Poinçons et matrices offset : méthodes et techniques d'ajustement
Vous êtes-vous déjà demandé comment on obtient la précision dans le travail des métaux ? La méthode du poinçon et de la matrice décalés est une technique clé qui permet d'ajuster avec précision les décalages, ce qui est essentiel pour créer des formes métalliques spécifiques. Cet article explique les composants, les modèles et les méthodes d'utilisation et de réglage de ces outils. En lisant cet article, vous comprendrez clairement comment utiliser efficacement et régler avec précision les poinçons et matrices pour vos projets d'usinage des métaux.
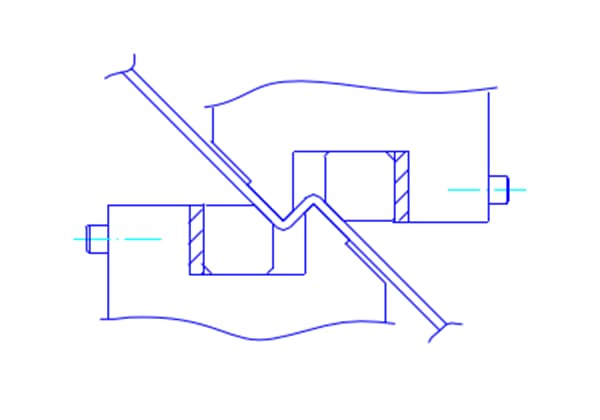
Ce produit, illustré dans la figure ci-dessous, se compose d'un corps de moule et d'un coussin, qui peut créer des augmentations et des diminutions des décalages, et effectuer le pliage des segments en diminuant l'avance.
Le coussin de l'élément principal est fixé par des boulons, et l'épaisseur du coussin peut être modifiée, ou les angles du coussin peuvent être modifiés, et le décalage changera.
2. Modèles :
L'épaisseur maximale de la plaque applicable est SPCC-2.3t.
La gamme des décalages pouvant être produits est H=1~10MM.
2.1) Le décalage du moule est déterminé par l'assemblage du coussin et l'angle de la pièce. Pour plus d'informations sur le décalage du moule, l'assemblage du coussin et le biseau de la pièce, voir le tableau 1.
Composant
Biseau de cale
0
1.4
2.9
4.3
4.9
7.8
9.2
0.5
6.72
5.92
5.06
4.26
3.91
2.25
1.14
1.0
7.15
6.33
5.47
4.66
4.32
2.66
1.85
2.0
7.95
7.15
6.28
5.48
5.14
3.48
2.67
4.0
9.58
8.79
7.93
7.12
6.78
5.11
4.31
Tableau 1
Formule pour calculer la hauteur du décalage :
Hauteur de décalage = {11,0-(épaisseur de la cale)}×0,574 + (quantité de biseau)×0,819
Toutefois, le décalage du produit est égal au décalage du moule. La valeur exacte du décalage du moule pour le produit est confirmée par des essais de pliage de chaque produit, avec des résultats corrects et erronés.
2.2) Si le décalage H est faible, l'angle θ augmente.
2.3) Les rayon de courbure R est généralement inférieur ou égal à R2. Si le décalage H est faible, l'angle R diminuera également.
2.4) Le coussin est classé comme un accessoire de troisième classe, avec 2 pièces pour 1,4t, 2,9t et 4,9t, et combiné avec le composant de biseau.
3. Méthodes de réglage du moule à l'aide d'une goupille de réglage
1)First, installer le moule supérieur ; après avoir placé le moule inférieur sur le siège d'installation du moule inférieur, l'ajuster à l'aide de la goupille de réglage.
2)Si le décalage est relativement faible (environ H=1~2mm), le moule peut également être calibré directement en faisant correspondre les moules supérieur et inférieur.
3)Adjustment method for the scale of the adjustment pin :
(1) Lors du réglage de la dimension A, le décalage peut varier en raison des différences d'épaisseur de la plaque ou de la forme du pliage, et ne peut pas être généralisé. Il ne s'agit que d'une fourchette de réglage approximative : A = V/3 + 0,245t ;
(2) Mesurer la distance verticale entre les points a et b, et la distance verticale entre les deux extrémités du moule doit être égale.
4)Précautions pour l'utilisation de l'outil de la goupille de réglage :
4)-1 Tout d'abord, combinez le biseau et la cale en fonction de la hauteur du décalage et installez les moules supérieur et inférieur, mais ne fixez pas le moule inférieur en premier.
4)-2 Le réglage de la fixation de la goupille de réglage doit être cohérent avec (0,245t) et l'épaisseur de la plaque correspondante. Après avoir ajusté l'échelle correspondante, toutes les vis doivent être serrées.
4)-3 Comme le montre la figure ci-dessous, placez deux fixations de goupilles de réglage symétriques sur le moule inférieur, alignez-les avec le moule supérieur et appuyez jusqu'à environ 1 tonne ou moins. Après avoir fixé le moule inférieur, retirez la fixation.
4)-4 La dimension A indiquée dans la figure ci-dessus peut théoriquement changer en raison du décalage et de l'épaisseur de la plaque. Comme ce dispositif règle automatiquement le décalage, seule l'épaisseur de la plaque peut être ajustée en fonction de A = 0,245t. Il existe des données théoriques et des essais de pliage réels, et le meilleur angle doit être choisi (en particulier pour le pliage avec une épaisseur de plaque différente ou le pliage à angle arrondi, etc.)
Avertissement : Ne pas utiliser plus que la résistance à la compression spécifiée pour le moule ;
Si vous constatez que le moule est endommagé, cessez immédiatement de l'utiliser.
Le moule doit être installé en respectant scrupuleusement les procédures d'utilisation.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment une simple feuille de métal se transforme en formes complexes ? Cet article de blog plonge dans le monde fascinant des presses plieuses et des matrices de pliage. Découvrez...
Imaginez que vous achetiez une presse plieuse et que vous vous rendiez compte qu'elle ne répond pas à vos besoins - une erreur coûteuse ! Ce guide explique les principes et les facteurs essentiels à prendre en compte lors de l'achat d'une presse plieuse. De...
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Avez-vous déjà été confronté à des problèmes de retour élastique lors de l'emboutissage et du pliage des métaux ? Cet article présente des techniques pratiques pour minimiser ces problèmes courants et améliorer la précision de vos projets d'usinage des métaux. Découvrez les...
Comment une cintreuse peut-elle révolutionner le traitement de la tôle ? Cet article explore trois techniques innovantes pour les cintreuses de panneaux de tôle : l'aplatissement, l'arrondi et le cintrage de forme. En comprenant ces méthodes, les lecteurs...
Vous êtes-vous déjà demandé pourquoi vos plis métalliques n'étaient pas toujours parfaits ? Le secret réside dans le bombage de la presse plieuse, une technique qui garantit la précision et la qualité de la fabrication des métaux. Cet article vous révèlera...
Vous êtes-vous déjà demandé comment une presse plieuse façonne le métal avec une telle précision ? Cet article dévoile les parties et les fonctions fascinantes d'une presse plieuse, vous montrant son rôle essentiel...
Faites passer votre entreprise à la vitesse supérieure