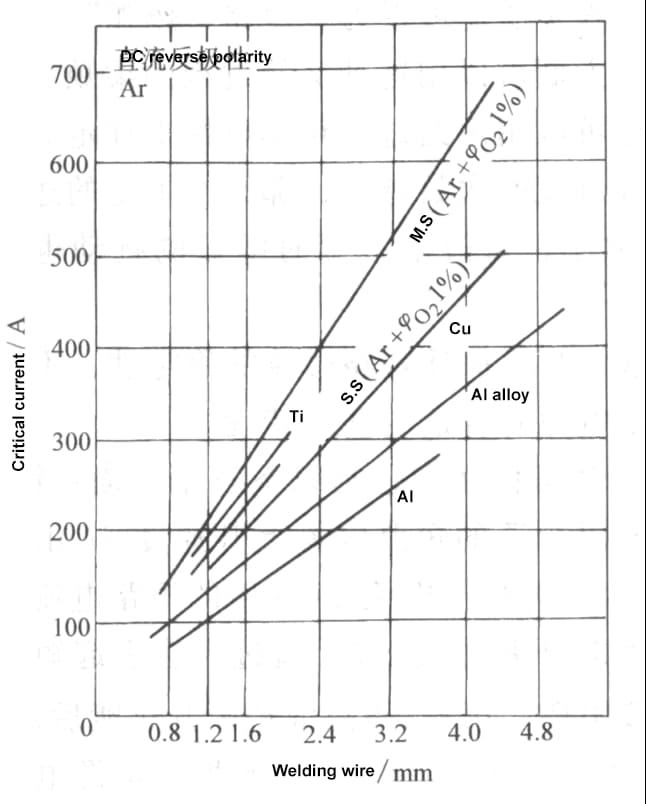
Courant critique : Le courant minimum qui provoque un saut d'arc.
Facteurs affectant le courant critique.
Matériau du fil de soudure :
Dans les mêmes conditions, le courant critique du fil d'acier est plus élevé que celui du fil d'aluminium. Le fil de soudure en aluminium est plus susceptible de passer d'une transition de gouttelettes à une transition de pulvérisation, tandis que soudage de l'acier est plus susceptible de passer d'une transition de gouttelettes à une transition d'hyperjet.
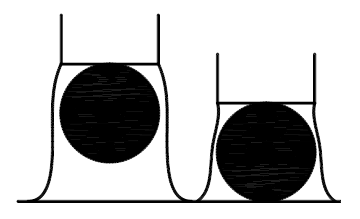
Diamètre du fil :
Plus le diamètre du fil est petit, plus le courant critique est faible.
Longueur de l'encoche :
L'augmentation de la longueur de la tige augmente la chaleur de résistance, ce qui est bénéfique pour la transition des gouttelettes.
(3) L'effet de la polarité du courant
2. Transition vers l'hyperjet.
Principe : Pendant la transition hyperjet, l'arc forme une structure en forme de cloche avec une grande zone de racine d'arc qui entoure l'ensemble de la gouttelette. La tension superficielle agit non seulement sur la partie inférieure de la gouttelette, mais aussi sur la partie supérieure, poussant la gouttelette à travers la transition.
Comme le courant est divergent, la force de pincement électromagnétique génère une forte poussée, et la seule résistance à la transition des gouttelettes est la tension superficielle.
Par conséquent, l'accélération de la transition des gouttelettes est supérieure à l'accélération gravitationnelle de la transition des grosses gouttelettes.
Caractéristiques :
L'arc forme une structure en forme de cloche.
Les forces ponctuelles et les forces d'écoulement du plasma favorisent la transition des gouttelettes.
Petites gouttelettes avec une fréquence de transition élevée.
Le courant doit atteindre le courant critique pour la transition vers l'hyperjet.
Le fil de soudure en acier est utilisé pour le soudage MIG.
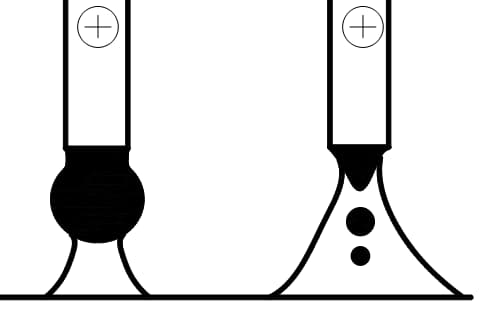
La transition hyperjet a une grande capacité de pénétration, ce qui peut entraîner une pénétration en forme de doigt.
Pénétration en forme de doigt pendant la transition du jet
Conditions de formation :
La transition hyperjet se produit pendant le soudage MIG avec un fil d'acier, en utilisant un courant continu à polarité inversée, une tension d'arc élevée (arc long) et un courant de soudage supérieur à une certaine valeur critique.
L'aluminium et d'autres métaux non ferreux, ainsi que leurs alliages, sont sujets à ce problème. Il se produit lorsque le courant de soudage est beaucoup plus élevé que le courant critique pour la transition hyperjet et que la protection de la zone de soudage est insuffisante. Les points cathodiques se déplacent vers le fond du cratère de l'arc et restent stables.
En conséquence, le fond du cratère de l'arc est soumis à une forte force d'arc et est violemment "creusé", ce qui entraîne une oxydation et une nitruration importantes. Ces gouttelettes de métal tombent sur la zone et la surface proches de la soudure, entraînant une mauvaise fusion du métal soudé et des rides grossières sur la surface. Une couche de poudre noire la recouvre, ce qui constitue le phénomène de plissement de la soudure.
Mesures préventives contre le plissement des cordons de soudure :
Renforcer la protection et augmenter le débit de gaz.
Diminuer le courant de soudage.
Utiliser la transition hyper-jet (transition de gouttelettes sub-transitoire entre la transition de court-circuit et la transition de pulvérisation).
3. Transition rotationnelle de l'hyperjet
Conditions de formation : Lors du soudage MIG avec un fil d'acier, si la longueur d'arrachement est relativement longue ou si le courant de soudage est beaucoup plus élevé que le courant critique pour la transition de pulvérisation, la longueur du métal liquide augmente. L'éjection à grande vitesse de fines gouttelettes pendant la transition du jet génère une force de réaction importante. Une fois qu'elle s'écarte de l'axe, la transition rotationnelle de l'hyperjet se produit.
Caractéristiques :
Utilisé pour le soudage MIG avec du fil d'acier.
Se produit lorsque la longueur du collage est relativement longue ou que le courant de soudage est beaucoup plus élevé que le courant critique pour la transition de la pulvérisation.
Il en résulte un cordon de soudure irrégulier, un arc instable et des éclaboussures importantes.
Appliqué à le soudage des structures en acierIl permet de remédier à des défauts tels que la mauvaise fusion des parois latérales lors du soudage à espace étroit et du soudage d'angle.
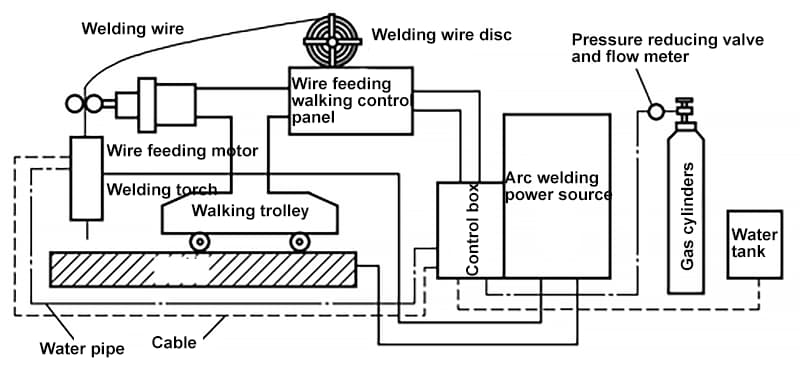
4. Équipement de soudage à l'arc en tungstène (GTAW)
Composition de l'équipement de soudage à l'arc en tungstène (GTAW) :
Selon le niveau de mécanisation, il existe deux types : le soudage automatique et le soudage semi-automatique. Le matériel de soudage semi-automatique ne comprend pas de chariot et le déplacement du pistolet de soudage se fait manuellement. Le pistolet de soudage de l'équipement de soudage automatique est fixé sur le chariot de marche pour le soudage.
Il s'agit principalement d'un arc puissance de soudage le système d'alimentation en fil, le pistolet de soudage, le chariot (pour le soudage automatique), le système d'alimentation en gaz, le système de refroidissement de l'eau, le système de contrôle, etc.
Composition de l'équipement semi-automatique de soudage à l'arc en tungstène (GTAW) :
Composition de l'équipement de soudage automatique à l'arc en tungstène (GTAW) :
Source d'énergie pour le soudage :
Lors du soudage de l'aluminium, il est difficile d'obtenir une transition subtransitoire des gouttelettes en douceur avec un système d'alimentation en fil à vitesse constante et une source de courant constante.
Il est donc nécessaire de disposer d'une machine à souder dotée d'un contrôle synchrone (ou d'une optimisation automatique) des fonctions de courant de soudage et de vitesse d'alimentation du fil.
Dispositif d'alimentation en gaz : Bouteille de gaz, tuyau, détendeur, etc.
Mécanismes d'alimentation en fil : (mécanismes à traction, à poussée et à poussée-tirée)
Pistolet de soudage :
Les pistolets de soudage tiennent l'électrode et dirigent l'arc de soudage. Il en existe deux types : les pistolets refroidis à l'eau et les pistolets refroidis à l'air.
Pistolet de soudage manuel :
Pistolet de soudage à col de cygne
La pointe de contact d'un pistolet de soudage doit avoir une bonne conductivité, une bonne résistance à l'usure et une bonne résistance à la chaleur. Elle est généralement fabriquée en alliage de cuivre et son diamètre est égal à celui du fil de soudure plus 0,2 mm.
Il est important de vérifier et de remplacer régulièrement la pointe de contact pour garantir des performances de soudage régulières et homogènes.
Paramètres du processus de soudage :
Paramètres standard du processus de soudage :
Les paramètres standard du processus de soudage peuvent varier en fonction du processus de soudage, du matériau à souder et du résultat souhaité. qualité des soudures. Toutefois, il existe des lignes directrices générales pour le réglage des paramètres du processus de soudage.
5. Procédés courants de soudage à l'arc en tungstène (GTAW) :
1. Soudage à l'arc sous gaz tungstène (GTAW) pour l'acier à faible teneur en carbone et l'acier faiblement allié :
Le soudage MAG peut être utilisé pour l'acier à faible teneur en carbone et l'acier à faible teneur en carbone. acier alliéavec un mélange de gaz Ar+ (5-20)% CO2 utilisé comme gaz de protection et parfois une petite quantité d'O2.
Le mode de transfert des gouttelettes peut être une transition en court-circuit, une transition par pulvérisation ou une transition pulsée dans le soudage MAG.
(1) Soudage MAG de transition en court-circuit :
Par rapport à Soudage au CO2Le soudage MAG avec transition en court-circuit permet d'obtenir un arc plus stable et moins de projections. Il permet d'utiliser un fil de soudage plus fin et un courant de soudage plus faible, ce qui se traduit par des soudures moins profondes. pénétration de la soudure et une vitesse de soudage plus lente. Il convient donc au soudage de tôles minces.
(2) Soudage MAG à transition par pulvérisation :
La transition de pulvérisation est le mode de transfert de gouttelettes le plus courant dans le soudage MAG. En général, le courant de soudage est fixé à 30-50A de plus que le courant critique de transition de pulvérisation. Lorsque l'épaisseur de la plaque est supérieure ou égale à 3,2 mm, l'arc de soudage est très stable, ce qui permet d'obtenir une surface plane et une bonne formation de la soudure avec un minimum de projections.
2. Soudage à l'arc sous argon avec électrode fondante pour l'acier inoxydable.
La transition par court-circuit, la transition par jet et la transition par impulsion peuvent être utilisées.
(1) Transition de court-circuit pour le soudage MIG de l'acier inoxydable.
Le diamètre du fil de soudage est de 0,8 à 1,2 mm et le gaz de protection utilisé est Ar+(1~5%)O2 ou Ar+(5~20%)CO2. Le courant de soudage est inférieur au courant critique de la transition de jet et est principalement utilisé pour le soudage d'une seule couche de plaques minces d'une épaisseur inférieure à 3,0 mm.
(2) Transition de jet pour le soudage MIG de l'acier inoxydable.
Le fil de soudage utilisé a un diamètre de 0,8, 1,0, 1,2, 1,6 mm, et le gaz de protection utilisé est Ar+(1~2%)O2 ou Ar+(5~10%)CO2. Le courant de soudage est supérieur au courant critique de la transition de jet et est principalement utilisé pour le soudage de plaques d'acier d'une épaisseur supérieure à 3,2 mm.
3. Soudage à l'arc sous argon avec électrode de fusion pour les alliages de cuivre.
Le cuivre et les alliages de cuivre ont une très forte conductivité thermique, ce qui peut facilement entraîner une mauvaise fusion, c'est pourquoi un préchauffage est nécessaire avant le soudage. En raison de la nécessité d'un courant de soudage important, les gouttelettes fondues présentent une transition de jet.
La caractéristique de la paramètres de soudage Pour le soudage du cuivre violet, la température de préchauffage est élevée et le courant de soudage est important (jusqu'à 600 A). Lorsque l'on utilise une protection à l'argon pur, la puissance de l'arc est faible. L'utilisation d'une protection Ar+(50-75%)He permet d'augmenter la puissance de l'arc et de réduire l'intensité du courant de soudage. température de préchauffage.
4. Soudage à l'arc sous argon avec électrode de fusion pour les alliages d'aluminium.
Lors du soudage MIG alliages d'aluminiumIl est donc nécessaire d'utiliser l'effet de nettoyage cathodique pour éliminer la pellicule d'oxyde. Les alliages d'aluminium ont une conductivité thermique rapide et nécessitent une puissance d'arc suffisante pour faire fondre le matériau de base et former la soudure. L'argon pur est généralement utilisé comme gaz de protection pour les soudures minces. soudage de plaques. Lors du soudage de matériaux épais et de grande taille, la protection par gaz mixte Ar+He est utilisée, et la proportion de He est souvent de l'ordre de 25%. Une transition de court-circuitage ou une transition de pulvérisation peut être utilisée.
Remarque :
Lors de l'inversion de la polarité du courant continu, c'est-à-dire en utilisant le fil de soudage comme électrode positive et la pièce à souder comme électrode négative, les gouttelettes de fil de soudage fondu pénètrent généralement dans le bain de soudure sous la forme d'une "transition d'éclaboussures" très fine et granuleuse avec un courant relativement important, ce qui permet d'obtenir une productivité élevée. Pour les plaques d'aluminium d'une épaisseur supérieure à 8 mm, afin de stabiliser l'arc, l'électrode de fusion du soudage à l'arc à l'argon adopte généralement un courant continu à polarité inversée, ce qui a un effet de "fragmentation de la cathode" sur le soudage des pièces d'aluminium.
(1) Court-circuitage Soudage MIG
Cette méthode utilise de l'argon pur comme gaz de protection et un fil d'un diamètre de 0,8 à 1,0 mm, avec une petite bobine de fil de 0,5 kg et un pistolet d'alimentation spécial, pour des épaisseurs de soudage de 1 à 2 mm. Les fils d'alliage d'aluminium plus fins peuvent être difficiles à dévider.
(2) Transition par pulvérisation et soudage MIG subsonique
Cette méthode utilise également de l'argon pur comme gaz de protection et un fil d'un diamètre de 1,2 à 2,4 mm.
(3) Soudage MIG à haute intensité
Aluminium épais plaques d'alliage peuvent être soudés à l'aide de fils épais (diamètre de 3,2 à 5,6 mm) et de soudage MIG à haute intensité, avec des courants de soudage atteignant 500 à 1 000 A, ce qui permet d'obtenir une productivité élevée. Un mélange de gaz de protection 50% Ar + 50% He est utilisé dans la buse intérieure pour améliorer la puissance de l'arc, tandis que la buse extérieure est remplie de gaz Ar pour renforcer encore l'effet protecteur.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Faites passer votre entreprise à la vitesse supérieure