Comment améliorer la qualité du soudage par points MIG d'un alliage d'aluminium de la série 6 ?
Différents procédés de soudage en mode MIG par points sont comparés pour des joints de recouvrement en alliage d'aluminium de la série 6. La recherche est menée dans les deux directions de la modification de la forme de la rainure et du courant de soudage. Après le soudage, l'inspection de l'apparence, l'inspection de la propriété de traction, l'observation macro-métallographique et l'observation micro-métallographique sont effectuées. Les résultats montrent qu'un soudage excessif [...]
Différents procédés de soudage en mode de soudage par points MIG sont comparées pour des joints de recouvrement en alliage d'aluminium de la série 6.
La recherche est menée dans les deux directions de la modification de la forme de la rainure et du courant de soudage.
Après le soudage, l'inspection de l'apparence, l'inspection de la résistance à la traction, l'observation macro-métallographique et l'observation micro-métallographique sont effectuées.
Les résultats montrent qu'un nombre excessif de paramètres de soudage entraînera des fissures de liquéfaction dans le joint.
Si les paramètres de soudage sont appropriés, l'utilisation de la rainure en I combinée au mode de soudage par points MIG peut facilement causer le problème de la faible connexion de la plaque inférieure, tandis que l'utilisation d'une seule rainure en I peut causer le problème de la faible connexion de la plaque inférieure. Rainure en V combiné au mode de soudage par points MIG peut éviter le problème et améliorer la qualité du joint.
1. Préface
Ces dernières années, le développement de véhicules légers est devenu une tendance, et l'alliage d'aluminium est devenu l'un des matériaux préférés pour les véhicules légers en raison de sa légèreté, de sa résistance à la corrosion et d'autres avantages.
À l'heure actuelle, le soudage MIG est un alliage d'aluminium très courant. technologie du soudage avec un coût de production relativement faible.
Lors du soudage MIG des joints de 6 série aluminium il est très facile de produire le phénomène de sur-fusion.
Des études ont montré que pour les joints à recouvrement, la résistance du joint à la pénétration est la plus élevée, mais l'objet de la recherche est le suivant acier inoxydable.
Pour les alliages d'aluminium de la série 6, la sensibilité à la fissuration thermique est élevée et le phénomène de sur-fusion causé par un excès de chaleur est très important. chaleur de soudage est susceptible de provoquer des fissures de liquéfaction et d'autres défauts.
Si le mode de soudage par points MIG est adopté, il est plus facile d'éviter la sur-fusion des points de soudure, de réduire les risques d'endommagement de l'acier et d'améliorer la qualité de l'air. déformation par soudage et garantir la qualité des joints.
Toutefois, en raison des caractéristiques des soudage à l'arcLe soudage par points MIG est sujet à des pénétrations peu profondes et à des soudures erronées, ce qui limite également son application.
S'attaquer aux problèmes existants de la MIG soudage par pointsLe présent article propose une solution et fournit des données pertinentes, qui constituent une référence pour les concepteurs de soudage et les techniciens de production de produits connexes.
2. Matériels et méthodes d'essai
Le métal de base de l'essai est un profilé extrudé 6063-T6 d'une épaisseur de 3 mm.
La composition chimique et les propriétés mécaniques du métal de base sont conformes aux exigences de la norme GB/T 3190-2020 "composition chimique de l'aluminium et des alliages d'aluminium corroyés" et de la norme GB/T 6892-2015 "profilés extrudés en aluminium et alliages d'aluminium pour usage industriel général".
Voir les tableaux 1 et 2 pour plus de détails.
Tableau 1 composition chimique (fraction de masse) de l'alliage d'aluminium 6063-T6 (%)
L'équipement de soudage utilisé dans ce test est le Fronius TPS 5000 inverter digital aluminum welder, le bras robotisé est le KUKA KR90, le fil de soudage est le EN ISO 18273:s Al 5356( φ1.2mm), et la méthode de soudage est le soudage par points automatique MIG à impulsion unique.
Dans le Fronius TPS 5000, les principaux paramètres réglables de la fonction de soudage par points MIG sont le courant et le temps de soudage, et il n'y a pas de réglage du courant d'amorçage et d'arrêt de l'arc.
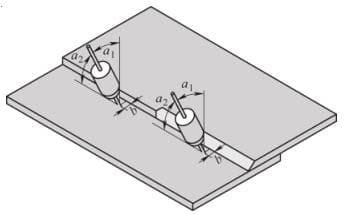
La position de soudage est illustrée à la figure 1.
Fig. 1 Posture de soudage
Remarque :
α1 est l'angle latéral du pistolet de soudage, α2 est l'angle de chasse du pistolet de soudage, et b est la distance entre le fil de soudage et le bord de la plaque supérieure du joint à recouvrement.
Le joint d'essai est divisé en joint de recouvrement à rainure en I et joint de recouvrement à rainure en V simple (45 °), et l'angle latéral du pistolet de soudage α1 tous sont à 5°, fonte du pistolet de soudage α2 tous sont à 90°.
La distance entre le fil de soudure et le bord de la plaque supérieure du joint de recouvrement est de b=3mm, et l'extension à sec du fil de soudure est de 15mm.
Voir le tableau 3 pour les paramètres de soudage par points MIG.
Les gaz de protection est de 99,99% Ar et le débit de gaz est de 20L / min.
Ce test est réalisé en utilisant la méthode de la variable de contrôle.
Dans le tableau 3, les numéros de série I-1 ~ I-5 sont les paramètres de soudage de la rainure I sous différents courants de soudage, et les numéros de série V-1 ~ V-5 sont les paramètres de soudage de la rainure V unique sous différents courants de soudage.
Après le soudage, effectuer une observation visuelle, un test de résistance à la traction, une observation macro-métallographique et micro-métallographique, puis analyser les données des résultats des tests.
3. Résultats des tests et analyse
3.1 Observation visuelle et résultats de la rupture des joints par traction
Les paramètres de soudage numérotés I-1 ~ I-5 dans le tableau 3 sont utilisés pour le soudage, et les résultats des tests après soudage sont indiqués dans le tableau 4.
Le tableau 4 montre que lorsque le courant de soudage est de 130 A et 140 A et que les paramètres de soudage sont trop faibles, il en résulte une faible connexion au niveau de la plaque inférieure de l'assemblage.
Lorsque le courant de soudage est de 150 ~ 170a, la charge de traction maximale augmente progressivement avec l'augmentation du courant de soudage.
Lorsque le courant de soudage atteint 170A, le rupture par traction est transférée de la position de connexion faible de la plaque inférieure au métal d'apport, et la valeur de la charge de traction maximale est la plus élevée à ce moment-là, ce qui indique que le problème de connexion faible de la plaque inférieure a été résolu dans une certaine mesure.
Utilisez les paramètres de soudage numérotés V-1 ~ V-5 dans le tableau 3 pour le soudage.
Voir le tableau 5 pour les résultats des tests après soudage.
Le tableau 5 montre que, dans le cas d'une rainure en forme de V unique, la position de rupture de traction du joint est située dans le métal d'apport, ce qui indique que l'utilisation d'une rainure en forme de V unique permet d'éviter efficacement le problème de la faiblesse de l'assemblage de la plaque de fond.
Avec l'augmentation du courant de soudage, le volume de métal d'apport et la zone de connexion entre les plaques supérieure et inférieure augmentent progressivement, de même que la charge de traction maximale du joint.
Par conséquent, le mode de soudage par points MIG avec une seule rainure en V permet d'éviter plus efficacement l'apparition d'une connexion faible de la plaque inférieure qu'avec une rainure en I, et la qualité de l'assemblage est également plus stable.
Tableau 5 joints soudés à rainure en V simple
Courant de soudage /A
Observation visuelle
Localisation de la rupture par traction
Charge de traction maximale /N
130
253
140
506
150
1922
160
5530
170
8015
3.2 Manalyse métallographique
L'observation métallographique des joints soudés dans les tableaux 4 et 5 montre que lorsque le courant de soudage est ≤ 160A, il n'y a pas de microfissure dans le joint, tandis que lorsque le courant de soudage est de 170A, il y a des microfissures dans le joint.
Prenons maintenant l'exemple de la macro et de la micro morphologie d'un joint à rainure en i et d'un joint à rainure en V simple avec un courant de soudage de 160A et 170A, comme le montre la figure 2.
a) 160A, macro morphologie de la rainure en I b) Micromorphologie à α1 (50 ×)
c) 170A, macro morphologie de la rainure en I d) micro morphologie de b1 (50 ×)
e) 160A, macro morphologie d'une rainure en V unique f) micro morphologie à la position C1 (50 ×)
g) 170A, macro morphologie d'une rainure en V unique h) micro morphologie à d1 position (50 ×)
Fig. 2 : morphologie macro et micro de l'articulation
D'après les résultats des recherches menées par les spécialistes du secteur, ce type de microfissure peut être considéré comme une fissure de liquéfaction.
La fissure de liquéfaction est causée par l'échauffement rapide de l'argile. processus de soudage.
Lors du processus de chauffage rapide du métal de base, la phase β est trop tardive pour se dissoudre, et lorsque la température dépasse la température eutectique, les composants de la phase β n'ont pas été complètement dissous dans la solution solide de α, et finalement une faible phase liquide eutectique apparaît à l'interface entre α et β, et finalement se fissure le long du film liquide de limite de grain sous l'action de la contrainte, formant ainsi des fissures.
Pour les figures 2c et 2d, les fissures de liquéfaction existent principalement dans la couche à gros grains du métal de base, ce qui est dû à la plus grande sensibilité de la couche à gros grains aux fissures.
Pour les figures 2g et 2h, par rapport à la rainure en forme de I, une plus grande quantité de chaleur de soudage est transmise à la plaque inférieure.
Sous l'effet de la pression descendante de la gravité propre du métal plaqué, des fissures de liquéfaction apparaissent dans la zone de la couche à gros grains à l'arrière du métal de base et à l'intérieur de ce dernier.
Pour la position de connexion de la plaque de base sujette à des problèmes de connexion faible, avec l'augmentation du courant de soudage, la pénétration du côté de la plaque de base augmente progressivement.
La comparaison permet également de constater que la pénétration du côté de la plaque inférieure de la rainure en forme de V unique est nettement supérieure à celle de la rainure en forme de I, ce qui confirme le rôle important de la rainure en forme de V unique dans l'augmentation de la pénétration et la stabilité de la qualité de l'assemblage.
En résumé, l'utilisation du mode de soudage par points MIG est limitée par la fissure de liquéfaction de la rainure en I du joint de recouvrement et la pénétration de la plaque inférieure.
Après avoir remplacé la rainure en forme de I par une rainure unique en forme de V dans le joint de recouvrement, le problème de pénétration de la plaque inférieure a été efficacement résolu, et la fenêtre du processus de soudage approprié est également plus large, ce qui améliore la stabilité de l'application du mode de soudage par points MIG.
4. Conclusion
Pour l'application en production du mode de soudage par points MIG dans les joints de recouvrement des alliages d'aluminium de la série 6, l'utilisation d'une seule rainure en V au lieu d'une rainure en I peut éviter efficacement l'apparition d'une pénétration insuffisante et d'une connexion faible de la plaque inférieure.
Cependant, en raison de la grande sensibilité de l'alliage d'aluminium de la série 6 à l'oxydation, il n'est pas possible d'obtenir des résultats satisfaisants. fissures chaudesL'apport excessif de chaleur lors du soudage peut facilement provoquer des fissures de liquéfaction dans le joint.
Par conséquent, les paramètres de soudage doivent être raisonnablement contrôlés en production afin d'obtenir des joints soudés par points MIG de haute qualité.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure