Comment la dureté de l'acier pour matrices H13 peut-elle atteindre 58HRC par traitement thermique ?
Ceci peut être réalisé par chauffage et trempe à des températures comprises entre 1050 et 1100℃, suivi d'une trempe à l'huile.
Toutefois, il n'est pas nécessaire pour le travail à chaud acier matricé d'avoir une dureté aussi élevée, car ses performances seront considérablement réduites en cas de dureté élevée.
En règle générale, une dureté de HRC46-50 permet d'obtenir de bonnes performances et une bonne durabilité.
Après le traitement thermique du moule, avec quoi la surface est-elle blanchie ?
- Il peut être lavé avec de l'acide inoxydable ou de l'acide chlorhydrique. Un traitement par sablage peut également être adopté.
Si une machine de broyage est utilisée, le coût de traitement peut être élevé, la quantité de matière traitée peut être importante, mais la taille du produit peut ne pas correspondre à la norme requise.
Si l'acide chlorhydrique ne parvient pas à nettoyer la surface, il est probable que vous utilisiez un acier à haute teneur en chrome. S'agit-il d'un acier D2 ou H13 ?
La couche d'oxyde sur l'acier à haute teneur en chrome est difficile à enlever, mais elle peut être lavée à l'aide d'un nettoyant acide pour acier inoxydable. Ces nettoyants sont facilement disponibles dans les magasins de moules ou d'acier inoxydable.
La couche d'oxyde sur les aciers moulés à haute teneur en chrome ne peut pas être facilement enlevée avec de l'acide chlorhydrique. Il existe cependant des méthodes alternatives.
Une fois le moule poli avec une pierre à huile, la surface devient lisse. On peut utiliser une pierre à aiguiser grossière ou une bande abrasive pour le meuler avant d'effectuer le traitement thermique. Ensuite, le moule peut être à nouveau meulé avec une pierre à huile fine.
Une autre méthode utilisée par certains consiste à poncer le moule à l'aide d'une meule en fibre afin d'éliminer efficacement la peau vierge. Ensuite, ils procèdent au ponçage et au polissage ou au sablage.
Comment l'usine de traitement thermique traite-t-elle le métal ?
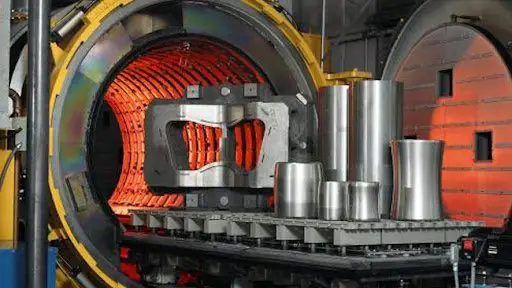
L'usine de traitement thermique abrite un large éventail d'équipements, notamment un four à passage continu et un four à fosse.
Le four de type discontinu est le plus fréquemment utilisé et permet de réaliser divers traitements thermiques, tels que le recuit, la normalisation, la trempe et le revenu. Il s'agit d'un four chauffé électriquement qui est porté à une température prédéterminée avant que la pièce ne soit placée à l'intérieur. Après avoir atteint la température souhaitée, la pièce est maintenue chaude pendant un certain temps, puis retirée ou refroidie à l'intérieur du four.
Le four à fosse est généralement utilisé comme équipement de cémentation et est enterré. Une fois la pièce placée à l'intérieur, elle est scellée puis immergée dans des liquides riches en carbone, tels que le kérosène ou le méthanol, à des températures élevées. Le liquide se dissout en atomes de carbone, qui pénètrent la surface de la pièce.
Le bassin de trempe est utilisé pour la trempe et contient une solution aqueuse ou de l'huile qui est utilisée pour refroidir les pièces durcies provenant du four de type discontinu. Le processus consiste à placer la pièce dans le bassin et à attendre pendant une courte période avant de la retirer.
Parmi les autres dispositifs de l'usine, on trouve des machines à haute fréquence, qui convertissent un courant électrique de 50 Hz en un courant de 200 kHz. Le modèle le plus courant a une puissance maximale de 200 kW et comporte une bobine constituée d'un tube de cuivre avec de l'eau de refroidissement interne placée à l'extérieur de la pièce à usiner. En quelques secondes, la surface de la pièce devient rouge et, lorsqu'elle atteint la température prédéterminée, une chemise d'eau pulvérise une solution de trempe sur la surface pour achever le processus de trempe.
En résumé, l'usine de traitement thermique dispose d'une variété d'équipements, dont ceux mentionnés ci-dessus
Pourquoi les matériaux Cr12 ou Cr12MoV sont-ils fissurés après un traitement thermique ?
En l'absence d'informations sur la taille et la forme des pièces, les exigences en matière de traitement thermique et les techniques de traitement thermique adoptées, l'identification des causes peut s'avérer très difficile.
Ces deux types d'acier appartiennent à la même catégorie d'acier lépidolite à haute teneur en chrome, qui a tendance à se fissurer à froid. La technique de traitement thermique requise pour cet acier est également complexe.
D'après mon expérience, les techniques de traitement thermique suivantes peuvent être utilisées :
Pour obtenir une dureté thermique et une résistance élevée à l'usure, l'acier peut être trempé à 950-1000℃ et refroidi à l'huile, ce qui donne un HRC>58. Pour obtenir de meilleurs résultats, la température de trempe peut être augmentée à 1115-1130℃, suivie d'un refroidissement à l'huile.
Pour les moules fins et minces, le refroidissement à l'air peut être utilisé, et pour réduire la déformation, le refroidissement avec la solution saline est recommandé à une température comprise entre 400-450℃.
Le revenu ne doit pas être effectué en dessous de 300-375℃ car cela peut réduire la ténacité de l'outil et provoquer une fragilité du revenu. Il est important de procéder au revenu immédiatement après la trempe.
Si la trempe est effectuée à une température supérieure à 1100℃, il est recommandé de procéder à un revenu deux ou trois fois sous 520℃.
Il est essentiel de noter qu'une température de trempe élevée peut entraîner une décarbonisation. Il est donc conseillé d'effectuer un traitement de préchauffage (recuit de sphéroïdisation) avant la trempe.
Comment distinguer les pièces traitées thermiquement des pièces non traitées thermiquement ?
Supplémentaire :
"L'ouvrier a accidentellement mélangé une pièce brute non chauffée avec un lot de pièces bien traitées thermiquement. Toutes deux ont été soumises à un traitement de grenaillage, de sorte qu'il est impossible de les différencier par la couleur. En outre, leur dureté se situe entre HRC35 et HRC45, ce qui rend également difficile leur différenciation sur la base de la dureté. Alors, comment les différencier ? Nous vous prions de ne pas suggérer de couper la pièce pour observer la structure métallographique, car cela endommagerait le produit".
Réponses :
Si vous ne pouvez pas identifier la dureté ou les couleurs d'oxydation du traitement thermique, je vous suggère de les identifier par le bruit de frappe.
La structure métallographique d'une pièce moulée et d'une pièce à usiner après l'application d'un traitement de surface. trempe et revenu diffère. Il y a également une différence dans la consommation interne, qui peut être déterminée par le bruit de frappe.
Que signifie la surchauffe dans le traitement thermique ?
Si la température de chauffage spécifiée est dépassée, le grain s'élargit et diverses propriétés mécaniques se détériorent, telles que l'augmentation de la fragilité, la diminution de la ténacité, la facilité de déformation et la fissuration.
Pour éviter la surchauffe, il est essentiel de contrôler la température de chauffage.
Si l'acier est surchauffé, il ne peut être corrigé par un traitement thermique ou un usinage.
Causes et mesures préventives fissures de trempe dans des moules ?
Les causes :
- Une ségrégation importante du carbure existe dans les matériaux du moule, ce qui peut entraîner divers problèmes.
- L'usinage mécanique ou la déformation plastique à froid peuvent affecter les performances du moule.
- Traitement thermique inadéquat, tel qu'un chauffage ou un refroidissement trop rapide, l'utilisation d'une trempe inadaptée, etc. moyen de refroidissementLe réglage d'une température de refroidissement trop basse ou d'une durée de refroidissement trop longue peut entraîner des problèmes.
- Les formes complexes des moules, les épaisseurs inégales, les angles aigus et les trous filetés peuvent entraîner des contraintes thermiques et structurelles excessives.
- Une température de chauffage trop élevée pour la trempe des moules peut entraîner une surchauffe ou une brûlure excessive.
- Un revenu inadéquat ou prématuré après la trempe peut également affecter les performances du moule.
- Un nouveau chauffage du moule sans recuit intermédiaire après la trempe peut être préjudiciable.
- Des processus de meulage inappropriés pendant le traitement thermique peuvent également entraîner des problèmes.
- L'usinage par électro-érosion après le traitement thermique peut créer des contraintes de traction élevées et des microfissures dans la couche durcie.
Mesures préventives :
- Un contrôle strict de la qualité des matériaux de moulage est essentiel.
- L'amélioration de la technologie de forgeage et de recuit de sphéroïdisation est nécessaire pour éliminer les carbures réticulaires, en bandes et en chaînes et pour améliorer l'uniformité du tissu sphéroïdisé.
- Après usinage ou déformation plastique à froid, le moule doit subir un recuit de déstressage (>600℃) avant d'être trempé.
- Pour les moules complexes, il convient d'utiliser de l'amiante pour boucher le trou fileté, lier les sections dangereuses et les parois minces, et adopter une trempe graduelle ou une trempe isotherme.
- Un recuit ou un revenu à haute température est nécessaire lors de la réparation ou de la rénovation du moule.
- Le moule doit être préchauffé avant la trempe, prérefroidi pendant le refroidissement, et une solution de refroidissement appropriée doit être utilisée. milieu de trempe doit être sélectionné.
- La température et la durée de la trempe doivent être strictement contrôlées afin d'éviter que le moule ne surchauffe ou ne brûle.
- Le moule doit être trempé en temps voulu après la trempe, et le temps de conservation de la chaleur doit être suffisant. Les moules complexes à alliage élevé doivent être trempés 2 à 3 fois.
- Le choix de la bonne technique de meulage et de la bonne meule est crucial.
- Il est nécessaire d'améliorer la technique d'usinage par étincelle électrique et d'effectuer un traitement de trempe par déstressage.
Comment chauffer de grandes matrice de marquagesurtout pour les moules de découpe d'arêtes ?
Pour le traitement thermique des moules, il est recommandé d'opter pour un traitement thermique sous vide afin de minimiser les déformations.
Pour faciliter le traitement thermique, les moules peuvent être divisés en petits morceaux et les pièces en acier inoxydable. coupe lente doit être utilisé pour garantir une grande précision, une bonne finition et une déformation minimale. Si le jeu est garanti, les bavures seront négligeables. Il est conseillé de vérifier la précision du dispositif utilisé.
En outre, il est possible que la résistance du moule convexe ne soit pas suffisante. Il peut également y avoir des contraintes résiduelles dans les tôle après le traitement thermique, ce qui entraîne une déformation lors de la découpe du fil. Pour atténuer ce problème, il est suggéré d'envisager un pré-fraisage avec de grands trous de découpe du fil, suivi d'un traitement thermique, en laissant une marge de 3 à 4 mm.
Causes et prévention des taches molles sur la surface des moules ?
Les causes :
La surface du moule présente une couche oxydée, des taches de rouille et une décarbonisation partielle avant le traitement thermique.
Si le milieu de trempe n'est pas choisi correctement, ou s'il y a un excès ou un vieillissement d'impuretés dans le milieu de trempe, cela peut causer des problèmes après que le moule a été trempé et chauffé.
Mesures préventives :
Avant le traitement thermique, il est important d'éliminer toute peau d'oxyde et toute tache de rouille. En outre, il est essentiel de protéger correctement la surface de la matrice pendant la trempe et le chauffage. Pour le chauffage, il est recommandé d'utiliser un four électrique sous vide, un four à bain de sel ou un four à atmosphère protectrice.
Pendant le processus de trempe et de chauffage, il est important de choisir le milieu de refroidissement approprié. Si le milieu de refroidissement est utilisé pendant une période prolongée, il doit être filtré ou remplacé régulièrement.
Mauvaise structure avant le traitement thermique ?
Les causes :
La structure d'origine des matériaux en acier pour filières présente souvent une ségrégation importante du carbure.
Cela peut être attribué à une mauvaise technologie de forgeage, comme l'utilisation de températures de chauffage élevées, une déformation limitée, des températures d'arrêt de forgeage élevées et des vitesses de refroidissement lentes, qui rendent difficile l'élimination des carbures réticulaires, en bandes et en chaînes, entravant ainsi le recuit de sphéroïdisation.
En outre, une mauvaise technologie de recuit des sphéroïdes, telle que des températures de recuit trop élevées ou trop basses, ou une technologie de recuit inadéquate, peut entraîner une perte de qualité. recuit isotherme peut conduire à une sphéroïdisation inégale ou médiocre.
Mesures préventives :
Lors de la sélection des moules matériau en acierIl est important de tenir compte des conditions de travail du moule, de la quantité de production, ainsi que de la résistance et de la ténacité du matériau. Il est recommandé de choisir des moules de haute qualité matériau en acier pour garantir des performances optimales.
Pour améliorer le processus de forgeage, il peut être nécessaire d'adopter le traitement thermique de préparation de la normalisation, qui peut aider à éliminer toute non-uniformité des carbures réticulaires et en chaîne et des carbures dans les matières premières. Dans les cas où l'acier à haute teneur en carbone présente une ségrégation sévère des carbures qui ne peut être forgée, l'affinage en solution solide peut être utilisé comme méthode de traitement.
Afin d'obtenir le processus de recuit sphéroïdal souhaité pour les billettes forgées, il est nécessaire de formuler des spécifications de processus correctes basées sur le traitement thermique trempé-trempé et la technique de recuit sphéroïdal rapide et uniforme.
En outre, il est important d'assurer l'uniformité de la température de la billette dans le four en mettant en œuvre une installation raisonnable du four.
Après la trempe, la structure du moule est importante, ce qui entraînera la fracture du moule lors de son utilisation et affectera sérieusement la durée de vie du moule.
Les causes :
Mélanger l'acier du moule est une erreur courante. La température de trempe requise pour le matériau de moulage est bien inférieure à celle de l'acier réel (par exemple, l'acier GCr15 ne doit pas être traité comme de l'acier 3Cr2W8V).
Une mauvaise sphéroïdisation avant la trempe est une cause majeure de la mauvaise sphéroïdisation de l'acier de moulage.
Une température de chauffage de trempe du moule trop élevée ou un temps de conservation de la chaleur trop long peuvent être à l'origine de ces problèmes.
Un mauvais positionnement du moule dans le four peut entraîner une surchauffe à proximité de l'électrode ou de l'unité de chauffage.
Les moules dont la section transversale change de manière significative nécessitent une sélection appropriée des paramètres du processus de trempe et de chauffage afin d'éviter une surchauffe au niveau de la section fine et de l'angle vif.
Mesures préventives :
L'acier doit faire l'objet d'une inspection stricte avant d'entrer dans l'entrepôt afin d'éviter les mélanges et les désordres.
Avant la trempe, il est important d'effectuer un forgeage correct et un recuit de sphéroïdisation pour garantir une bonne sphéroïdisation.
Pour garantir une trempe et un chauffage corrects du moule, les spécifications du processus doivent être suivies correctement et la température de trempe et le temps de conservation de la chaleur doivent être strictement contrôlés.
Des vérifications et des corrections régulières du thermomètre doivent être effectuées pour s'assurer que l'instrument fonctionne correctement.
Lorsque le moule est chauffé dans le four, il doit être maintenu à une distance appropriée de l'électrode ou de l'unité de chauffage.
Comment traiter thermiquement l'acier Cr12MoV pour fabriquer le moule à froid ?
Traitement d'optimisation de la dureté, de la résistance à l'usure et de la ténacité :
- 980~1200℃ quenching ;
- Trempe à l'huile (huile de machine)
- Tempérer à 400℃ pendant un temps
- Trempe à 240℃ pendant un temps
- HRC57~61
Quelle est la raison de la fissuration de l'acier H13 après le traitement thermique (température de trempe 1100℃,oil cooling) ?
Une analyse métallographique peut être effectuée pour déterminer s'il y a décarbonisation à la surface des matériaux. La décarbonisation est une cause fréquente de fissuration.
Le H13 est un matériau couramment utilisé pour les filières d'extrusion, et les exigences de dureté pour ce matériau ne sont pas très élevées.
Je recommande d'essayer un traitement thermique dans la gamme de température de 1030-1050℃.
Quel matériau est généralement utilisé pour la colonne de guidage et la douille de guidage du moule ? Quel type de traitement thermique doit être adopté et quel type de performance doit être atteint ?
- Utiliser de l'acier de construction au carbone # 45 ou de l'acier à outils au carbone. La dureté du traitement thermique de trempe est d'environ HRC45, inférieure à HRC58~62. Il se casse facilement même à cette dureté élevée.
- En général, SKD61 ou SKD11 est utilisé pour les exigences élevées. La dureté de trempe de l'acier à filière H13 traité thermiquement est d'environ HRC51.
Quelles sont les utilisations du traitement thermique dans la fabrication des moules ?
Rôle du traitement thermique dans la fabrication des moules :
- Augmenter la dureté et la résistance à l'usure, améliorant ainsi sa durée de vie ;
- La résistance est renforcée et la déformation est réduite afin de garantir la précision et la stabilité du moule.
Analyse des causes de défaillance des moules
La plupart des défaillances des moules sont dues à la rupture, à l'usure et à la déformation, les principales raisons étant un traitement thermique inadéquat et un mauvais usinage du moule. Il est donc essentiel de sélectionner soigneusement les matériaux, de formuler correctement le processus de traitement thermique et d'améliorer la qualité du traitement thermique pour prolonger la durée de vie du moule.
Le traitement thermique des moules comprend le traitement de préchauffage et le traitement thermique final, dans le but ultime d'obtenir une bonne qualité de surface, de résistance, de plasticité et de ténacité dans le moule.
Les raisons de la chute des pièces d'acier Cr12mov par les pièces après traitement thermique
Causes possibles :
Pendant la trempe, si la température dépasse la limite recommandée, elle peut conduire à une surchauffe, ce qui entraîne plusieurs problèmes tels que des grains grossiers, une décarbonisation sérieuse, de gros problèmes d'étanchéité, etc. martensiteLes caractéristiques de l'acier sont les suivantes : fracture à gros grains, faible ténacité et plasticité réduite.
Une température de chauffage élevée et une durée de conservation de la chaleur prolongée peuvent également entraîner une grave décarbonisation de la surface du matériau, une structure granulaire grossière, une faible force de liaison et une réduction significative de la plasticité. Il est donc essentiel de maintenir une température et une durée appropriées pendant le processus de trempe pour éviter ces problèmes.
Suggestions :
- Vérifier l'équipement de chauffage ;
- Ajuster la température et la durée de la trempe et du revenu ;
- Effectuer des essais de traitement thermique pour l'échantillon et procéder à l'analyse des essais de performance nécessaires.
Avantages du traitement thermique par bain de sel ?
Avantages :
- Chauffage uniforme, faible déformation
- Un peu de décarbonisation sans oxydation
- Le chauffage rapide permet de transformer rapidement la structure interne de la pièce.
- Bonne isolation thermique et uniformité du chauffage
- Il peut être chauffé par un traitement en solution solide
- Une application étendue
- Capable d'effectuer environ des livraisons sans oxydation
Inconvénients :
- L'environnement de travail est mauvais et la pièce est corrodée dans une certaine mesure.
- La durée de vie est relativement courte
- L'espace de travail est réduit et la puissance est grande
- Les déchets de sel polluent l'environnement
Quelle est la méthode utilisée pour vérifier l'effet du traitement thermique ?
- Il suffit de vérifier la dureté de la surface
- Vérifier la profondeur de la couche durcie, la dureté du centre, la qualité de la structure de la métallographie durcie et la qualité de la structure de la métallographie trempée.
La valeur de dureté critique de la profondeur trempée = dureté minimale de trempe×0.8。
Quel est le rôle du traitement par refroidissement profond des matériaux de moulage ?
Le traitement de refroidissement profond est la poursuite du processus de refroidissement de la pièce après la trempe.
Les applications dans l'industrie des moules sont principalement l'acier pour moules à froid et l'acier à haute vitesse, acier pour roulementsmoules, moules à froid et accessoires de moules
Le refroidissement en profondeur modifie certaines propriétés mécaniques connexes. Les principales fonctions sont les suivantes :
- Améliorer la dureté et résistance de la pièce
- Assurer la précision dimensionnelle de la pièce pour améliorer la résistance à l'usure de la pièce
- Améliorer la résistance aux chocs de la pièce
- Améliorer la stress interne distribution de la pièce
- Augmentation résistance à la fatigue
- Améliorer la résistance à la corrosion de la pièce
Quelles sont les raisons de l'explosion du traitement thermique Cr12MoV ?
- L'agent réfrigérant refroidit-il trop rapidement (l'eau salée, l'eau pure, etc. ne peuvent pas être utilisées) ?
- Avant la trempe, il se peut qu'il ne soit pas recuit correctement, ce qui se traduit par un excès de stress interne
- Mauvaise métallurgie des matériaux (non métallique inclusion, structure en bandes, carbure eutectique)
- Lors de la trempe, la température du four augmente trop rapidement
- Trempe insuffisante
Qu'est-ce que le renforcement sans traitement thermique ?
Traitement de surface:
Telle que la dureté chromage pour augmenter la résistance à l'usure des pièces.
Tir peignage renforcer :
La résistance à la fatigue des pièces peut être considérablement améliorée sous contrainte alternée.
Roulant:
L'outil de laminage est utilisé pour appliquer une pression sur la surface des pièces métalliques à température ambiante. Cela provoque une déformation plastique et modifie la forme micro-géométrique de la surface du métal. Cela permet d'améliorer la douceur de la surface, la résistance à la fatigue, la résistance à l'usure et la dureté des pièces.