Fonctionnement de la cisaille guillotine : Conseils et techniques d'experts
Vous êtes-vous déjà demandé comment s'effectue la coupe de précision dans les machines lourdes ? Cet article dévoile les secrets du fonctionnement et du réglage de la cisaille guillotine. Apprenez comment assurer la sécurité, maintenir l'efficacité et obtenir une coupe parfaite à chaque fois. Préparez-vous à découvrir les étapes essentielles et les conseils d'experts qui font toute la différence.
a. Familiarisez-vous avec le contenu du manuel et comprenez la structure principale de la machine, la méthode d'utilisation et les précautions de sécurité et d'entretien.
b. Nettoyer la surface de la machine antirouille l'huile, ce qui peut être fait avec de l'essence ou du kérosène, mais pas avec un détergent dissolvant.
c. Nettoyer le réservoir d'huile avant de faire le plein. Le réservoir d'huile ne doit pas contenir d'impuretés. Remplir avec de l'huile neuve, YB (c) -N32 ou YB (c) -Huile hydraulique N46L'huile hydraulique doit être filtrée à l'aide d'un distributeur de carburant dont la précision de filtrage n'est pas inférieure à 5 μm, jusqu'à ce que le niveau d'huile soit supérieur aux quatre cinquièmes de la position indiquée par l'indicateur de niveau. L'huile hydraulique Mobil AFT-25 a le meilleur effet après des essais répétés. L'huile hydraulique anti-usure YB-N32 est recommandée à basse température (environ 5 ℃) en hiver. Laissez la machine tourner au ralenti pendant un certain temps et installez un chauffage dans le système hydraulique si nécessaire. La température de l'huile dans le système hydraulique en fonctionnement normal ne doit pas dépasser 75 ℃. Installez un refroidisseur si la température de l'huile est trop élevée.
d. Ajouter de la graisse lubrifiante à toutes les pièces mobiles conformément au manuel. e. Mettre sous tension, placer l'interrupteur de l'armoire électrique en position "1", ne pas démarrer le moteur de la pompe à huile, et vérifier si les vannes hydrauliques et les composants électriques concernés fonctionnent normalement en fonction des différentes spécifications du processus et des modes de fonctionnement.
Fonctionnement de la machine
(1) Appuyez sur le bouton de démarrage du moteur pour démarrer le moteur principal, vérifiez que le sens de rotation du moteur correspond au sens de rotation indiqué sur l'étiquette de la pompe à huile et vérifiez le sens de rotation du moteur en observant l'accouplement.
Si elle n'est pas cohérente, arrêtez immédiatement.
Lors du changement de direction du moteur, les professionnels doivent couper l'alimentation électrique et changer la phase de la ligne d'arrivée.
Lorsqu'il y a de l'air dans le système de canalisation, appuyez alternativement sur les boutons de démarrage et d'arrêt pendant plusieurs fois. Une fois l'air évacué, la pompe à huile peut fonctionner normalement.
(2) Le fonctionnement détaillé de la programmation des nouveaux produits doit être effectué après avoir lu en détail le manuel d'utilisation du système électrique et le manuel d'utilisation.
Réglage de la machine
La machine-outil a été réglée avec précision et testée avant de quitter l'usine. Cependant, tous les réglages peuvent être modifiés pendant le transport. Par conséquent, les vérifications suivantes doivent être effectuées avant l'utilisation officielle.
(1) Réglage du jeu de la lame
Le jeu de la lame de la machine est réglé automatiquement par le système de commande numérique. Le réglage correct du jeu de la lame a une incidence directe sur la qualité de cisaillement du produit. tôle et la durée de vie de la lame.
Afin d'obtenir une face frontale de coupe de haute qualité, un jeu de lame raisonnable doit être sélectionné en fonction du matériau à couper. Les méthodes suivantes sont recommandées pour régler le jeu de la lame.
L'acier à faible teneur en carbone avec une résistance à la traction σB = 370-400 MPa et un allongement δ= 35% est utilisé comme référence d'ajustement, et le jeu de la lame est choisi en fonction de 8% de l'épaisseur de la plaque. Pour les plaques de taille moyenne et de acier à haute teneur en carbone à faible allongement, la valeur du jeu de la lame doit être supérieure à celle de l'acier à faible teneur en carbone d'épaisseur égale.
Lors du cisaillement de l'acier inoxydable tôle d'acierLe jeu de la lame dépend de son allongement, et la lame pour le cisaillement de l'acier inoxydable doit être utilisée parce que l'allongement de certains aciers inoxydables est plus élevé que celui de l'acier à haute teneur en carbone avec la même résistance.
Attention :
a) Après le réglage du jeu de la lame, la machine doit fonctionner à vide au moins une fois avant le cisaillement formel.
b) Lors du cisaillement de matériaux plastiques, le jeu de la lame doit être légèrement plus petit ; lors du cisaillement de matériaux fragiles, le jeu de la lame doit être légèrement plus grand.
c) Après chaque réglage du jeu de la lame, il faut procéder à une coupe d'essai.
(2) Réglage de l'angle de cisaillement
L'angle de cisaillement de la machine est réglé automatiquement par le système de commande numérique.
L'angle de cisaillement peut être modifié en ajustant la quantité d'huile dans la chambre supérieure du cylindre d'huile auxiliaire.
L'augmentation de l'angle de cisaillement facilite la déformation de la pièce, tandis que sa réduction favorise la formation de bavures.
Attention :
a) Après chaque réglage de l'angle de cisaillement, la machine doit tourner à vide au moins une fois avant le cisaillement formel.
b) Lorsque les exigences de coupe ne sont pas élevées, la largeur minimale du matériau étroit qui peut être coupé ne doit pas être inférieure à 3 fois l'épaisseur de la plaque ; dans le cas contraire, la lame risque d'être endommagée.
c) Pour obtenir des pièces de cisaillement lisses, sans distorsion ni déformation, la largeur minimale de la plaque de cisaillement doit être supérieure à 15 fois l'épaisseur de la plaque, mais ne doit pas être inférieure à 80 mm.
d) Plus la largeur de la feuille de cisaillement est importante, plus la déformation est faible.
(3) Dépose et pose de la lame
Non.
Nom
Non.
Nom
1
Porte-outils
5
Cylindre de pression
2
Lame supérieure
6
Garde-corps avant
3
Lame inférieure
7
Plaque de recouvrement
4
Table de travail
8
Vis de réglage
La configuration standard des lames supérieures et inférieures de la machine est constituée de deux pièces de couteau épissées, ce qui présente l'avantage de faciliter l'affûtage et de ne pas nécessiter d'affûteuse spéciale.
La longueur totale des lames supérieures et inférieures peut être configurée en fonction des besoins des utilisateurs.
a) Dépose de la lame
Démarrez la machine, réglez le jeu de la lame à une valeur maximale de 0,64 mm, réglez l'angle de cisaillement à 1,0°, faites monter et descendre le porte-outil pendant plusieurs cycles, fermez la machine-outil et retirez le guide de protection et la plaque de couverture du cylindre de pressage.
Retirez d'abord la lame inférieure :
Desserrez toutes les vis de fixation des deux lames inférieures, maintenez l'une des lames inférieures avec une longue équerre en bois à l'arrière de la machine-outil pour l'empêcher de se renverser en arrière, retirez les vis de la lame et sortez la lame par le côté de la machine-outil.
Retirer l'autre lame de la même manière.
Retirez ensuite la lame supérieure :
Desserrez toutes les vis de fixation des deux lames supérieures, placez deux carrés de bois appropriés entre une lame supérieure et l'établi, et fixez la lame supérieure. Retirez les vis de la lame, desserrez lentement les carrés de bois et retirez la lame supérieure du côté de la machine-outil.
Retirer l'autre lame supérieure de la même manière.
b) Installation des lames
L'ordre de montage de la lame est l'inverse de l'ordre de démontage de la lame.
Installez d'abord la lame supérieure :
Insérez deux carrés de bois appropriés à une extrémité entre le porte-outil et l'établi, insérez une lame supérieure à partir de cette extrémité, maintenez-la avec deux carrés de bois et installez les vis sur la lame sans les serrer.
Installez ensuite une autre lame supérieure de la même manière.
Utilisez ces deux carrés de bois pour presser une lame supérieure vers le haut afin que la lame supérieure soit complètement proche de la surface d'ajustement du bord de la lame du porte-outil.
Serrez ensuite les vis sur la lame, de l'articulation du couteau jusqu'au bord, à tour de rôle.
Serrez les vis de la lame sur l'autre lame de la même manière.
Installez ensuite la lame inférieure :
Insérez deux lames inférieures des deux côtés de la machine et maintenez la lame inférieure avec une longue équerre en bois à l'arrière de la machine-outil.
Tout d'abord, installez toutes les vis, puis serrez les vis de la lame inférieure à partir de l'articulation du couteau jusqu'aux deux extrémités à tour de rôle.
Une fois les lames supérieure et inférieure installées, installez la plaque de recouvrement et la barrière de protection à tour de rôle.
Attention :
a) Lors du retrait de la lame, celle-ci est lourde et tranchante. L'opérateur doit être très prudent et porter des gants avant d'opérer.
b) La force de serrage de la vis de la lame est de 35N - M.
(4) Affûtage des lames
La lame doit être affûtée régulièrement.
Une fois la lame émoussée, si l'on continue à l'utiliser, la structure du grain extérieur de la lame sera endommagée par une pression excessive, ce qui non seulement endommagera la machine mais entraînera également une mauvaise qualité de cisaillement.
Après l'affûtage de la lame, les grains de la couche extérieure peuvent être enlevés.
Les lames supérieure et inférieure de la machine ont quatre arêtes de coupe. L'affûtage est nécessaire lorsque le rayon du congé de la lame est supérieur à 0,25 mm.
L'affûtage d'un côté est de 0,5 mm, et la marge d'affûtage de chaque lame est de 4 mm (2 mm d'un côté).
Si l'affûtage des lames des cisailles à tôle normalement utilisées est organisé selon cette méthode, la quantité d'affûtage sera la plus faible et la durée de vie la plus longue.
(5) Réglage de l'uniformité du jeu de la lame
Après l'affûtage ou le remplacement de la lame, l'uniformité du jeu de la lame doit être revérifiée et réglée comme suit :
a) Démarrer la machine-outil, régler l'angle de cisaillement à 0°, rendre les lames supérieure et inférieure parallèles et régler le jeu de la lame à une valeur maximale de 0,64 mm.
b) Arrêtez la pompe à huile et réglez manuellement le papillon des gaz sur 120 pour faire descendre lentement le porte-outil jusqu'à ce que les lames supérieure et inférieure coïncident sur 1 à 2 mm sur toute la longueur.
En d'autres termes, il faut fermer le robinet d'étranglement pour s'assurer que le porte-outil ne glisse pas vers le bas.
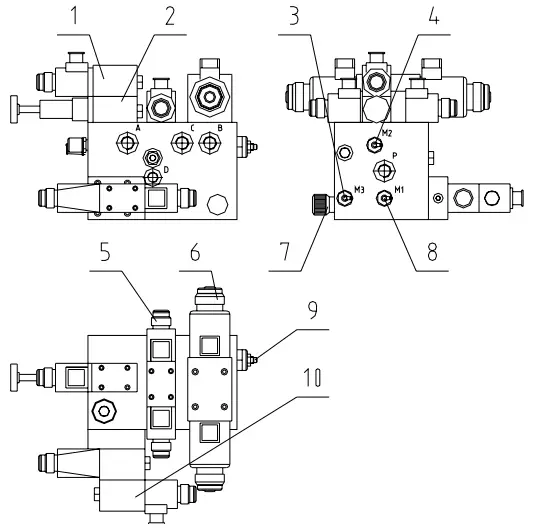
Disposition de la pile de vannes
Non.
Objet
1
Valve de contrôle du cylindre de pression 140
2
Réducteur de pression de la bouteille de pression 50
3
Point de mesure de la pression d'appui de la chambre inférieure
4
Point de mesure de la pression du cylindre de pression
5
Valve de contrôle de l'angle de cisaillement 70
6
Valve de contrôle du repose-outil 60
7
Clapet d'étranglement 120
8
Point de mesure de la pression principale
9
Valve d'appui de la chambre inférieure 80
10
Valve de contrôle de la pression principale 20 / 30
c) Ouvrir la porte de l'armoire électrique, appuyer et maintenir le contacteur CA 1KM2 qui réduit l'écartement des lames, contrôler la valeur réelle de l'écartement des lames à l'aide de la page du volant, régler l'écartement entre les lames supérieures et inférieures à un minimum de 0,08 mm, et fermer la porte de l'armoire électrique.
d) Desserrer les vis de pression et les écrous des deux supports de ressort de disque, desserrer les écrous des quatre vis de réglage de l'entretoise à l'arrière et régler les quatre vis de réglage pour que la distance entre les deux extrémités de la lame supérieure et les deux extrémités de la lame inférieure soit cohérente (lors du réglage d'une extrémité, les vis de réglage supérieures et inférieures doivent être réglées en même temps).
Mesurez l'écart à l'aide d'une jauge d'épaisseur ; il doit être compris entre 0,05 mm et 0,1 mm.
Serrer ensuite les écrous des quatre vis de réglage ainsi que les vis de butée et les écrous des deux supports de ressort de disque.
Dessin de structure du rail de guidage du porte-outil
Non.
Objet
1
Réducteur à vis sans fin
2
Vis de réglage
3
Ecrou de réglage
4
Support de ressort de disque
5
Gland
e) Réglez la vis de réglage du porte-outil de gauche à droite et vérifiez le jeu des bords avec une jauge d'épaisseur de 0,05 mm et de 0,1 mm. Assurez-vous que la jauge d'épaisseur de 0,05 mm peut passer, mais que la jauge d'épaisseur de 0,1 mm ne le peut pas.
f) Après l'arrêt, redémarrez la machine, réglez l'angle de cisaillement au maximum, puis fermez la pompe à huile. Réglez la soupape d'étranglement à 120 pour que le porte-outil s'abaisse lentement, et vérifiez si le jeu de la lame de chaque section est identique à la valeur de jeu initialement définie pour le système.
Si ce n'est pas le cas, desserrez les quatre vis de réglage situées à l'arrière et réglez le jeu de la lame à la même valeur que le jeu réglé à l'origine pour le système.
g) Resserrer la douille de verrouillage du potentiomètre et ajuster la position du commutateur de réglage de l'écartement.
(6) Réglage de la butée arrière
Butée arrière
Non.
Objet
1
Contre-écrou
2
Vis de réglage
3
Vis M8 × 30(GB70-85)
4
Vis M8 × 35(GB85-88) Ecrou M8 (GB6170-86)
a) Réglage de l'angle
L'angle de la surface de positionnement de la butée arrière doit correspondre à l'angle de marche du porte-outil. Sinon, lorsque l'angle de cisaillement change, la surface de positionnement de la butée arrière change et le positionnement de la butée arrière est imprécis.
Pour vérifier l'angle de la surface de positionnement de la butée arrière, placez un comparateur sur les parois des deux côtés de la machine et pointez la tête sur la surface de positionnement.
Lorsque le porte-outil descend, le changement de lecture du comparateur ne doit pas être supérieur à 0,05 mm.
Si elle est supérieure à 0,05 mm, ajustez les vis M8×30 (GB70-85) et M8×35 (GB85-88).
b) Ajustement du parallélisme
Desserrez le contre-écrou, tournez la vis de réglage, mesurez la distance entre les deux extrémités de la surface de positionnement de la butée arrière et le bord inférieur du couteau à l'aide d'une règle de profondeur, puis serrez le contre-écrou lorsque l'erreur ne dépasse pas 0,05 mm.
Essayez de couper la plaque et vérifiez le parallélisme. S'il y a une déviation, continuez à ajuster.
La distance entre le milieu de la surface de positionnement de la butée arrière et le bord inférieur du couteau doit être légèrement supérieure à celle des deux extrémités.
Si l'écart entre les deux extrémités de la surface de positionnement de la butée arrière et le bord inférieur du couteau est trop important, desserrez les vis qui soutiennent la plaque de transition reliant le servomoteur. Desserrez ensuite les vis de connexion entre le support et la plaque de transition afin de pouvoir desserrer la courroie crantée synchrone.
Tournez ensuite la vis à bille d'un côté pour que la distance entre les deux extrémités de la surface de positionnement de la butée arrière et le bord inférieur du couteau soit presque la même.
Ensuite, installez la courroie crantée synchrone, serrez les vis d'assemblage et serrez la courroie crantée synchrone.
Ajustez ensuite le parallélisme, et la méthode d'ajustement est la même que ci-dessus.
(7) Réglage de la pression du système hydraulique
Les valeurs de pression de la machine-outil ont été réglées conformément aux spécifications de travail avant de quitter l'usine.
L'utilisateur n'a pas besoin de le régler lui-même, mais après une révision de la machine ou un remplacement des composants hydrauliques, un réglage peut s'avérer nécessaire.
Si l'utilisateur doit ajuster la pression du système, la valve 30 doit être réglée en fonction de la pression de travail maximale (25MPa) du système hydraulique.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
À quelle fréquence devez-vous lubrifier votre cisaille guillotine pour garantir ses performances optimales ? Dans cet article, nous nous penchons sur les pratiques de lubrification essentielles qui permettent à cet équipement vital de fonctionner en douceur....
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Avez-vous déjà été confronté au défi de changer les lames d'une cisaille guillotine hydraulique ? Ce guide détaillé vous accompagne tout au long du processus, en garantissant la sécurité et la précision à chaque étape. Du démontage initial...
Qu'est-ce qui différencie les cisailles guillotines hydrauliques des cisailles à longerons oscillants, et pourquoi ces distinctions sont-elles importantes pour vos projets d'usinage des métaux ? Cet article explore les principales différences, notamment le mouvement de la lame, la...
Quelles sont les causes de défaillance du système hydraulique d'une cisaille guillotine ? Cet article explore les problèmes courants tels que la perte de pression, les dysfonctionnements des soupapes et la chute automatique du pied presseur. ....
Vous êtes-vous déjà demandé comment la précision et l'efficacité se conjuguent dans la découpe industrielle ? Cet article explore le monde fascinant des cisailles guillotines, en détaillant leurs avantages et leurs défis. Apprenez comment les...
Votre cisaille guillotine produit-elle des coupes irrégulières ? Ce guide explique les étapes essentielles pour s'assurer que vos cisailles fonctionnent avec précision. Vous apprendrez à mesurer la précision géométrique, à vérifier l'alignement des lames,...
Pourquoi votre cisaille guillotine refuse-t-elle parfois de démarrer, coupe-t-elle de manière imprécise ou ne fonctionne-t-elle pas correctement ? Cet article se penche sur les défauts courants des cisailles guillotines et fournit des conseils pratiques de dépannage....
Faites passer votre entreprise à la vitesse supérieure