Perfectionner la perpendicularité : Méthodes d'inspection essentielles
Comment garantir la précision de l'angle droit dans votre processus de fabrication ? Cet article présente différentes méthodes d'inspection de la perpendicularité entre les surfaces et les lignes. En maîtrisant ces techniques, vous améliorerez la précision et la qualité de vos produits et éviterez des erreurs coûteuses. Découvrez des méthodes d'inspection simples mais efficaces qui peuvent transformer votre approche de la mesure de précision.
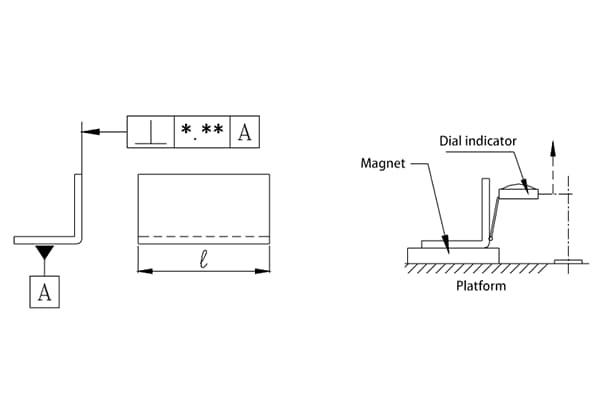
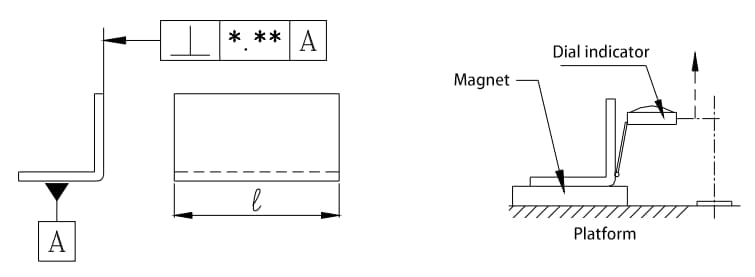
1. Méthode de contrôle de la perpendicularité de deux surfaces.
(1) Soutenir la surface de référence parallèlement à la plate-forme à l'aide d'un aimant.
(2) Déplacer le comparateur de la racine incurvée vers l'extrémité avant pour obtenir la différence maximale entre les lectures comme valeur de perpendicularité.
Note : La mesure est prise sur toute la longueur.
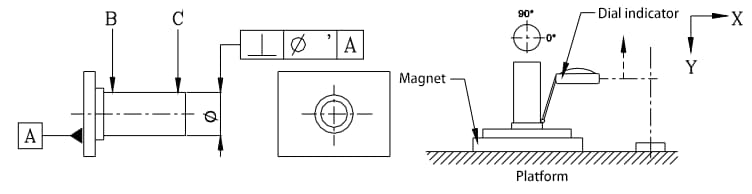
2. Méthode de contrôle de la perpendicularité d'une surface et d'une ligne.
(1) Soutenez l'objet à mesurer sur la plate-forme à l'aide d'un aimant, comme indiqué sur le schéma.
(2) Toucher le comparateur sur l'objet à mesurer, le mettre à zéro au point B et le confirmer au point C.
(3) Déplacer le comparateur de haut en bas sur toute la plage d'indication tout en le touchant sur l'objet à mesurer.
(4) Répéter la mesure à 0° et 90°.
(5) Calculer la différence maximale entre chaque relevé à l'aide de la formule suivante.
La valeur obtenue est la valeur de perpendicularité (différence maximale de lecture à 0° → X ; différence maximale de lecture à 90° → Y) :
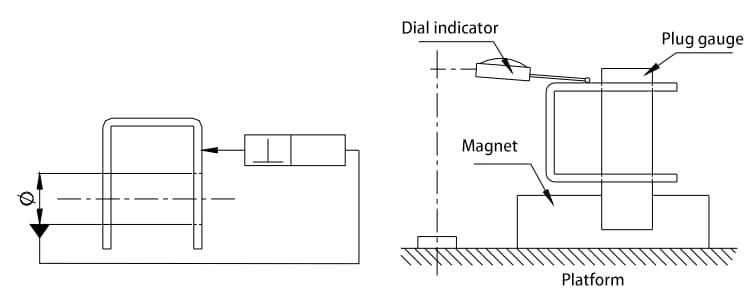
3. Méthode de contrôle de la perpendicularité d'une ligne et d'une surface.
(1) Insérer des jauges appropriées dans deux trous de référence et les soutenir à angle droit par rapport à la plate-forme à l'aide d'un aimant.
(2) Mesurer tous les points de la surface de mesure à l'aide d'un comparateur (ou d'une jauge de hauteur) et prendre la différence maximale entre les lectures comme valeur de perpendicularité.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez qu'une simple surface en verre vous permette d'accéder à la précision des machines-outils. C'est exactement ce que font les échelles à réseaux linéaires, qui transforment les lignes fines en mesures extrêmement précises. Cet article explore comment ces...
Vous êtes-vous déjà demandé comment les arêtes vives des pièces métalliques sont adoucies ? Ce processus, connu sous le nom de chanfreinage, transforme les angles dangereux et irréguliers en surfaces angulaires plus sûres. Dans cet article, vous...
Vous êtes-vous déjà demandé quelles marques de roulements étaient les meilleures au monde ? Dans cet article de blog, nous allons explorer les principaux fabricants de roulements connus pour leur qualité exceptionnelle, leur...
Vous êtes-vous déjà demandé qui alimente le monde en coulisses ? Dans cet article de blog, nous allons nous plonger dans les principaux fabricants de générateurs qui maintiennent les lumières allumées...
Vous êtes un futur ingénieur en mécanique et vous souhaitez exceller dans votre domaine ? Dans cet article de blog, nous allons explorer les 10 logiciels de conception d'ingénierie mécanique les plus importants qui peuvent...
Vous êtes-vous déjà demandé comment l'intégrité des écrous et des vis soudés de votre voiture était garantie ? Cet article révèle le processus méticuleux des contrôles de qualité et des inspections qui permettent à votre véhicule...
Vous êtes-vous déjà demandé ce qui permet à un moteur électrique de fonctionner sans surchauffe ? Il est essentiel de comprendre les températures de fonctionnement sûres des moteurs pour assurer leur longévité et leurs performances. Dans cet article,...
Vous êtes-vous déjà interrogé sur le monde fascinant du moulage ? Ce processus de fabrication ancien, mais en constante évolution, façonne notre vie quotidienne d'innombrables façons. Dans cet article de blog, nous explorerons les...
Vous êtes-vous déjà demandé comment les engrenages de votre voiture ou de votre avion fonctionnaient si bien ? Cet article dévoile les principaux fabricants d'engrenages qui façonnent l'avenir de l'ingénierie mécanique. Vous apprendrez...
Faites passer votre entreprise à la vitesse supérieure