1. Principales applications et champ d'application
La cintreuse de plaques à quatre rouleaux W12 est utilisée pour le cintrage et le pliage de plaques. formation du métal plaques. Elle est idéale pour créer des formes telles que des boîtes, des arcs et d'autres configurations. La machine est capable d'achever le processus de pliage en une seule opération et offre de nombreuses possibilités de correction.
Cette machine est couramment utilisée dans diverses industries, notamment la construction navale, la fabrication de chaudières, l'aviation, la construction de ponts, la production d'énergie hydroélectrique, la production chimique, la fabrication de structures métalliques et la production de machines.
2. Principaux paramètres techniques
Voici les spécifications :
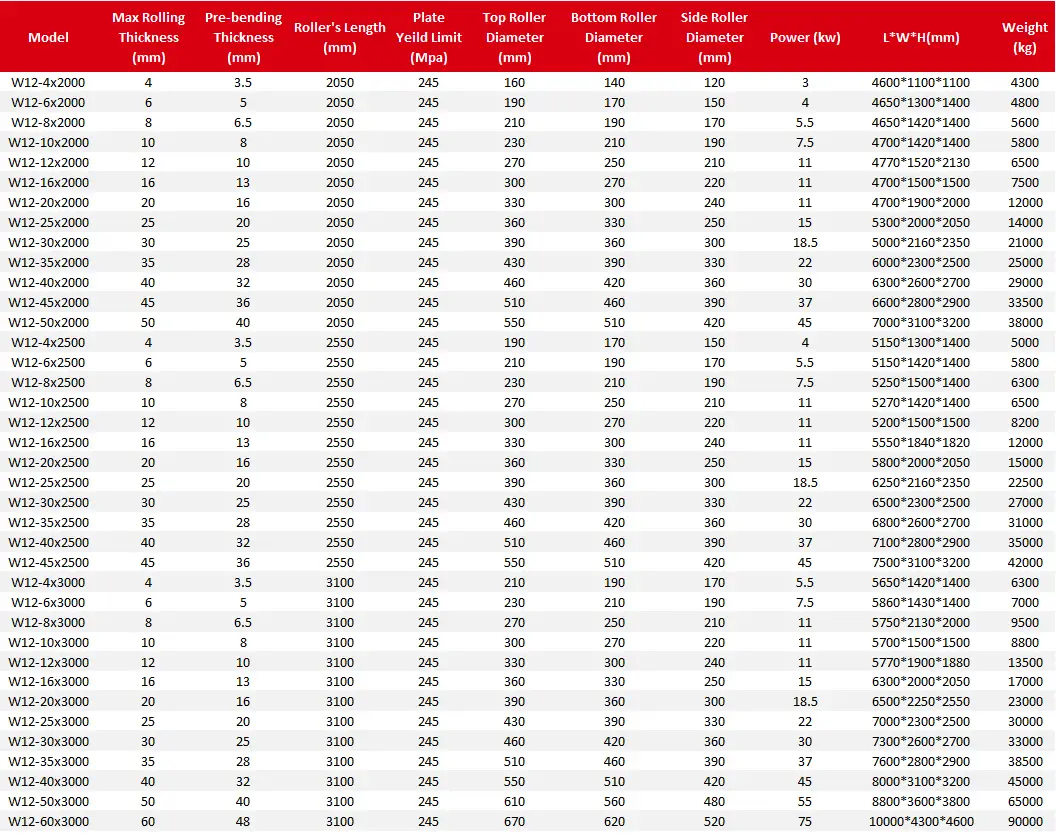
Caractéristiques techniques de la cintreuse de plaques à quatre rouleaux
3. Structure principale
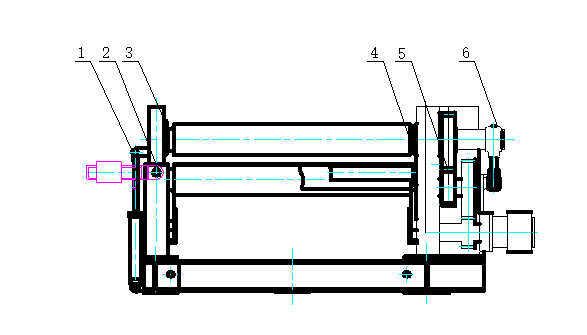
3.1 Structure principale
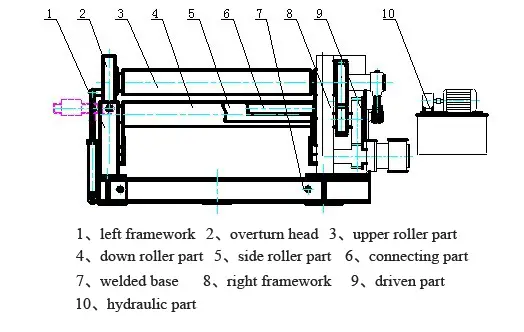
La cintreuse de plaques à quatre rouleaux W12 est conçue pour le cintrage et le façonnage de plaques métalliques. La machine se compose d'un rouleau supérieur, d'un rouleau inférieur et de deux rouleaux latéraux. Le rouleau supérieur est le rouleau principal et est fixé en place, tandis que le rouleau inférieur et les rouleaux latéraux sont entraînés par l'huile hydraulique.
Le rouleau inférieur et les rouleaux latéraux se déplacent de haut en bas grâce à l'action hydraulique, tandis que le roulement central du rouleau supérieur peut également être renversé et remis en place grâce à l'action hydraulique. Les roulements et le réservoir d'huile hydraulique sont situés de part et d'autre du châssis de la machine.
Le châssis de la machine est composé de deux éléments soudés en acier qui sont installés sur une base soudée. Toutes les opérations sont contrôlées à partir d'une console.
Cette machine est largement utilisée dans des industries telles que la construction navale, les chaudières, l'aviation, les ponts, l'hydroélectricité, les produits chimiques, les structures métalliques et la production de machines.
Une cintreuse de plaques à quatre rouleaux présente plusieurs avantages par rapport à une cintreuse de plaques à trois rouleaux. Tout d'abord, elle peut effectuer un pré-pliage des extrémités sans nécessiter d'outils ou de moules supplémentaires, ce qui permet d'obtenir un bord droit plus petit. Deuxièmement, par rapport à une cintreuse de plaques asymétrique à trois rouleaux, elle peut cintrer la plaque sans qu'il soit nécessaire de la tourner, ce qui rend le processus plus efficace et garantit un produit final de meilleure qualité.
Un autre avantage de la cintreuse de plaques à quatre rouleaux est son fonctionnement convivial, qui réduit les contraintes physiques de l'opérateur et facilite son utilisation.
En conclusion, la cintreuse de plaques à quatre rouleaux est une solution polyvalente et efficace pour les travaux de formage de plaques métalliques, offrant plusieurs avantages par rapport à son homologue à trois rouleaux.
3.2 Principale structure motrice
Le rouleau supérieur de la cintreuse de plaques à quatre rouleaux est le rouleau d'entraînement, qui est actionné par un moteur hydraulique. Ce moteur utilise un système de réduction de 5:1, garantissant que le rouleau supérieur se déplace à une vitesse de 4 mètres par minute. Cela permet à la machine d'achever efficacement le processus d'alimentation.
3.3 Structure pilotée par l'assistant
Les rouleaux inférieurs et latéraux de la cintreuse de plaques à quatre rouleaux sont commandés par un dispositif hydraulique. Ce dispositif permet au rouleau de descente et aux rouleaux latéraux de se déplacer vers le haut et vers le bas en temps voulu, et permet également des mouvements séparés vers le haut et vers le bas.
3.4 Artisanat du pliage
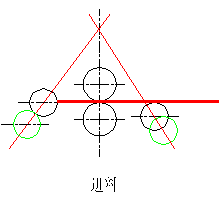
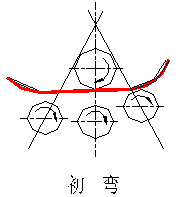
La cintreuse de plaques à quatre rouleaux offre une variété de techniques de cintrage, ce qui permet aux utilisateurs de choisir celle qui convient le mieux à leurs besoins. Un dessin de référence est fourni à titre indicatif.
(1) Pour faire fonctionner la machine, il faut d'abord augmenter la distance entre le rouleau supérieur et le rouleau inférieur pour qu'elle soit légèrement supérieure à l'épaisseur de la plaque. Ensuite, réglez le rouleau latéral d'alimentation de manière à ce que la distance entre le rouleau supérieur et le rouleau inférieur soit égale. Enfin, placez l'autre rouleau latéral entre le rouleau supérieur et le rouleau inférieur.
(2) Alimentation : La plaque est introduite horizontalement dans la machine jusqu'à ce que l'extrémité de la plaque touche complètement le rouleau latéral central. Ensuite, le rouleau latéral est abaissé à sa position initiale.
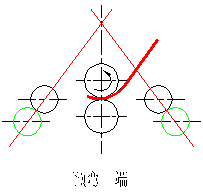
(3) Serrage: La plaque est solidement fixée et le pré-pliage commence.
(4) Pré-pliage : Le rouleau central est utilisé pour préplier l'autre côté de la plaque. Après avoir terminé le pré-pliage du côté gauche, le rouleau arrière est abaissé à sa position d'origine. Le rouleau supérieur est alors utilisé pour plier la plaque dans la position souhaitée, comme indiqué sur le dessin. Une fois que le rouleau supérieur s'est arrêté, le rouleau latéral central est relevé pour plier l'autre côté de la plaque.
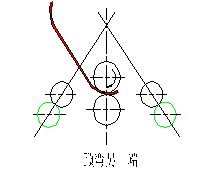
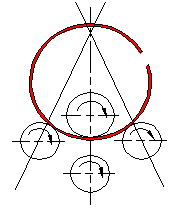
(5) Pliage principal : Les rouleaux central et arrière sont ajustés à la position appropriée, et le rouleau supérieur est utilisé pour effectuer le pliage principal.
(6) Pliage de figuration : Les rouleaux central et arrière sont réglés dans la position appropriée, et le rouleau supérieur est utilisé pour effectuer le pliage de figuration.
(7) Retrait de la pièce : Après avoir terminé le processus de pliage, le rouleau de descente est abaissé dans sa position la plus basse. La pièce est ensuite progressivement abaissée dans une position appropriée à l'aide des deux rouleaux latéraux. La tête de la machine est renversée et la pièce est soulevée, en veillant à ce qu'elle soit au même niveau que le rouleau supérieur avant d'être retirée.
4. Système hydraulique
Le mouvement du rouleau descendant et des rouleaux latéraux, ainsi que le renversement et la remise à zéro, dans la cintreuse de plaques à quatre rouleaux sont alimentés par un réservoir d'huile hydraulique et contrôlés par un commutateur de soupape directionnelle électromagnétique.
4.1 Réglage du système hydraulique :
4.1.1 Réglage de la fontaine de la pompe :
4.1.2 Avant de démarrer ou de redémarrer la machine après une longue période d'inactivité, l'utilisateur doit laisser tourner la pompe à huile pendant 5 minutes pour qu'elle se vide. Lors du démarrage ou de l'arrêt de la machine, la pompe à huile doit être déchargée.
4.1.3 La pression des vannes d'inondation 10 et 12 doit être réglée à 20 Mpa. Lors du réglage de la vanne d'inondation 10, la 1DT et la 2DT doivent être alimentées électriquement ou manuellement à l'aide d'une manivelle afin d'éviter que la vanne électromagnétique ne tombe en panne. Lors du réglage de la vanne d'inondation 12, le moteur doit être réglé sous charge. Si le moteur fonctionne à vide, la pression sera de 0.
4.2 Réglage du rouleau de descente et des rouleaux latéraux :
4.3 Il y a au total trois paires de pompes à huile, chacune pouvant fonctionner ensemble ou séparément. La précision de synchronisation doit être inférieure à 5%, et le réducteur de pression a une plage de 4 à 15 Mpa. S'il y a un fluage lors de la première utilisation de la pompe à huile, cela est probablement dû à la présence d'air dans la pompe. Pour résoudre ce problème, la pompe doit être actionnée à plusieurs reprises pour éliminer l'air.
4.4 Réglage du rouleau de support et de la pompe à huile de retournement :
4.4.1 La pompe à huile doit fonctionner à une vitesse de 1 à 2 mètres par minute et de manière régulière.
4.5 Précautions :
Avant de commencer, l'utilisateur doit vérifier le réservoir d'huile et s'assurer que l'huile hydraulique remplit 80% du volume du réservoir. L'huile hydraulique doit être de l'huile antirouille N46.
4.6 Après le débogage, si le niveau d'huile dans les tuyaux diminue, l'utilisateur doit ajouter de l'huile pour empêcher l'aspiration de la pompe.
4.7 L'huile hydraulique doit être changée tous les six mois, et la paroi intérieure et le noyau filtrant doivent être nettoyés régulièrement.
4.8 Défauts courants :
| Échec |
Raisons possibles |
Méthode |
| Vibrations bruyantes |
Le filtre à huile était bloqué, la pompe à huile était aspirée. |
Nettoyer ou remplacer le filtre à huile. |
| Basse température de l'huile, la pompe à huile n'a pas été aspirée. |
Améliorer l'environnement de travail, réchauffer l'huile. |
| Huile à haute viscosité, pompe à huile aspirée. |
Choisir une huile de bonne viscosité. |
| Le tuyau d'huile a subi des vibrations. |
Utiliser un filtre de tuyau |
| La pompe à huile chauffe beaucoup |
La pompe à huile s'est cassée |
Réparation ou modification |
| La pression du système ne peut pas s'établir |
Mauvais contact, la vanne électromagnétique se bloque |
Vérifier le système électrique |
| la vanne électromagnétique agit |
Nettoyer ou changer |
| surcharge |
La valve hydraulique de l'unilatéralisme s'est rompue |
Nettoyer ou changer |
5. Installation et mise en service
5.1 Installation de la machine
5.1.1 Après avoir reçu la machine, l'utilisateur doit vérifier que tous les éléments sont présents conformément à la liste d'emballage.
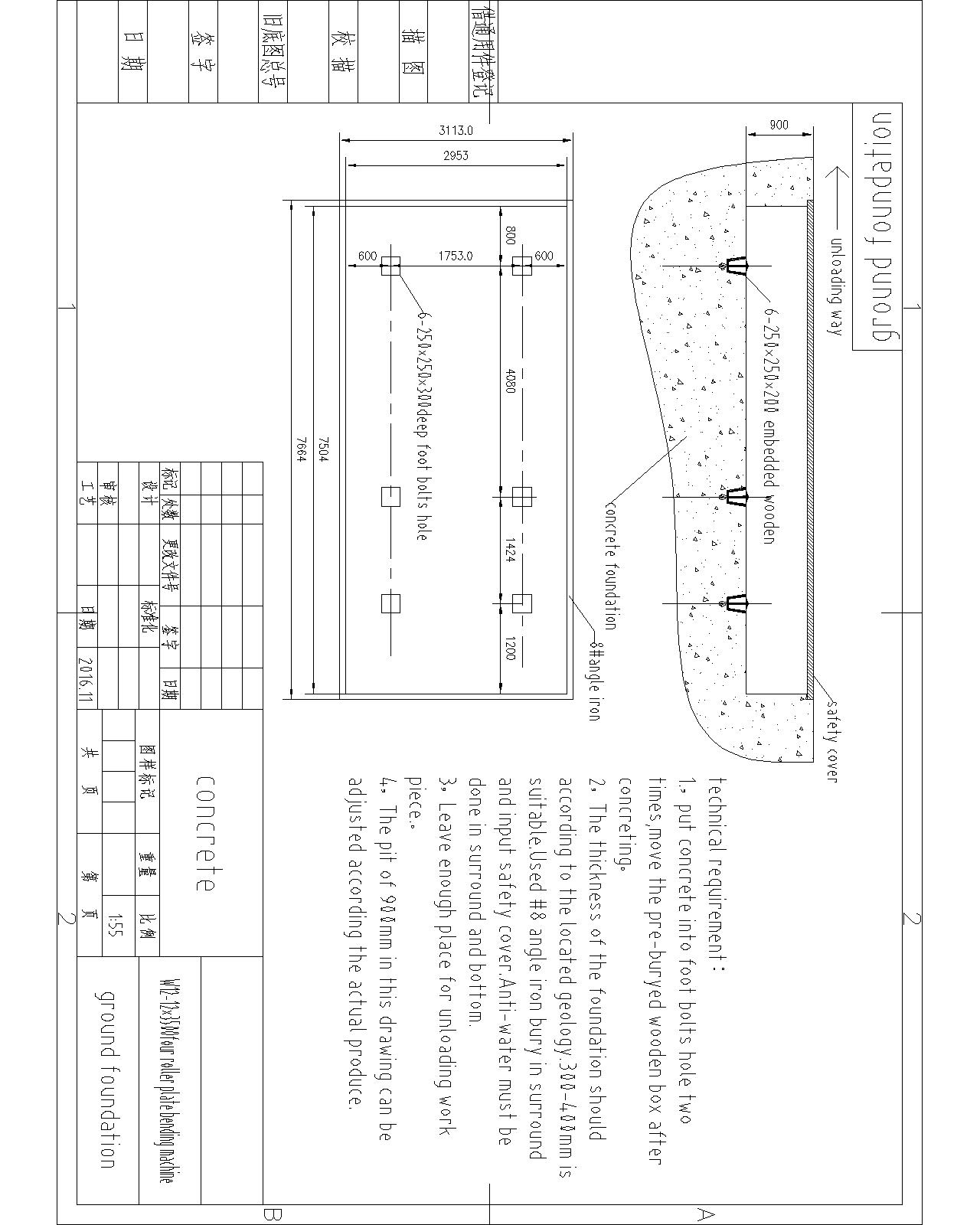
5.1.2 La base de la machine doit être construite conformément au dessin de la base. Si la résistance à la compression géologique locale est inférieure à 2×10^2 Pa, l'utilisateur peut concevoir sa propre base. La base doit être plus haute d'un mètre que le socle de l'atelier.
5.1.3 Lors de l'installation, un outil de nivellement doit être utilisé pour s'assurer que la machine est de niveau. Le vent horizontal doit être inférieur à 0,5 mm par mètre dans n'importe quelle direction. Des boulons de pied doivent être installés et une deuxième coulée doit être effectuée.
5.1.4 Le corps principal doit être installé en premier, suivi des principaux composants de l'entraînement, et enfin du système hydraulique et des connexions électriques.
5.1.5 Une fois le moulage du pied terminé, les boulons du pied doivent être serrés et la machine doit être déboguée.
5.2 Rodage de la machine
La machine doit être rodée avant d'être utilisée pour le pliage de plaques.
5.2.1 Préparation :
Avant le rodage, l'utilisateur doit vérifier l'étanchéité, les ruptures, les fuites, la puissance, la pression et les connexions correctes de toutes les pièces serrées, de tous les raccords, de toutes les pièces lubrifiées et des systèmes de tuyauterie hydraulique et électrique.
5.2.2 Entrée en vigueur à vide :
Procédure :
- Démarrez la pompe à huile et laissez-la atteindre un état normal avec une lubrification adéquate. Faites ensuite fonctionner le rouleau de descente et les rouleaux latéraux sur la moitié de leur amplitude de mouvement. Une fois que le réservoir d'huile entraîné par les rouleaux peut se déplacer en douceur vers le haut et vers le bas, effectuez un contrôle complet de l'étendue du mouvement.
- Testez le levage incliné du rouleau latéral.
- Tester le renversement et la remise en place.
- Testez le mouvement du rouleau supérieur dans le sens des aiguilles d'une montre et dans le sens inverse, ainsi que l'arrêt d'urgence.
Vérification de l'état d'avancement :
- Vérifier que la distance entre le rouleau de descente et les rouleaux latéraux est correcte.
- S'assurer que le rouleau de descente et les rouleaux latéraux peuvent fonctionner de manière régulière et sans à-coups.
6. Lubrification
Il est important de lubrifier correctement les pièces d'entraînement et les surfaces de glissement afin de réduire la consommation d'énergie et d'augmenter la durée de vie de la machine.
6.1 Méthode de lubrification:
La méthode de lubrification est une lubrification de type boîte, avec infusion régulière de lubrifiant et essieux autolubrifiants. Cette méthode est illustrée dans le dessin ci-joint.
Calendrier de lubrification :
- L'axe doit être huilé une fois par semaine.
- Le réducteur de type roue d'initiative principale du rouleau supérieur doit être enduit de graisse lubrifiante tous les six mois.
- L'axe de renversement, le col de l'axe du rouleau supérieur, le palier d'équilibrage et les surfaces de glissement doivent utiliser un axe autolubrifiant, avec un peu de graisse lubrifiante ajoutée lors de l'installation ou de la réparation.
6.2 Choix de l'huile de lubrification :
6.2.1 Préparation avant le débogage :
Le palier arrière en acier des rouleaux doit être lubrifié avec de la graisse lubrifiante au calcium (GB491-65).
6.3 Précautions :
- Une lubrification adéquate doit être effectuée avant l'utilisation.
- Après 150 heures d'utilisation, nettoyez l'ensemble du système de lubrification et effectuez un nettoyage complet une fois par an.
7. Sécurité d'utilisation et d'entretien
Lignes directrices pour une utilisation en toute sécurité :
7.1.1 L'opérateur doit connaître la structure de la machine, ses performances, son système de commande et son fonctionnement. processus de pliageet respecter toutes les consignes de sécurité.
7.1.2 Avant de démarrer ou d'arrêter la machine, tous les systèmes électriques doivent être remis dans leur position initiale.
7.1.3 Pendant le fonctionnement, la lubrification doit être vérifiée fréquemment pour s'assurer que les niveaux d'huile sont suffisants.
7.1.4 En cas de bruit, de poinçonnement, de vibration ou de fuite pendant le rodage à vide, l'opérateur doit arrêter la machine et la vérifier.
7.1.5 Les pièces entraînées et les connexions doivent être vérifiées pendant l'utilisation pour s'assurer qu'elles sont bien serrées et qu'elles ne sont pas cassées.
7.1.6 Les plaques non modifiées, soudées ou non redressées ne doivent pas être pliées.
7.1.7 La plaque doit être maintenue perpendiculaire à l'axe du rouleau pendant le cintrage.
7.1.8 La plaque doit se déplacer en synchronisation avec le rouleau pendant le cintrage et ne pas glisser.
7.1.9 Le rouleau de descente et les rouleaux latéraux ne doivent pas être soulevés pendant le pliage.
7.1.10 Le rayon ne doit pas être réalisé en une seule fois, en particulier pour les tôles épaisses.
7.1.11 Le rouleau de descente et les rouleaux latéraux doivent être abaissés à leur position la plus basse avant le renversement.
Entretien des machines :
7.2 Un bon entretien de la machine permet de prolonger sa durée de vie et d'économiser des frais de réparation. Tenez compte des points suivants :
7.2.1 Respectez scrupuleusement les consignes de lubrification pour garantir une lubrification correcte.
7.2.2. Effectuer des inspections régulières et élaborer un plan de réparation.
7.2.3 Remplacer toutes les pièces à usure rapide qui ne répondent plus aux exigences de base.
7.2.4 Contrôler la température, la température du réservoir d'huile ne devant pas dépasser 60°C.
7.2.5 Inspectez régulièrement le système d'entraînement hydraulique et nettoyez ou remplacez les pièces défectueuses. Maintenir une température d'huile appropriée et réduire la pollution de l'huile, en contrôlant l'huile hydraulique tous les six mois.
7.2.6 Mettre à la terre toutes les parties électriques du système électrique. Inspecter régulièrement et remplacer tout composant cassé.
7.2.7 Ne pas empiler les matériaux ou les plaques oxydées.
Remarque : pendant le processus de pliage, après l'alimentation de la plaque, le rouleau descendant commence à s'élever. Si la plaque touche le rouleau supérieur, le rouleau descendant doit être arrêté immédiatement pour éviter d'endommager le rouleau supérieur.
8. Graphiques de l'installation de la terre
Voici les dessins :
Dessin de l'installation des travaux de terrassement
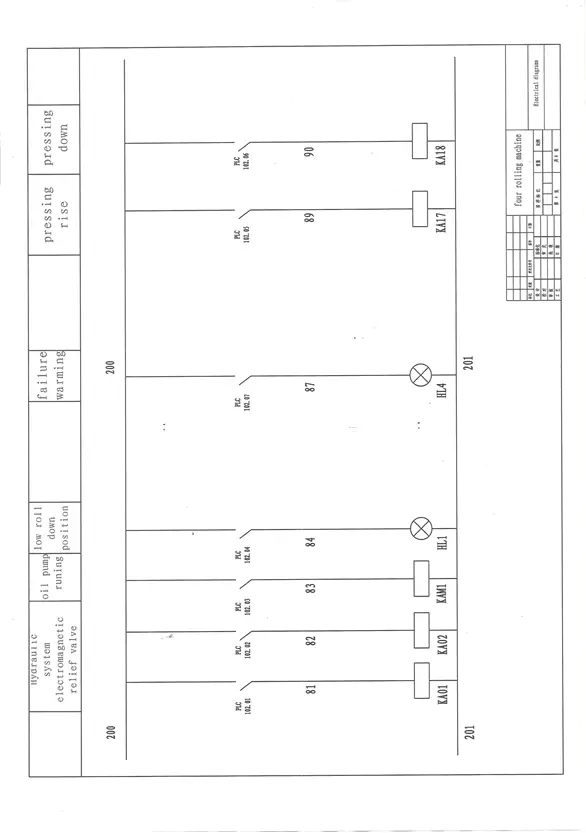
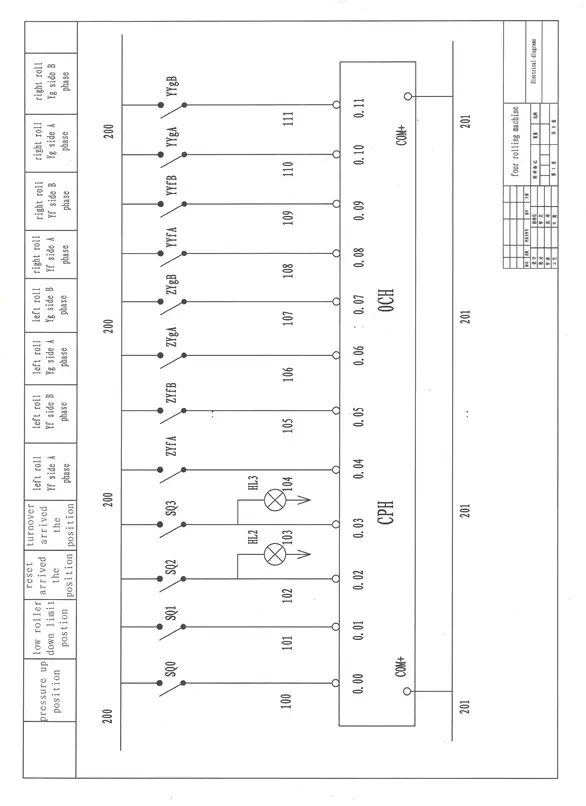
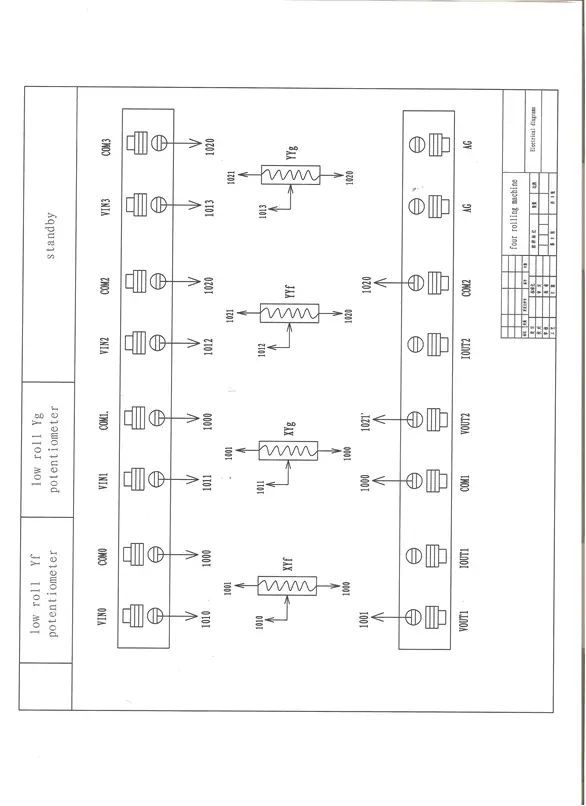
9. Principes de l'appareillage électrique Graphiques
Voici les dessins :
Dessin électrique 1
Dessin électrique 2
Dessin électrique 3
Dessin électrique 4
Dessin électrique 5
Dessin électrique 6
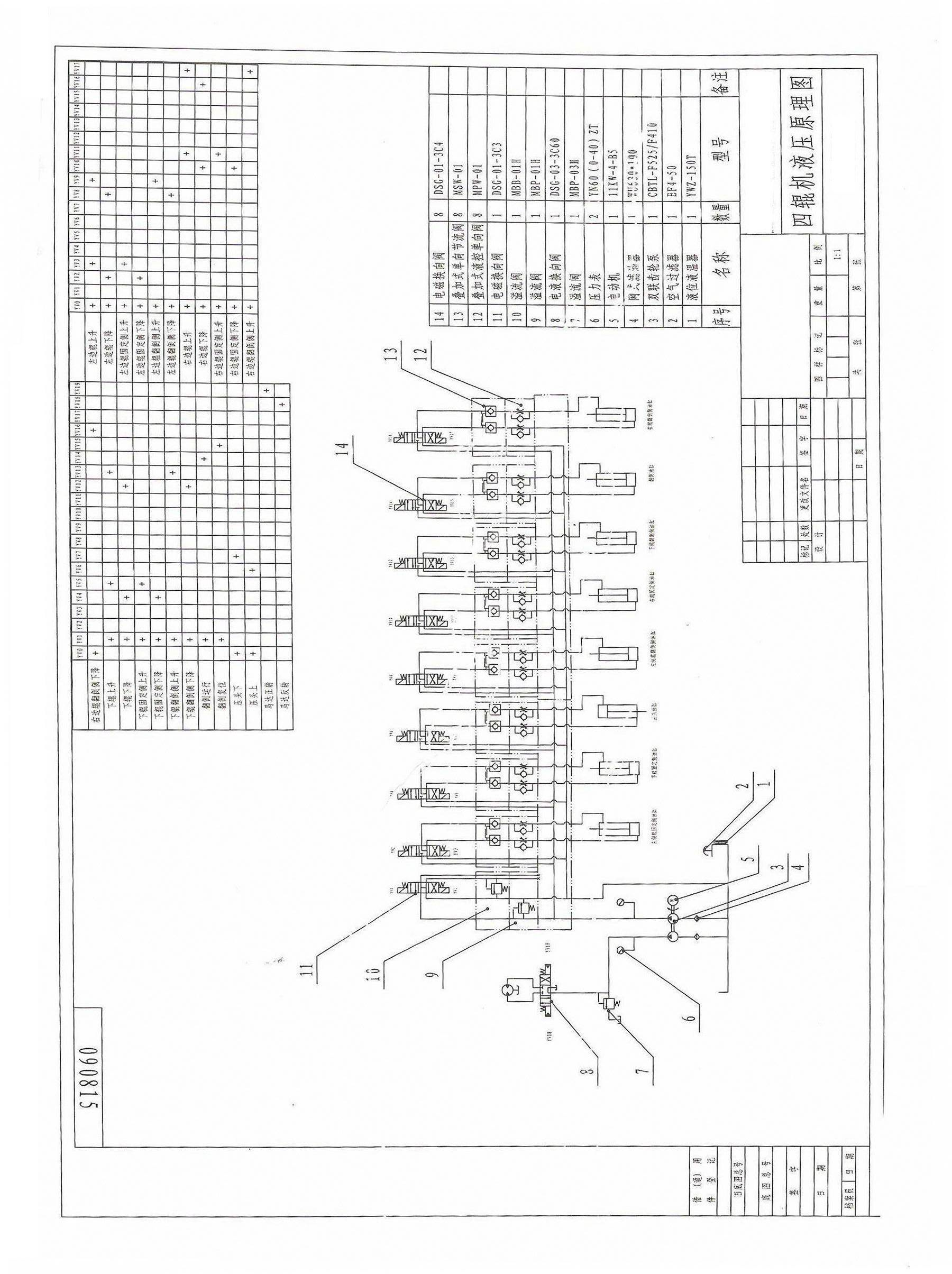
10. Schéma hydraulique d'une cintreuse de plaques à quatre rouleaux
Voici les dessins :
Schéma hydraulique















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}